

Создание программы ЧПУ |
3 |
3.1Базовый принцип
При создании программы ЧПУ само программирование, т.е. преобразование отдельных рабочих операций в язык ЧПУ, часто является лишь небольшой частью работы по программированию.
Перед программированием необходимо осуществить планирование и подготовку рабочих операций. Чем точнее будет спланировано начало и структура программы ЧПУ, тем быстрее и проще будет осуществляться само программирование и тем более наглядной и менее подверженной ошибкам будет готовая программа ЧПУ. Преимущество наглядных программ особо проявляется тогда, когда позднее необходимо вносить изменения.
Так как не каждая часть выглядит точно также, как другая, то не имеет смысла, создавать каждую программу точно по одному и тому же методу. Но для большинства случаев описанный ниже принцип является целесообразным.
Принцип действий
1.Подготовка чертежа детали
–Определение нулевой точки детали
–Нанесение системы координат
–Вычисление возможно отсутствующих координат
2.Определение процесса обработки
–Когда будут использоваться какие инструменты и для обработки каких контуров?
–В какой последовательности будут изготовляться отдельные элементы детали?
–Какие отдельные элементы повторяются (возможно в повернутом виде) и должны быть сохранены в подпрограмме?
–Имеются ли в других программах обработки деталей или подпрограммах контуры деталей, которые могут быть использованы повторно для актуальной детали?
–Где целесообразны или необходимы смещения нулевой точки, вращение, отражение, масштабирование (концепция фрейма)?
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
45 |

Создание программы ЧПУ
3.1Базовый принцип
3.Создание технологической карты Определить поочередно все процессы обработки станка, к примеру:
–Движения ускоренным ходом для позиционирования
–Смена инструмента
–Определение плоскости обработки
–Свободный ход для дополнительного измерения
–Включение/выключение шпинделя, СОЖ
–Вызов данных инструмента
–Подача
–Коррекция траектории
–Подвод к контуру
–Отвод от контура
–и т.д.
4.Перевод рабочих операций на язык программирования
–Запись каждой отдельной операции как кадра ЧПУ (или кадров ЧПУ).
5.Соединение всех отдельных операций в одной программе
|
Основы |
46 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Создание программы ЧПУ
3.2 Доступные символы
3.2Доступные символы
Для создания программ ЧПУ имеются следующие символы:
●Прописные буквы:
A, B, C, D, E, F, G, H, I, J, K, L, M, N,(O),P, Q, R, S, T, U, V, W, X, Y, Z
●Строчные буквы:
a, b, c, d, e, f, g, h, i, j, k, l, m, n, o, p, q, r, s, t, u, v, w, x, y, z
●Цифры:
0, 1, 2, 3, 4, 5, 6, 7, 8, 9
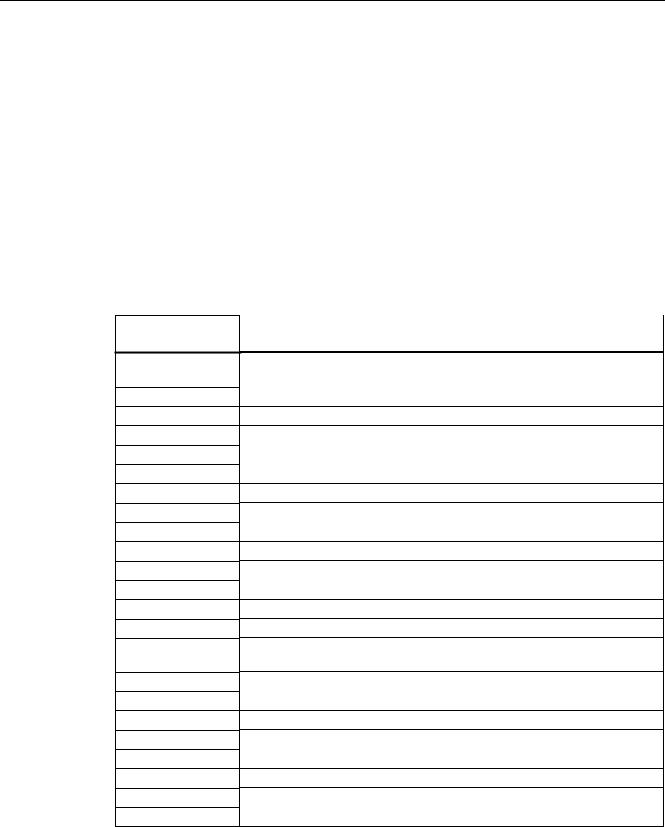
●Специальные символы: См. таблицу ниже!
Специальные Значение символы
%Символ начала программы (только для создания программы на внешнем
PC)
(Заключение в скобки параметров или в выражениях
)Заключение в скобки параметров или в выражениях
[Заключение в скобки адресов или индексов поля
]Заключение в скобки адресов или индексов поля
<меньше
>больше
:Главный кадр, конец метки, связывающий оператор
=Присвоение, часть равенства
/Деление, пропуск кадра
*Умножение
+Сложение
-Вычитание, отрицательный знак
"Кавычки, идентификация для цепочки символов
'Апостроф, идентификация для специальных числовых данных: шестнадцатеричные, двоичные
$Системная идентификация переменных
s_ |
Символ подчеркивания, относится к буквам |
?Зарезервировано
!зарезервировано
.Десятичная точка
,Запятая, знак разделения параметров
;Начало комментария
&Символ форматирования, то же действие, что и пробел
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
47 |

Создание программы ЧПУ
3.2 Доступные символы
Специальные |
Значение |
символы |
|
LF |
Конец кадра |
Табулятор |
Разделительный символ |
Пробел |
Разделительный символ (пробел) |
ЗАМЕТКА
Не путать букву "O" с числом "0".
Примечание Прописные и строчные буквы не различаются (исключение: вызов инструмента).
Примечание Скрытые специальные символы обрабатываются как символы пробела.
|
Основы |
48 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |