

Коррекции радиуса инструмента |
10 |
10.1Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Функция
При включенной коррекции радиуса инструмента (КРИ) СЧПУ автоматически вычисляет для различных инструментов соответствующие эквидистантные ходы инструмента.
͉̈́͑͏͋͏͙͇͔͙͇͘
͉̈́͑͏͋͏͙͇͔͙͇͘
Синтаксис
G0/G1 X... Y… Z... G41/G42 [OFFN=<значение>]
...
G40 X... Y… Z...
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
305 |
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Значение
G41: |
Включить КРИ с направлением обработки слева от контура |
G42: |
Включить КРИ с направлением обработки справа от контура |
OFFN=<значение>: Припуск к запрограммированному контуру (смещение нормального |
|
|
контура) (опция) |
|
К примеру, для создания эквидистантных траекторий для |
|
получистовой обработки. |
G40: |
Выключить КРИ |
Примечание
В кадре ЧПУ с G40/G41/G42 должна быть активна G0 или G1 и указана как минимум одна ось выбранной рабочей плоскости.
Если при включении указывается только одна ось, то последняя позиция второй оси автоматически дополняется и перемещение осуществляется в обоих осях.
Обе оси должны быть активны в канале в качестве гео-осей. Это может быть обеспечено программированием GEOAX.
|
Основы |
306 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
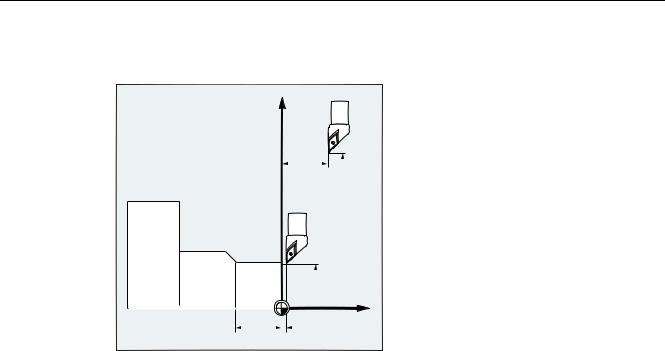
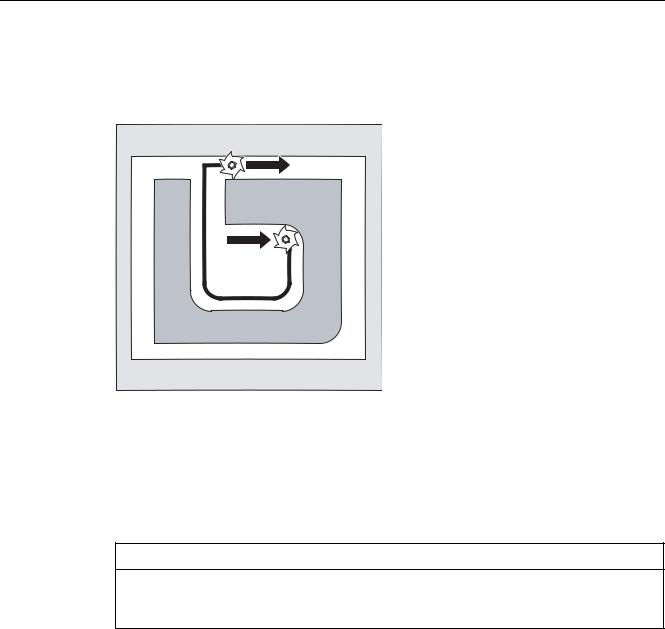
Примеры
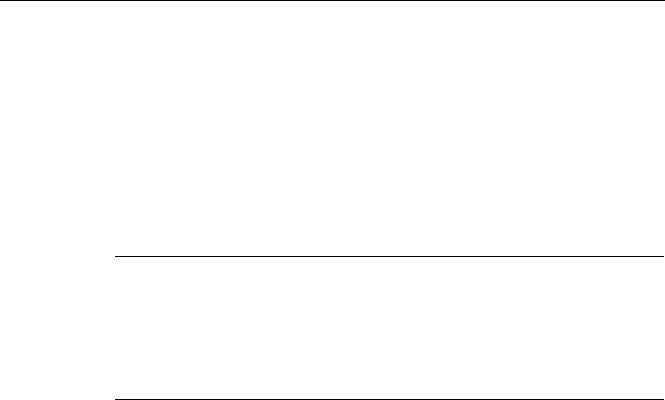
Пример 1: Фрезерование |
|
|
< |
|
|
̱͕͗͗͌͑͝͏ͦ ͉ ; |
|
|
|
|
̱͕͗͗͌͑͝͏ͦ ͉ < |
|
1 |
|
|
|
|
1 |
|
|
|
|
; |
|
|
|
Программный код |
|
Комментарий |
N10 |
G0 |
X50 |
T1 D1 |
; Включается |
только коррекция |
длин инструмента. |
|
|
|
|
Подвод к X50 осуществляется |
без коррекции. |
|
N20 |
G1 |
G41 |
Y50 F200 |
; Включается |
коррекция радиуса, подвод к точке |
|
|
|
|
|
X50/Y50 осуществляется с коррекцией. |
||
N30 |
Y100 |
|
|
|
|
|
…
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
307 |
 =
=
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
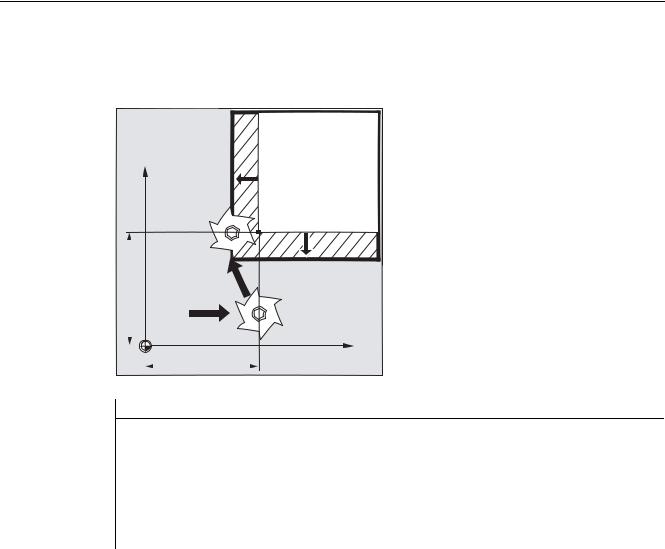
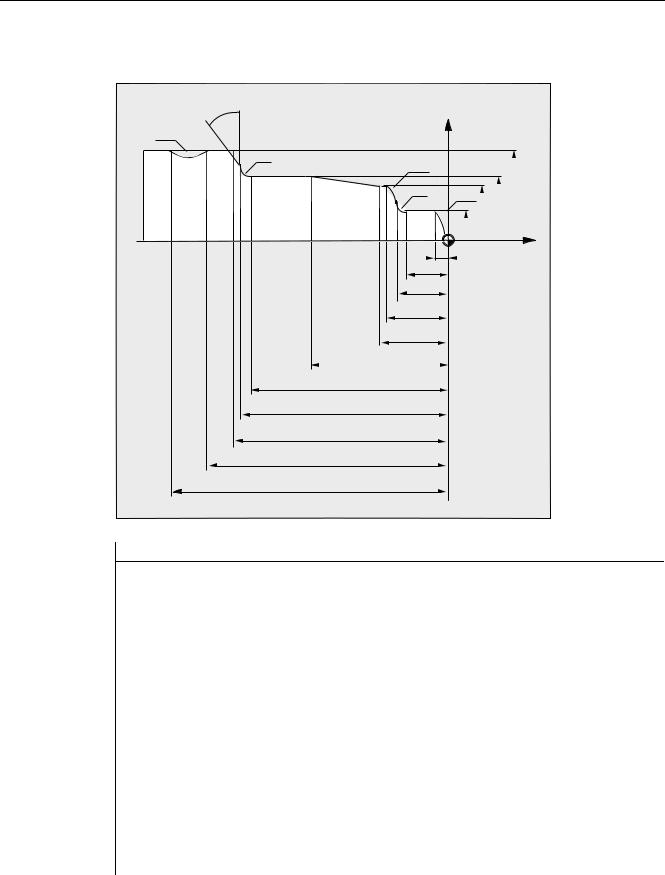
Пример 3: Токарная обработка
;
20
|
|
Ø 100 |
|
|
Ø 20 |
20 |
1 |
= |
|
Программный |
код |
Комментарий |
||
… |
|
|
|
|
N20 |
T1 |
D1 |
|
; Включается только коррекция длин инструмента. |
N30 |
G0 |
X100 |
Z20 |
; Подвод к X100 Z20 без коррекции. |
N40 |
G42 X20 |
Z1 |
; Включается коррекция радиуса, подвод к точке X20/Z1 |
|
|
|
|
|
осуществляется с коррекцией. |
N50 |
G1 |
Z-20 |
F0.2 |
|
… |
|
|
|
|
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
309 |
Коррекции радиуса инструмента |
|
|
||||
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN) |
|
|
||||
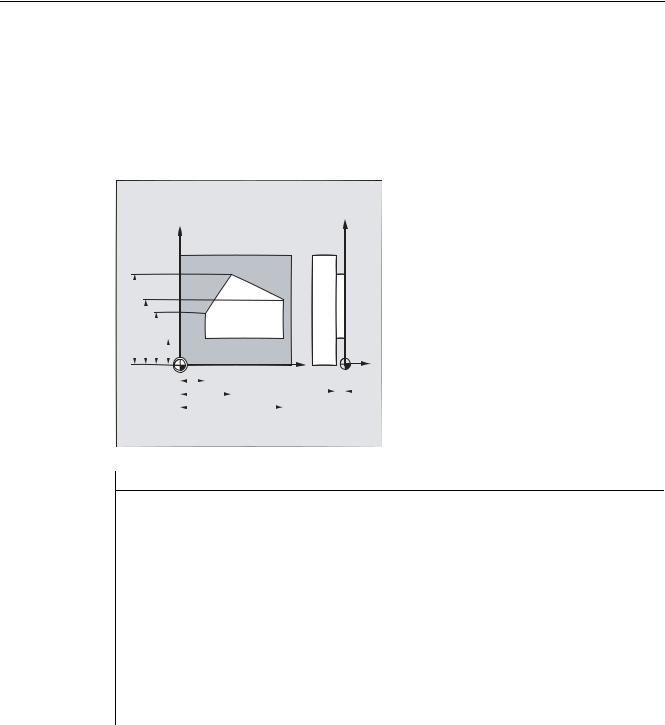
Пример 4: Токарная обработка |
|
|
||||
|
|
|
|
r |
|
|
|
|
|
|
|
|
; |
|
5 |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Программный код |
Комментарий |
|||||
N5 G0 G53 X280 Z380 D0 |
; Стартовая точка |
|||||
N10 |
TRANS X0 Z250 |
; Смещение нулевой точки |
||||
N15 |
LIMS=4000 |
|
; Ограничение скорости (G96) |
|||
N20 |
G96 S250 M3 |
; Выбор постоянной подачи |
||||
N25 |
G90 T1 D1 M8 |
; Выбор инструмента и коррекции |
||||
N30 |
G0 |
G42 X-1.5 Z1 |
; Подвод инструмента в рабочее положение |
|||
|
|
|
|
|
с коррекцией радиуса инструмента |
|
N35 |
G1 |
X0 |
Z0 |
F0.25 |
|
|
N40 |
G3 |
X16 Z-4 I0 K-10 |
; Обтачивание радиуса 10 |
|||
N45 |
G1 |
Z-12 |
|
|
|
|
N50 |
G2 |
X22 Z-15 CR=3 |
; Обтачивание радиуса 3 |
|||
N55 |
G1 |
X24 |
|
|
|
|
N60 |
G3 |
X30 Z-18 I0 K-3 |
; Обтачивание радиуса 3 |
|||
N65 |
G1 |
Z-20 |
|
|
|
|
N70 |
X35 Z-40 |
|
|
|
||
N75 |
Z-57 |
|
|
|
|
|
N80 |
G2 |
X41 Z-60 CR=3 |
; Обтачивание радиуса 3 |
|||
|
|
|
|
|
|
Основы |
310 |
|
|
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
||
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Программный код |
Комментарий |
||||
N85 |
G1 |
X46 |
|
|
|
N90 X52 |
Z-63 |
|
|
||
N95 G0 G40 G97 X100 Z50 M9 |
; Отключение коррекции радиуса |
||||
|
|
|
|
|
инструмента и подвод к точке смены |
|
|
|
|
|
инструмента |
N100 |
T2 |
D2 |
|
; Вызов инструмента и выбор коррекции |
|
N105 |
G96 S210 M3 |
; Выбор постоянной скорости резания |
|||
N110 |
G0 |
G42 |
X50 Z-60 M8 |
; Подвод инструмента в рабочее положение |
|
|
|
|
|
|
с коррекцией радиуса инструмента |
N115 |
G1 |
Z-70 F0.12 |
; Обтачивание диаметра 50 |
||
N120 |
G2 |
X50 |
Z-80 I6.245 K-5 |
; Обтачивание радиуса 8 |
|
N125 |
G0 |
G40 |
X100 Z50 M9 |
; Отвод инструмента и выключение |
|
|
|
|
|
|
коррекции радиуса инструмента |
N130 |
G0 |
G53 |
X280 Z380 D0 M5 |
; Переход к точке смены инструмента |
|
N135 |
M30 |
|
; Конец программы |
||
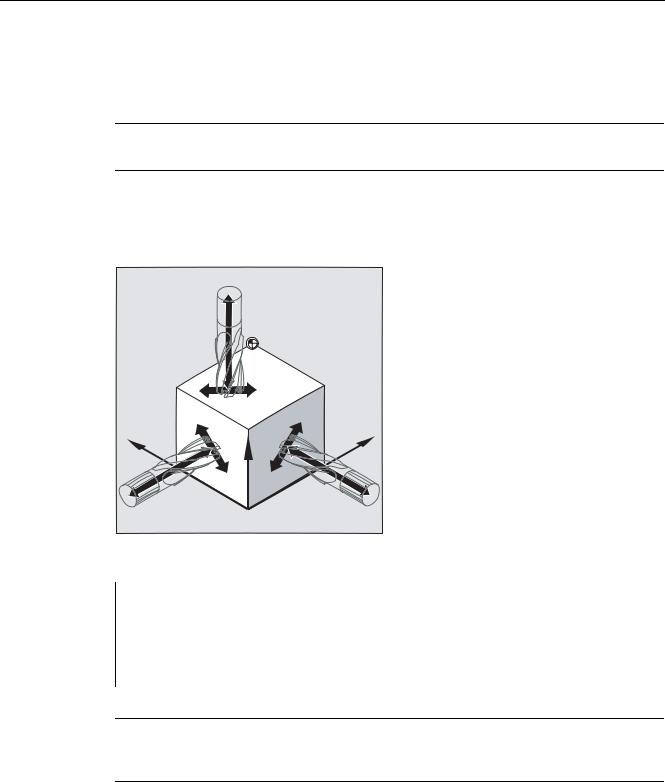
Дополнительная информация
Для вычисления ходов инструмента СЧПУ необходима следующая информация:
●Номер инструмента (T...), номер резца (D...)
●Направление обработки (G41, G42)
●Рабочая плоскость (G17/G18/G19)
Номер инструмента (T...), номер резца (D...)
Из радиусов фрез или радиусов резцов и данных по положению резцов вычисляется расстояние между траекторией инструмента и контуром детали.
G41
G42 G41
G42 |
G41 |
При плоской структуре D-Nr должен программироваться только номер D.
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
311 |

 ̫͒͏͔͇
̫͒͏͔͇
Коррекции радиуса инструмента
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
Смена направления коррекции (G41 ↔ G42)
Смена направления коррекции (G41 ↔ G42) может быть запрограммирована без промежуточной G40.
G41
G42
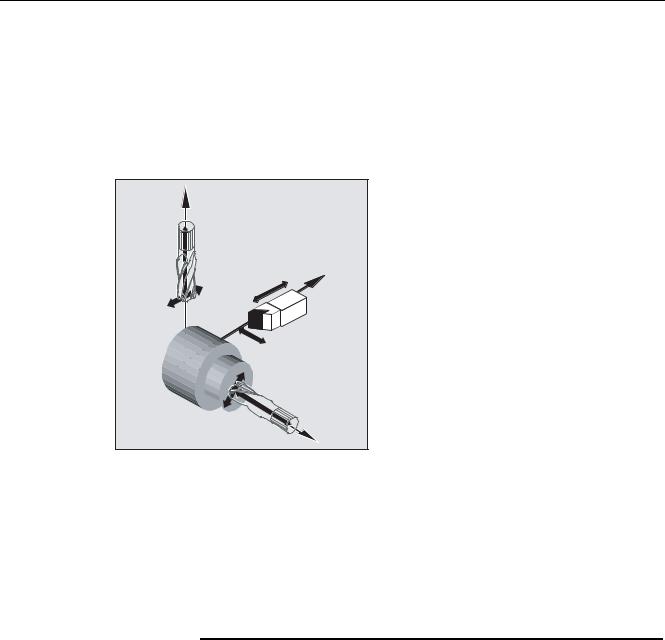
Смена рабочей плоскости
Смена рабочей плоскости (G17/G18/G19) при включенной G41/G42не возможна. Смена блока данных коррекции инструмента (D…)
Блок данных коррекции инструмента может быть переключен в режиме коррекции.
Измененный радиус инструмента начинает действовать уже с того кадра, в котором стоит новый номер D.
ВНИМАНИЕ
Изменение радиуса или компенсационное движение растягивается на весь кадр и достигает нового эквидистантного расстояния только в запрограммированной конечной точке.
|
Основы |
314 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Коррекции радиуса инструмента
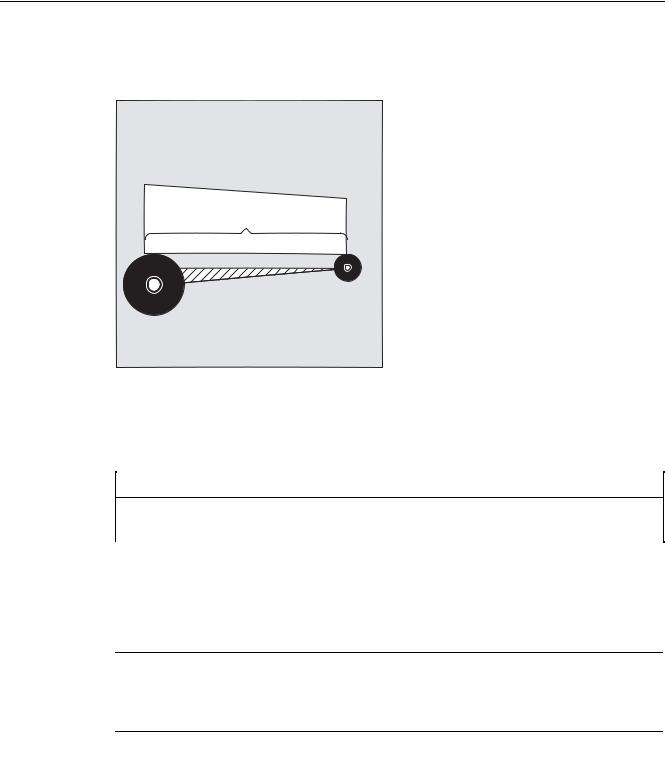
10.1 Коррекция радиуса инструмента (G40, G41, G42, OFFN)
При линейных движениях инструмент движется по наклонной траектории между начальной и конечной точкой:
̱͇͋͗ ̶̺̾ ͘ ͏͎͓͔͔͔͕͌͌͐ ͕͑͗͗͌͑͝͏͌͐ ͇͗͋͏͚͇͘
̼͕͋ ͖͓͔͌͗͌͌͌͠͏ͦ
 ̮͇͖͕͇͓͓͗͊͗͏͕͉͇͔͔͇͗ͦ ͙͇͙͕͗͌͑͗͏ͦ
̮͇͖͕͇͓͓͗͊͗͏͕͉͇͔͔͇͗ͦ ͙͇͙͕͗͌͑͗͏ͦ
При круговых интерполяций возникают спиральные движения. Изменение радиуса инструмента
Изменение возможно, к примеру, через системные переменные. Для процесса действуют те же правила, что и для смены блока данных коррекции инструмента (D…).
ВНИМАНИЕ
Измененные значения начинают действовать после повторного программирования T или D. Изменение действует только в следующем кадре.
Режим коррекции
Режим коррекции может быть прерван только определенным количеством следующих друг за другом кадров или команд М, не содержащих команд движения или характеристик перемещения в плоскости коррекции.
Примечание
Количество следующих друг за другом кадров или команд М может устанавливаться через машинные данные (см. указания изготовителя станка!).
Примечание Кадр с ходом траектории ноль также считается прерыванием!
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
315 |