


Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
9.10Резьбонарезание с постоянным шагом (G33)
9.10.1Резьбонарезание с постоянным шагом (G33, SF)
Функция
С помощью G33 можно изготовить резьбу с постоянным шагом:
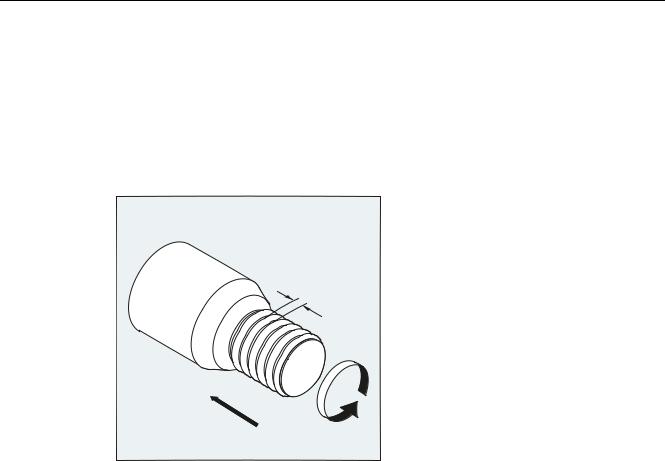
●Цилиндрическая резьба
●Спиральная резьба
●Коническая резьба
Примечание
Техническим условием для резьбонарезания с G33 является шпиндель с регулируемой скоростью с системой измерения перемещения.
|
Основы |
272 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Многозаходная резьба
Многозаходные резьбы (резьбы со смещенными проходами резца) могут изготовляться посредством указания смещения стартовой точки. Программирование осуществляется в кадре G33 по адресу SF.
;
̸͓͔͌͌͠͏͌ ͙͇͙͕͉͕͗͐͘ ͙͕͑͞͏ ͉ r
̸͙͇͙͕͉͗͐͢ ͚͕͊͒ ͋͒ͦ ͎͈͚͙͇͔͕͉͕͔͗͌ͣ͌͘͢͢͞  ͇͔͔͋͌͢
͇͔͔͋͌͢
=
Примечание
Если смещение стартовой точки не указано, то используется определенный в установочных данных "Стартовый угол для резьбы".
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
273 |

 ͘*͏͇͐͑͋͗
͘*͏͇͐͑͋͗
Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Значение
G33: |
|
|
Команда для резьбонарезания с постоянным шагом |
X... |
Y... |
Z... : |
Конечная(ые) точка(и) в декартовых координатах |
I... |
|
|
Шаг резьбы в направлении X |
J... |
|
|
Шаг резьбы в направлении Y |
K... |
|
|
Шаг резьбы в направлении Z |
Z:Продольная ось
X: |
Поперечная ось |
|
Z... K... : |
Длина и шаг для цилиндрической резьбы |
|
X... I... : |
Диаметр и шаг для спиральной резьбы |
|
I... или K... |
Шаг для конической резьбы |
|
|
Указание (I... или K...) зависит от угла конуса: |
|
|
< 45°: |
Шаг резьбы указывается с K... (шаг резьбы в |
|
|
продольном направлении). |
|
> 45°: |
Шаг резьбы указывается с I... (шаг резьбы в |
|
|
поперечном направлении). |
|
= 45°: |
Шаг резьбы может быть указан с I... или K... . |
SF=... |
Смещение стартовой точки (необходимо только для |
|
|
многозаходных резьб!) |
|
|
Смещение стартовой точки указывается как абсолютная |
|
|
угловая позиция. |
|
|
Диапазон |
0.0000 до 359.999 градусов |
|
значений: |
|
Примеры
Пример 1: Двухзаходная цилиндрическая резьба со смещением стартовой точки 180°
;
̸͙͇͙͕͉͇͗ͦ ͙͕͇͑͞ r
=
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
̸͙͇͙͕͉͇͗ͦ |
||
|
|
|
|
͙͕͇͑͞ r |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
275 |

Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Программный код |
Комментарий |
||||
N10 |
G1 |
G54 |
X99 Z10 S500 F100 M3 |
; |
Смещение нулевой точки, подвод к |
|
|
|
|
|
стартовой точке, включение шпинделя. |
N20 |
G33 Z-100 K4 |
; |
Цилиндрическая резьба: конечная точка в Z |
||
N30 |
G0 |
X102 |
|
; |
Обратный ход на стартовую позицию. |
N40 |
G0 |
Z10 |
|
|
|
N50 |
G1 |
X99 |
|
|
|
N60 |
G33 Z-100 K4 SF=180 |
; |
2. проход резца: смещение стартовой точки |
||
|
|
|
|
|
180° |
N70 |
G0 |
X110 |
|
; |
Отвод инструмента. |
N80 |
G0 |
Z10 |
|
|
|
N90 |
M30 |
|
|
; |
Конец программы |
Пример 2: Коническая резьба с углом меньше 45°
;
 =
=
Программный код |
Комментарий |
||
N10 |
G1 X50 Z0 S500 F100 M3 |
; |
Подвод к стартовой точке, включение шпинделя |
N20 |
G33 X110 Z-60 K4 |
; |
Коническая резьба: Конечная точка в X и Z, |
|
|
|
указание шага резьбы с K... в направлении Z |
|
|
|
(т.к. угол конуса < 45°). |
N30 |
G0 Z0 M30 |
; |
Отвод, конец программы. |
|
Основы |
276 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Дополнительная информация
Подача для резьбонарезания с G33
СЧПУ вычисляет из запрограммированного числа оборотов шпинделя и шага резьбы необходимую подачу, с которой токарный резец будет перемещаться по длине резьбы в продольном и/или поперечном направлении. Подача F не учитывается для G33, ограничение до максимальной осевой скорости (ускоренный ход) контролируется СЧПУ.
͇̿͊
̶͕͇͇͋͞
͇͙͕͙͇̾͘ ͉͇͔͗͌͠͏ͦ
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
277 |


Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Спиральная резьба Спиральная резьба описывается через:
●диаметр резьбы (преимущественно в направлении X)
●шаг резьбы (преимущественно с I)
;
̫͏͇͓͙͌͗
, ͇̿͊
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
279 |

Команды перемещения
9.10 Резьбонарезание с постоянным шагом (G33)
Коническая резьба Коническая резьба описывается через:
●конечную точку в продольном и поперечном направлении (контур конуса)
●шаг резьбы
Контур конуса вводится в декартовых координатах X, Y, Z в основном или составном размере, при обработке на токарных станках преимущественно в направлении X и Z. Дополнительно учитываются входные и выходные участки, на которых подача увеличивается или уменьшается.
Указание шага зависит от угла конуса (угол между продольной осью и боковой поверхностью конуса):
;

 .
. 

r
=
;
! r ,
=
|
Основы |
280 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |