


Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
10.4Мягкий подвод и отвод
10.4.1Подвод и отвод (G140 до G143, G147, G148, G247, G248, G347, G348, G340, G341, DISR, DISCL, DISRP, FAD, PM, PR)
Функция
Функция "Мягкий подвод и отвод (SAR)" служит для того, чтобы осуществить подвод по касательной в стартовой точке контура, независимо от положения исходной точки.
 *
*
 * ̮͇͖͕͗͊͗ ͕͔͙͚͑͗
* ̮͇͖͕͗͊͗ ͕͔͙͚͑͗
',65
*
Функция используется преимущественно в комбинации с коррекцией радиуса инструмента.
При активации функции СЧПУ берет на себя задачу расчета промежуточных точек таким образом, чтобы переход в последующий кадр (или переход из предшествующего кадра при отводе) был бы выполнен согласно указанным параметрам.
Движение подвода состоит макс. из 4 вспомогательных движений. Стартовая точка движения в дальнейшем будет обозначаться как P0, конечная точка как P4. Между ними может находиться макс. три промежуточные точки P1, P2 и P3. Точки P0, P3 и P4 определены всегда. Промежуточные точки P1 и P2, в зависимости от параметрирования и геометрических свойств, могут отсутствовать. При отводе точки проходятся в обратной последовательности, т.е. начиная с P4 и заканчивая в P0.
Синтаксис
Мягкий подвод: ● по прямой:
G147 G340/G341 ... DISR=..., DISCL=..., DISRP=... FAD=...
● по четверти круга/полукругу:
G247/G347 G340/G341 G140/G141/G142/G143 ... DISR=... DISCL=... DISRP=... FAD=...
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
327 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Мягкий отвод: ● по прямой:
G148 G340/G341 ... DISR=..., DISCL=..., DISRP=... FAD=...
● по четверти круга/полукругу:
G248/G348 G340/G341 G140/G141/G142/G143 ... DISR=... DISCL=... DISRP=... FAD=...
Значение
|
G147: |
Подвод по прямой |
|
G148: |
Отвод по прямой |
|
G247: |
Подвод по четверти круга |
|
G248: |
Отвод по четверти круга |
|
G347: |
Подвод по полукругу |
|
G348: |
Отвод по полукругу |
|
G340: |
Пространственный подвод и отвод (первичная установка) |
|
G341: |
Подвод и отвод в плоскости |
|
G140: |
Направление подвода и отвода в зависимости от актуальной стороны |
|
|
коррекции (первичная установка) |
|
G141: |
Подвод слева или отвод влево |
|
G142: |
Подвод справа или отвод вправо |
|
G143: |
Направление подвода и отвода в зависимости от относительного |
|
|
положения стартовой или конечной точки к направлению касательных |
|
DISR=...: |
1. При подводе и отводе по прямой (G147/G148): |
|
|
Расстояние от кромки фрезы от стартовой точки контура |
|
|
2. При подводе и отводе по по кругу (G247, G347/G248, G348): |
|
|
Радиус траектории центра инструмента |
|
|
Внимание: |
|
|
при REPOS по полукругу DISR обозначает диаметр окружности |
|
DISCL=...: |
Расстояние от конечной точки быстрого движения подачи до плоскости |
|
|
обработки |
|
|
DISCL=AC(...) Указание абсолютной позиции конечной точки быстрого |
|
|
движения подачи |
|
DISCL=AC(...): |
указание абсолютной позиции конечной точки быстрого движения подачи |
|
DISRP: |
Расстояние от точки P1 (плоскость отвода) до плоскости обработки |
|
DISRP=AC(...): |
Указание абсолютного положения точки P1 |
|
FAD=...: |
Скорость медленного движения подачи |
|
|
Запрограммированное значение действует согласно активному типу |
|
|
подачи (группа G-функций 15). |
|
FAD=PM(...): |
Запрограммированное значение интерпретируется независимо от |
|
|
активного типа подачи как линейная подача (как G94). |
|
FAD=PR(...): |
Запрограммированное значение интерпретируется независимо от |
|
|
активного типа подачи как окружная подача (как G95). |
|
|
Основы |
328 |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Пример
|
|
|
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|||
\ |
|
|
|
|
|
|
|
|
|
|
|
|
̯͔͙͚͓͔͙͗͌͘ |
|
|
|
|
|
|
̸͖͏͇͗͒ͣ |
|
|
|
3 ͑3 ͕͙ |
̶͕͚͚͒͑͗͊ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 ͕͙ |
|
|
|
|
|
|
|
|
|
3 ͑ |
|
|
|
|
|
|
[ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 ͕͙ |
|
|
3 ͑ |
|
|
|
3 ͕͙ |
|
|
|
|
|
̱͕͔͙͚͗ |
|
|
|
|
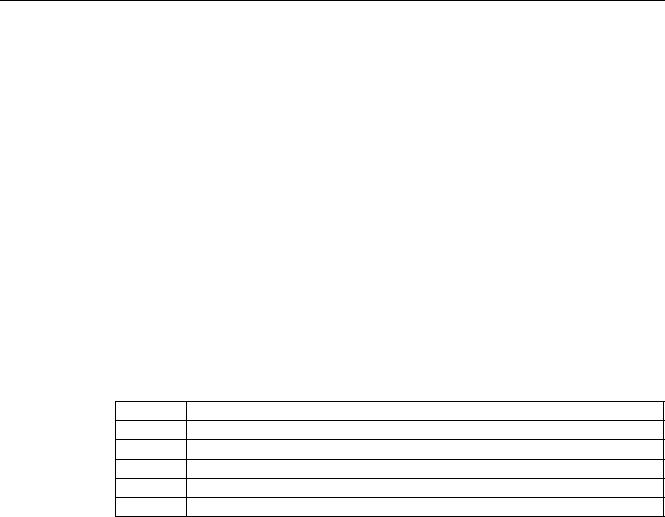
●Мягкий подвод (кадр N20 активирован)
●Движение подвода по четверти круга (G247)
●Направление подвода не запрограммировано, действует G140, т.е. КРИ активна
(G41)
●Смещение контура OFFN=5 (N10)
●Актуальный радиус инструмента=10, таким образом, эффективный радиус коррекции для КРИ=15, радиус контура SAR=25, таким образом, радиус траектории центра инструмента будет равен DISR=10
●Конечная точка окружности получается из N30, т.к. в N20 запрограммирована только позиция Z
●Движение подачи
–Из Z20 в Z7 (DISCL=AC(7)) ускоренным ходом
–После в Z0 с FAD=200.
–Круг подвода в плоскости X-Y и последующие кадры с F1500 (чтобы эта скорость стала активной в последующих кадрах, необходимо переписать активную G0 в N30 с G1, в ином случае обработка контура была бы продолжена с G0)
●Мягкий отвод (кадр N60 активирован)
●Движение отвода по четверти круга (G248) и спирали (G340)
●FAD не запрограммирована, так как не имеет значения при G340
●Z=2 в стартовой точке; Z=8 в конечной точке, т.к. DISCL=6
●При DISR=5 радиус контура SAR=20, радиус траектории центра инструмента=5 Движения перемещения из Z8 в Z20 и движение параллельно плоскости X-Y к X70 Y0.
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
329 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Программный код |
Комментарий |
||
$TC_DP1[1,1]=120 |
; Определение инструмента T1/D1 |
||
$TC_DP6[1,1]=10 |
; Радиус |
||
N10 |
G0 X0 Y0 Z20 G64 D1 T1 OFFN=5 |
; (к P0) |
|
N20 |
G41 |
G247 G341 Z0 DISCL=AC(7) DISR=10 F1500 FAD=200 |
; Подвод (к P3) |
N30 |
G1 X30 Y-10 |
; (к P4) |
|
N40 |
X40 |
Z2 |
|
N50 |
X50 |
|
; (от P4) |
N60 |
G248 G340 X70 Y0 Z20 DISCL=6 DISR=5 G40 F10000 |
; Отвод (от P3) |
|
N70 |
X80 |
Y0 |
; (от P0) |
N80 |
M30 |
|
|
Дополнительная информация
Выбор контура подвода или отвода
Выбор контура подвода или отвода осуществляется с помощью соответствующей G- функции 2-й группы G-функций:
G147: Подвод по прямой
G247: Подвод по четверти круга
G347: Подвод по полукругу
G148: Отвод по прямой
G248: Отвод по четверти круга
G348: Отвод по полукругу
|
Основы |
330 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
|
3 |
|
̯͔͙͚͗͘ |
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
|
|
|
͖͓͕͗ͦ͐ * |
͓͔͙͌ |
|
|
|
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|
3 |
̱͕͔͙͚͗ |
',65 |
|
|
|
3 |
|
|
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
|
|
|
͙͉͙͌͌͗͞͏ ͚͇͑͗͊ * |
',65 |
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|
|
̯͔͙͚͓͔͙͗͌͘ |
|
3 |
̱͕͔͙͚͗ |
|
3 |
|
|
3 ͖͗͏ ͖͕͉͕͋͋͌ ͖͕ |
|
|
|
͖͕͚͚͚͒͑͗͊ * |
',65 |
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
|
|
|
̯͔͙͚͓͔͙͗͌͘ |
|
3 |
̱͕͔͙͚͗ |
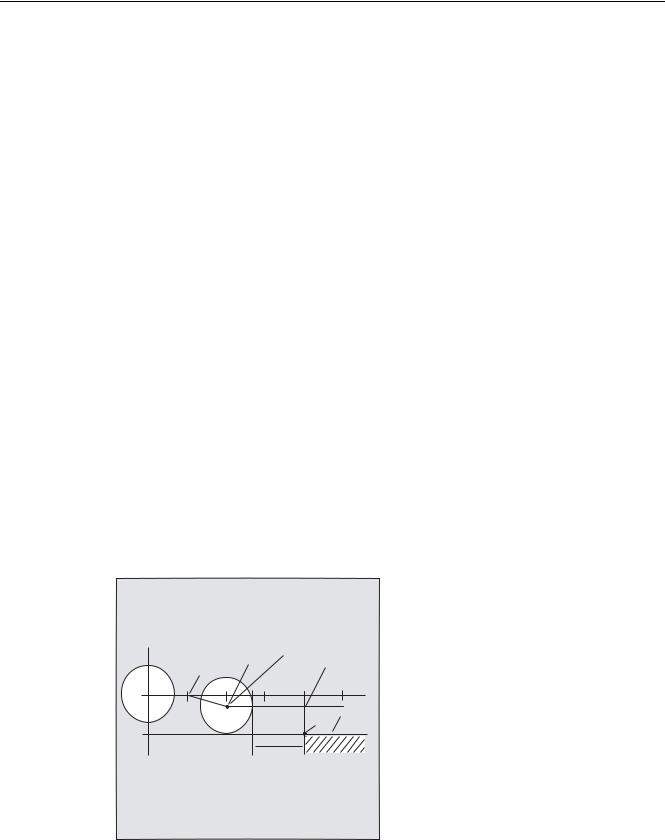
Изображение 10-3 Движения подвода при одновременной активации коррекции радиуса инструмента
Выбор направления подвода или отвода
Определение направления подвода и отвода с помощью коррекции радиуса инструмента (G140, первичная установка) при положительном радиусе инструмента:
●G41 активна → подвод слева
●G42 активна → подвод справа
Прочие возможности подвода доступны с помощью G141, G142 и G143.
Эти G-функции имеют значение только тогда, когда контур подвода является четвертью круга или полукругом.
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
331 |

Коррекции радиуса инструмента |
|
|
|
|
|
10.4 Мягкий подвод и отвод |
|
|
|
|
|
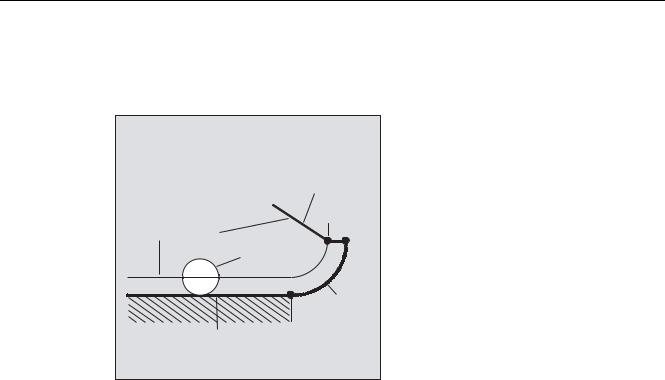
Подразделение движения от стартовой к конечной точке (G340 и G341) |
|||||
Движения в любом случае состоят из одной или нескольких прямых, а также, в |
|||||
зависимости от G-функции для определения контура подвода, из дополнительной |
|||||
прямой или четверти/полукруга. 2 варианта разделения пути представлены на рисунке |
|||||
ниже: |
|
|
|
|
|
|
̫͉͏͍͔͌͏͌ ͖͕͇͋͞͏ |
|
|
||
3 |
3 |
|
3 |
3 |
|
|
|
|
|
̶͓͇͗ͦͦ |
|
|
̶͓͇͗ͦͦ ͕͚͍͔͕͙͑͗ͣ͘ |
͏͒͏ |
|
||
|
͏͒͏ ͖͘͏͇͗͒ͣ |
|
|
||
|
|
|
|
͕͚͍͔͕͙͑͗ͣ͘ |
|
3 3 |
|
|
3 |
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
',6&/ |
|
|
|
|
|
|
|
|
',6&/ 3 |
3 |
|
* ̶͕͕͙͒͑ͣ͘͘ ͕͈͇͈͕͙͗͑͏ |
* |
|
|||
̫͉͏͍͔͌͏͌ ͖͕͉͕͇͋͋ ͉ ͎͇͉͏͘͏͓͕͙͘͏ ͕͙ |
|
||||
* * |
|
|
|
|
|
G340: |
Подвод по прямой от точки P0 к точке P1. Эта прямая параллельна плоскости |
||||
|
обработки, если параметр DISRP не был запрограммирован. |
||||
|
Подача вертикально к плоскости обработки от точки P1 к точке P3 на определенное |
||||
|
через параметр DISCL безопасное расстояние к плоскости обработки. |
||||
|
Подвод к конечной точке P4 по определенной через G-функцию второй группы |
||||
|
кривой (прямая, окружность, спираль). Если активна G247 или G347 (четверть круга |
||||
|
или полукруг) и стартовая точка P3 не лежит в определенной через конечную точку |
||||
|
P4 плоскости обработки, то вместо окружности вставляется спираль. Точка P2 не |
||||
|
определена или совпадает с P3. |
||||
|
Плоскость окружности или ось спирали при этом определяется через активную в |
||||
|
SAR-кадре плоскость (G17/G18/G19), т.е. последующим кадром для определения |
||||
|
окружности используется не сама стартовая касательная, а ее проекция в активную |
||||
|
плоскость. |
|
|
|
|
|
Движение от точки P0 к точке P3 выполняется в двух прямых со скоростью, которая |
||||
|
действовала до SAR-кадра. |
|
|||
G341: |
Подвод по прямой от точки P0 к точке P1. Эта прямая параллельна плоскости |
||||
|
обработки, если параметр DISRP не был запрограммирован. |
||||
|
Подача вертикально к плоскости обработки от точки P1 до определенного через |
||||
|
параметр DISCL безопасного расстояния к плоскости обработки в точке P2. |
||||
|
Подача вертикально к плоскости обработки от точки P2 к точке P3. Подвод к |
||||
|
конечной точке P4 по определенной через G-функцию второй группы кривой. P3 и P4 |
||||
|
лежат в плоскости обработки, поэтому при G247 или G347 никогда не вставляется |
||||
|
спираль, а всегда окружность. |
||||
Во всех случаях, когда положение активной плоскости допускает G17/G18/G19 (плоскость окружности, ось спирали, движение подачи вертикально к активной плоскости), учитывается возможно активный вращающий фрейм.
Основы
332 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Длина прямой подвода или радиуса в случае окружностей подвода (DISR)
●Подвод/отвод по прямой
DISR указывает расстояние от кромки фрезы до стартовой точки контура, т.е. длина прямой при активной КРИ получается из суммы радиуса инструмента и запрограммированного значения DISR. Учитывается только положительный радиус инструмента.
Полученная длина прямой должна быть положительной, т.е. отрицательные значения для DISR допускаются, пока величина DISR меньше, чем радиус инструмента.
●Подвод/отвод по кругу
DISR указывает радиус траектории центра инструмента. Если КРИ активирована, то создается круг с таким радиусом, чтобы и в этом случае получалась траектория центра инструмента с запрограммированным радиусом.
Расстояние от точки P2 до плоскости обработки (DISCL)
Если позиция точки P2 на оси вертикально к плоскости окружности должна быть указана абсолютно, то значение программируется в форме DISCL=AC(...).
Для DISCL=0:
●Для G340: Все движение подвода состоит только из двух кадров (P1, P2 и P3 совпадают). Контур подвода образуется от P1 к P4 .
●Для G341: Все движение подвода состоит из трех кадров (P2 и P3 совпадают). Если P0 и P4 лежат в одной плоскости, то получается только два кадра (движение подачи от P1 к P3 отсутствует).
●Контролируется, чтобы определенная через DISCL точка лежала бы между P1 и P3, т.е. при всех движениях, имеющих один компонент вертикально к плоскости обработки, этот компонент должен иметь тот же знак.
●При определении реверсирования разрешается определенный через машинные данные MD20204 $MC_WAB_CLEARANCE_TOLERANCE допуск.
Расстояние от точки P1 (плоскость отвода) до плоскости обработки (DISRP)
Если позиция точки P1 на оси вертикально к плоскости обработки должна быть указана абсолютно, то значение программируется в форме DISRP=AC(...).
Если этот параметр не запрограммирован, то расстояние от точки P1 до плоскости обработки идентично таковому от точки P0, т.е. прямая подвода P0 → P1 параллельна плоскости обработки.
Контролируется, чтобы определенная через DISCL точка лежала бы между P0 и P2, т.е. при всех движениях, имеющих один компонент вертикально к плоскости обработки (движения подачи, движение подвода от P3 к P4), этот компонент должен иметь тот же знак. Реверсирование не допускается. При необходимости выводится аварийное сообщение.
При определении реверсирования разрешается определенный через машинные данные MD20204 $MC_WAB_CLEARANCE_TOLERANCE допуск. Если P1 лежит вне определенной через P0 и P2 области, но отклонение меньше или равно этому допуску, то предполагается, что P1 лежит в определенной через P0 или P2 плоскости.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
333 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Программирование конечной точки
Конечная точка программируется, как правило, с помощью X... Y... Z...
Программирование конечной точки контура при подводе значительно отличается от такового при отводе. Поэтому оба случая рассматриваются здесь отдельно.
Программирование конечной точки P4 при подводе
Конечная точка P4 может быть запрограммирована в самом SAR-кадре. В качестве альтернативы можно определить P4 через конечную точку следующего кадра перемещения. Между кадром WAB и следующим кадром перемещения могут быть вставлены другие кадры без движения гео-осей.
Пример:
Программный код |
|
|
Комментарий |
|||||
$TC_DP1[1,1]=120 |
|
|
; |
Фрезерный инструмент T1/D1 |
||||
$TC_DP6[1,1]=7 |
|
|
|
; |
Инструмент с радиусом 7 мм |
|||
N10 |
G90 |
G0 |
X0 |
Y0 |
Z30 |
D1 |
T1 |
|
N20 |
X10 |
|
|
|
|
|
|
|
N30 |
G41 |
G147 DISCL=3 DISR=13 Z=0 F1000 |
|
|||||
N40 |
G1 X40 |
Y-10 |
|
|
|
|
||
N50 |
G1 |
X50 |
|
|
|
|
|
|
... |
|
|
|
|
|
|
|
|
N30/N40 может быть заменена на:
N30 G41 G147 DISCL=3 DISR=13 X40 Y-10 Z0 F1000
или
N30 G41 G147 DISCL=3 DISR=13 F1000
N40 G1 X40 Y-10 Z0
|
|
|
|
|
̵͈͇͈͕͙͇͗͑ ͕͋ ͙͕ͤ͐ |
|||
|
|
|
|
|
͙͕͑͞͏ ͘ * ͖͕͒͌͘ ͘ |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
* ) |
|
|
|
< |
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
3 |
|
̱͕͔͙͚͗ |
|
|
|
|
|
|
|
|
|
|
|
|
|
',65 |
|
|
|
|
Основы
334 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Программирование конечной точки P0 при отводе
При отводе программирование конечной точки SAR-контура в последующем кадре не предусмотрено, т.е. конечная позиция всегда извлекается из самого SAR-кадра, независимо от количества запрограммированных осей. При определении конечной точки здесь различаются три следующих случая:
1.Гео-ось в SAR-кадре не запрограммирована. В этом случае контур заканчивается в
точке P1 (если запрограммирована DISRP), в точке P2 (если запрограммирована DISCL, а не DISRP), или в точке P3 (если не запрограммированы ни DICLS, ни
DISRP).
Позиция в осях, образующих плоскость обработки, получается из контура отвода (конечная точка прямой или окружности). Соответствующий вертикальный осевой компонент определяется через DISCL или DISPR. Если в этом случае как DISCL=0,
так и DISRP=0, то движение полностью происходит в плоскости, т.е. точки P0 до P3 совпадают.
2.В SAR-кадре запрограммирована только ось вертикально к плоскости обработки. В
этом случае контур оканчивается в точке P0. Если запрограммирована DISRP (т.е. обе точки P0 и P1 не совпадают), то прямая P1 → P0 располагается вертикально к плоскости обработки. Позиции обеих оставшихся осей получаются как в 1.
3.Запрограммирована как минимум одна ось плоскости обработки. Возможно отсутствующая вторая ось плоскости обработки модально добавляется из ее последней позиции в предшествующем кадре.
Позиция оси вертикально к плоскости обработки формируется - в зависимости от того, запрограммирована ли эта ось или нет - как в 1 или 2. Оформленная таким образом позиция определяет конечную точку P0. Если SAR-кадр отвода одновременно является кадром деактивации коррекции радиуса инструмента, то в первых двух случаях дополнительный компонент хода вставляется в плоскости обработки от P1 к P0 так, что при деактивации коррекции радиуса инструмента в конце контура отвода не получается движения, т.е. эта точка здесь определяет не позицию на исправляемом контуре, а центр инструмента. В случае три отдельной обработки отмены коррекции радиуса инструмента не требуется, т.к. запрограммированная точка P0 уже непосредственно определяет позицию центра инструмента на конце всего контура.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
335 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
Поведение в случаях 1 и 2, т.е. при не явно запрограммированной конечной точке в плоскости обработки при одновременной отмене коррекции радиуса инструмента, представлено на рис. ниже:
̸͚͒͌͋ͥ͠͏͐ ͇͑͋͗ |
|
͈͎͌ ͕͑͗͗͌͑͝͏͏ |
|
|
3 |
̹͇͙͕͗͌͑͗͏ͦ ͔͙͇͌͗͝ ͏͔͙͚͓͔͙͇͗͌͘ |
3 |
̯͔͙͚͓͔͙͗͌͘ |
|
3 ̱͇͋͗ 6$5 |
|
|
* * |
̱͕͔͙͚͗ ͖͙͉͚͗͌͋͌ͥ͘͟͠͏͐ ͇͑͋͗ |
|
̵͙͉͕͋ ͘ 6$5 ͖͗͏ ͕͔͕͉͓͔͔͕͋͗͌͌͐ |
|
͇͙͋͌͑͏͉͇͝͏͏ ̷̱̯ |
|
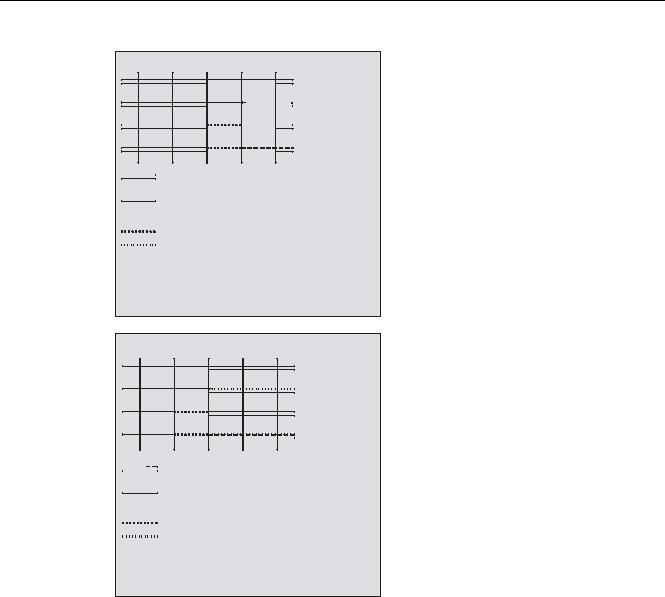
Скорости подвода или отвода |
|
●Скорость предыдущего кадра (G0)
С этой скоростью выполняются все движения от P0 до P2, т.е. движения параллельно плоскости обработки и часть движения подачи до безопасного расстояния.
●Программирование с FAD Указание скорости подачи для
–G341: Движение подачи вертикально к плоскости обработки от P2 к P3
–G340: от точки P2 или P3 к P4
Если FAD не программируется, то эта часть контура также проходится с действующей модельно скоростью предыдущего кадра, если в SAR-кадре не запрограммировано F-слово.
●Запрограммированная подача F
Это значение подачи действует от P3 или P2, если FAD не запрограммирована. Если в кадре SAR слово F не программируется, то действует скорость предыдущего кадра.
Основы
336 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

|
|
|
|
|
|
|
|
Коррекции радиуса инструмента |
|
|
|
|
|
|
|
|
|
10.4 Мягкий подвод и отвод |
|
|
|
|
|
|
|
Пример: |
|||
|
Программный код |
|
|
Комментарий |
|
||||
|
|
|
|||||||
|
$TC_DP1[1,1]=120 |
|
|
; Фрезерный инструмент T1/D1 |
|||||
|
$TC_DP6[1,1]=7 |
|
|
|
; Инструмент с радиусом 7 мм |
||||
|
N10 |
G90 |
G0 |
X0 |
Y0 |
Z20 |
D1 |
T1 |
|
|
N20 |
G41 |
G341 G247 DISCL=AC(5) DISR=13 FAD 500 X40 Y-10 Z=0 F200 |
||||||
|
N30 |
X50 |
|
|
|
|
|
|
|
|
N40 |
X60 |
|
|
|
|
|
|
|
|
... |
|
|
|
|
|
|
|
|
< |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
= |
|
* |
|
|
|
|
|
|
|
3 |
|
3 |
|
* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
3 |
|
|
|
|
; |
|
|
|
|
|
|
|
|
|
|
|
|
|
) |
|
) |
|
|
При отводе роли модально действующей подачи из предыдущего кадра и запрограммированного в кадре SAR значения подачи меняются местами, т.е. перемещение по самому контуру отвода осуществляется со старой подачей, заново запрограммированная с помощью слова F скорость действует соответственно от P2 до
P0.
3 3 3 3 |
3 |
̸͕͕͙͑͗ͣ͘ ͔͌ ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͇͗
 ̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )$'
) ͏ )$' ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͗͢


 ̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ ) ̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )
̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ ) ̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )






 ̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏
̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏ 




 ̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̸͕͕͙͑͗͘͏ ͉ ͖͕͇͇͋͑͋͗͜ 6$5 ͖͗͏ ͖͕͉͕͋͋͌ ͘ *
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
337 |
Коррекции радиуса инструмента
10.4 Мягкий подвод и отвод
3 3 3 3 3
̸͕͕͙͑͗ͣ͘ ͔͌ ͎͇͖͕͇͓͓͗͊͗͏
͕͉͇͔͇͗ 










 ̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )







 ̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )$'
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )$'
) ͏ )$' ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͗͢





 ̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ )
̺͕͔͔͑͗͌͐͘͢ ͕͋͜ ͌͒͘͏ ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢ ͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ )
̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )





 ̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏
̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͖͕͇͋͞͏





 ̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̸͕͕͙͑͗͘͏ ͉ ͖͕͇͇͋͑͋͗͜ 6$5 ͖͗͏ ͖͕͉͕͋͋͌ ͘ *
3 3 3 3 3
̸͕͕͙͑͗ͣ͘ ͔͌ ͎͇͖͕͇͓͓͗͊͗͏ ͕͉͇͔͇͗













 ̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )
̮͇͖͕͗͊͗ ͙͕͕͒ͣ͑ )$'
) ͏ )$' 













 ͎͇͖͕͇͓͓͗͊͗͏
͎͇͖͕͇͓͓͗͊͗͏
͕͉͇͔͗͢
̶͓͔͌͗͌͌͌͠͏͌ ͚͕͔͔͓͑͗͌͘͢ ͕͕͓͋͜ ͌͒͘͏ 



 ͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢
͇͙͑͏͉͔͇ * ͉ ͏͔͢͜ ͚͇͒ͦ͘͜͞ ͕͘ ͙͇͓͗͘͢
͏͒͏ ͔͕͉͓͢ ͕͉͕͓͒͘ ) ̸͕͕͙͑͗ͣ͘ ͖͙͉͚͕͗͌͋͌ͥ͌͊͘͟͠ ͇͇͙͇͕͑͋͗͗͌͘ ͕͉͕͒͘ )





 ̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͕͈͇͙͔͕͕͗͊ ͕͇͋͜
̮͇͖͕͗͊͗ ͘ )$' ͕͕͙͑͗ͣ͘͘ ͕͈͇͙͔͕͕͗͊ ͕͇͋͜





 ̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̮͇͖͕͗͊͗ ͘ ) ͔͕͉͇ͦ ͙͉͚͇͋͌͐ͥͦ͘͠ ͓͕͇͔͕͋͒ͣ ͕͕͙͑͗ͣ͘͘
̸͕͕͙͑͗͘͏ ͉ ͖͕͇͇͋͑͋͗͜ 6$5 ͖͗͏ ͕͙͉͕͋͌
Чтение позиций
Точки P3 и P4 при подводе могут считываться как системные переменные в WCS.
●$P_APR: чтение P
●3 (точка старта)
●$P_AEP: чтение P
●4 (начальная точка контура)
●$P_APDV: чтение, содержат ли $P_APR и $P_AEP действительные значения
|
Основы |
338 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |