

Команды перемещения
9.15Фаска,закругление (CHF,CHR, RND, RNDM, FRC, FRCM)
9.15Фаска, закругление (CHF, CHR, RND, RNDM, FRC, FRCM)
Функция
Углы контура в пределах активной рабочей плоскости могут быть выполнены как закругление или фаска.
Для оптимизации качества поверхности для снятия фаски/закругление может быть запрограммирована собственная подача. Если подача не программируется, то действует обычная подача по траектории F.
С помощью функции "Модальное закругление" возможно последовательное однотипное закругление нескольких углов контура.
Синтаксис
Снятие фаски угла контура:
G... X... Z... CHR/CHF=<значение> FRC/FRCM=<значение> G... X... Z...
Закругление угол контура:
G... X... Z... RND=<значение> FRC=<значение> G... X... Z...
Модальное закругление:
G... X... Z... RNDM=<значение> FRCM=<значение>
...
RNDM=0
Примечание
Технология (подача, тип подачи, команды M ...) для снятия фаски/закругления берется в зависимости от установки бита 0 в машинных данных
MD20201 $MC_CHFRND_MODE_MASK (параметры фаски/закругления) либо из предшествующего, либо из следующего кадра. Рекомендуемой установкой является получение из предшествующего кадра (бит 0 = 1).
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
299 |

Команды перемещения
9.15 Фаска,закругление (CHF, CHR, RND, RNDM, FRC, FRCM)
Значение
CHF=… : Снятие фасок угла контура
<значение>: Длина фаски (единица измерения согласно G70/G71) CHR=… : Снятие фасок угла контура
<значение>: Ширина фаски в первоначальном направлении движения (единица измерения согласно G70/G71)
RND=… : Закругление угла контура
<значение>: Радиус закругления (единица измерения согласно G70/G71)
RNDM=… : Модальное закругление (однотипное закругление нескольких последовательных углов контура)
<значение>: Радиус закруглений (единица измерения согласно G70/G71)
С RNDM=0 модальное закругление отключается. FRC=… : Действующая покадрово подача для снятия фаски/закругления
<значение>: Скорость подачи в мм/мин (при активной G94) или мм/об (при активной G95)
FRCM=… : Действующая модально подача для снятия фаски/закругления
<значение>: Скорость подачи в мм/мин (при активной G94) или мм/об (при активной G95)
С FRCM=0 действующая модально подача для снятия фаски/закругления отключается и активна запрограммированная в F подача.
Примечание Фаска/закругление
Если запрограммированные значения для фаски (CHF/CHR) или закругления (RND/RNDM) для участвующих элементов контура слишком велики, то фаска или закругление автоматически уменьшается до соответствующего значения.
Фаска/закругление не вставляется, если:
•линейный или круговой контур отсутствует в плоскости.
•движение происходит вне плоскости.
•осуществляется смена плоскости.
•превышено установленное в машинных данных количество кадров, не содержащих информации для перемещения (к примеру, только выводы команд).
|
Основы |
300 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
 ˞
˞
Команды перемещения
9.15 Фаска,закругление (CHF, CHR, RND, RNDM, FRC, FRCM)
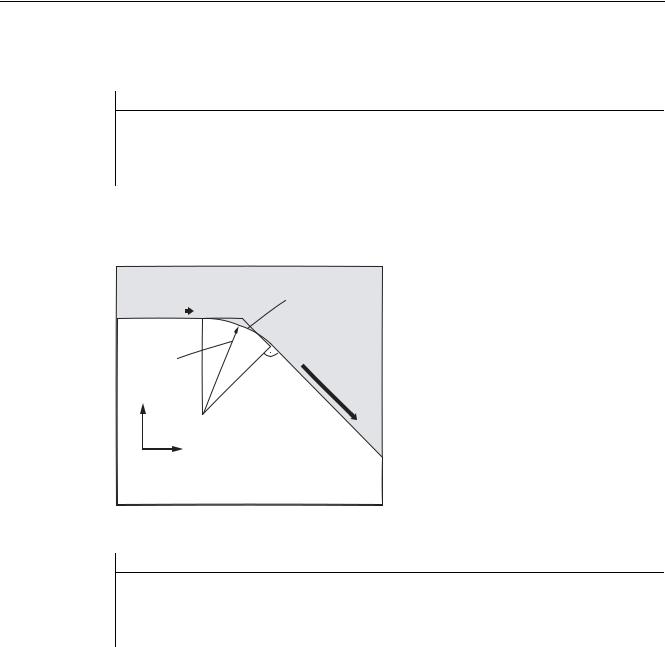
● Программирование с CHF
Программный код
...
N30 G1 Z… CHF=2(cosα*2) FRC=100
N40 G1 X…
...
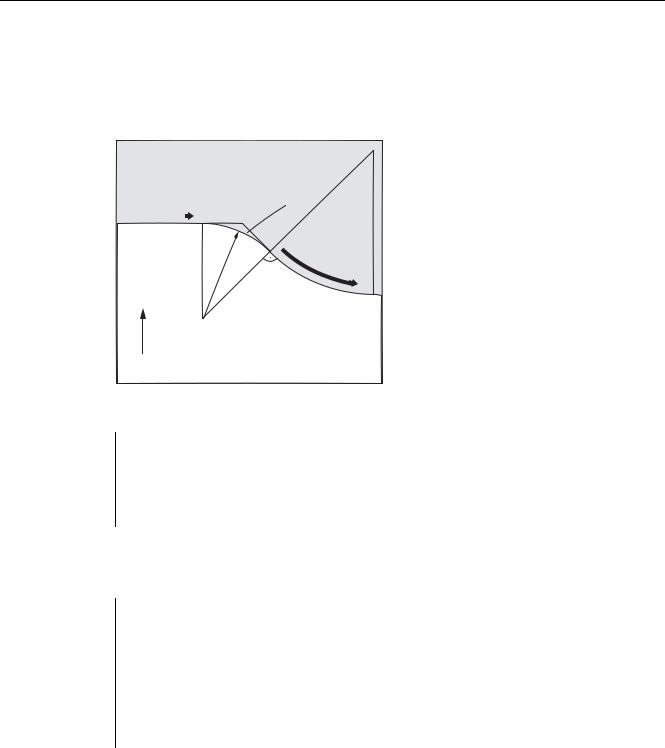
Пример 2: Закругление между двумя прямыми |
|
|
|
• MD20201 Бит 0 = 1 (получение из |
|
|
̮͇͚͔͑͗͊͒͌͏͌ |
предшествующего кадра) |
* |
• |
G71 активна. |
|
||
|
• Радиус закругления должен быть 2 мм, |
|
|
|
подача для закругления 50 мм/мин. |
51' |
|
|
|
* |
|
; |
|
|
= |
|
|
̱ ͖͗͏͓͚͌͗ * |
|
|
Программный код
...
N30 G1 Z… RND=2 FRC=50
N40 G1 X…
...
|
Основы |
302 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |

 = ̱ ͖͗͏͓͚͌͗ *
= ̱ ͖͗͏͓͚͌͗ *
Команды перемещения
9.15 Фаска,закругление (CHF, CHR, RND, RNDM, FRC, FRCM)
Пример 5: Получение технологии из последующего или предшествующего кадра ● MD20201 Бит 0 = 0: Получение из последующего кадра (стандартная установка!)
Программный код |
|
Комментарий |
||||
N10 |
G0 |
X0 |
Y0 |
G17 |
F100 |
G94 |
N20 |
G1 X10 CHF=2 |
|
; Фаска N20-N30 с F=100 мм/мин |
|||
N30 |
Y10 |
CHF=4 |
|
|
; Фаска N30-N40 с FRC=200 мм/мин |
|
N40 |
X20 |
CHF=3 FRC=200 |
; Фаска N40-N60 с FRCM=50 мм/мин |
|||
N50 |
RNDM=2 FRCM=50 |
|
||||
N60 |
Y20 |
|
|
|
|
; Модальное закругление N60-N70 с FRCM=50 мм/мин |
N70 |
X30 |
|
|
|
|
; Модальное закругление N70-N80 с FRCM=50 мм/мин |
N80 |
Y30 |
CHF=3 FRC=100 |
; Фаска N80-N90 с FRC=100 мм/мин |
|||
N90 |
X40 |
|
|
|
|
; Модальное закругление N90-N100 с F=100 мм/мин |
|
|
|
|
|
|
(выключение FRCM) |
N100 Y40 FRCM=0 |
|
; Модальное закругление N100-N120 с G95 FRC=1 |
||||
|
|
|
|
|
|
мм/оборот |
N110 |
S1000 |
M3 |
|
|
|
|
N120 X50 G95 F3 FRC=1 |
|
|||||
...
M02
●MD20201 Бит 0 = 1: Получение из предшествующего кадра (рекомендуемая установка!)
Программный код |
|
|
Комментарий |
|
|||||
N10 |
G0 |
X0 |
|
Y0 |
G17 |
F100 |
G94 |
|
|
N20 |
G1 X10 CHF=2 |
|
|
; Фаска N20-N30 с F=100 |
мм/мин |
||||
N30 |
Y10 |
CHF=4 FRC=120 |
|
; Фаска N30-N40 с FRC=120 мм/мин |
|||||
N40 |
X20 |
CHF=3 FRC=200 |
|
; Фаска N40-N60 с FRC=200 мм/мин |
|||||
N50 |
RNDM=2 FRCM=50 |
|
|
|
|||||
N60 |
Y20 |
|
|
|
|
|
|
; Модальное закругление |
N60-N70 с FRCM=50 мм/мин |
N70 |
X30 |
|
|
|
|
|
|
; Модальное закругление |
N70-N80 с FRCM=50 мм/мин |
N80 |
Y30 |
CHF=3 FRC=100 |
|
; Фаска N80-N90 с FRC=100 мм/мин |
|||||
N90 |
X40 |
|
|
|
|
|
|
; Модальное закругление |
N90-N100 с FRCM=50 мм/мин |
N100 Y40 |
FRCM=0 |
|
|
; Модальное закругление |
N100-N120 с F=100 мм/мин |
||||
N110 |
S1000 |
M3 |
|
|
|
|
|
||
N120 X50 |
CHF=4 G95 F3 |
FRC=1 |
; Фаска N120-N130 с G95 |
FRC=1 мм/оборот |
|||||
N130 Y50 |
|
|
|
|
|
; Модальное закругление |
N130-N140 с F=3 мм/оборот |
||
N140 |
X60 |
|
|
|
|
|
|
|
|
... |
|
|
|
|
|
|
|
|
|
M02 |
|
|
|
|
|
|
|
|
|
|
Основы |
304 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |