

Команды перемещения
9.4 Движение ускоренным ходом (G0, RTLION, RTLIOF)
9.4Движение ускоренным ходом (G0, RTLION, RTLIOF)
Функция
Движения ускоренного хода используются:
●для быстрого позиционирования инструмента
●для обхода детали
●для подвода к точкам смены инструмента
●для свободного хода инструмента
С помощью команд программы обработки детали RTLIOF активируется не линейная интерполяция, а с помощью RTLION – линейная интерполяция.
Примечание Функция не подходит для обработки детали!
Синтаксис
G0 X… Y… Z…
G0 AP=…
G0 RP=…
RTLIOF
RTLION
Значение
G0: |
Команда для включения движения ускоренным ходом |
|
Активность: модально |
X... Y... Z...: |
Конечная точка в декартовых координатах |
AP=...: |
Конечная точка в полярных координатах, здесь полярный угол |
RP=...: |
Конечная точка в полярных координатах, здесь полярный |
|
радиус |
RTLIOF: |
Не линейная интерполяция |
|
(каждая траекторная ось интерполируется как отдельная ось) |
RTLION: |
Линейная интерполяция (траекторные оси интерполируются |
|
вместе) |
Примечание
G0 не может быть заменена на G.
|
Основы |
218 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Примеры
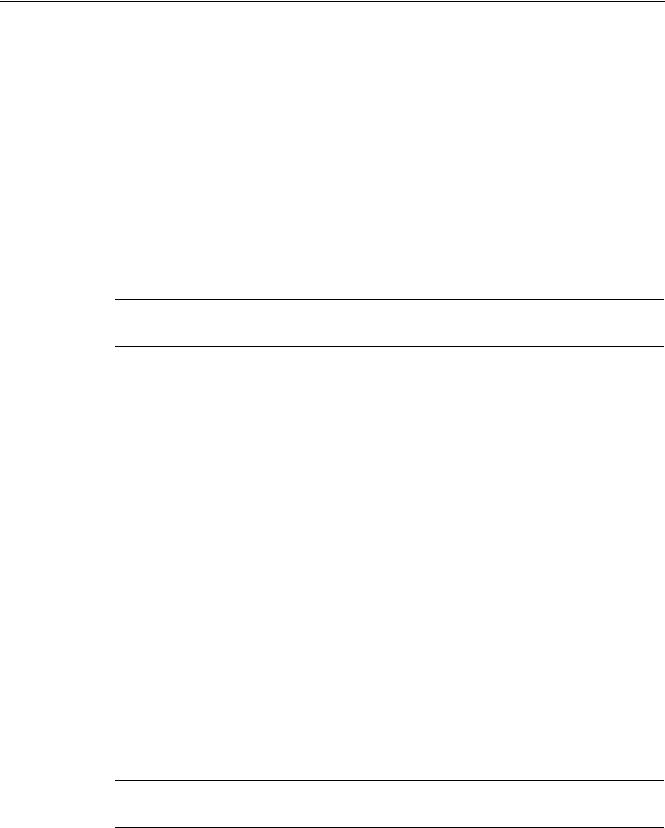
Пример 1: Фрезерование
<
1
1

Команды перемещения
9.4 Движение ускоренным ходом (G0, RTLION, RTLIOF)
;
Программный |
код |
Комментарий |
|||
N10 |
G90 S400 M3 |
; Ввод абсолютного размета, шпиндель вправо |
|||
N20 |
G0 |
X30 |
Y20 Z2 |
; Переход к стартовой позиции |
|
N30 |
G1 |
Z-5 |
F1000G1 |
; Подача инструмента |
|
N40 |
X80 Y65 |
|
; Движение по прямой |
||
N50 |
G0 |
Z2 |
|
|
|
N60 |
G0 |
X-20 |
Y100 Z100 M30 |
; Свободный ход инструмента, конец программы |
|
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
219 |
Команды перемещения
9.4 Движение ускоренным ходом (G0, RTLION, RTLIOF)
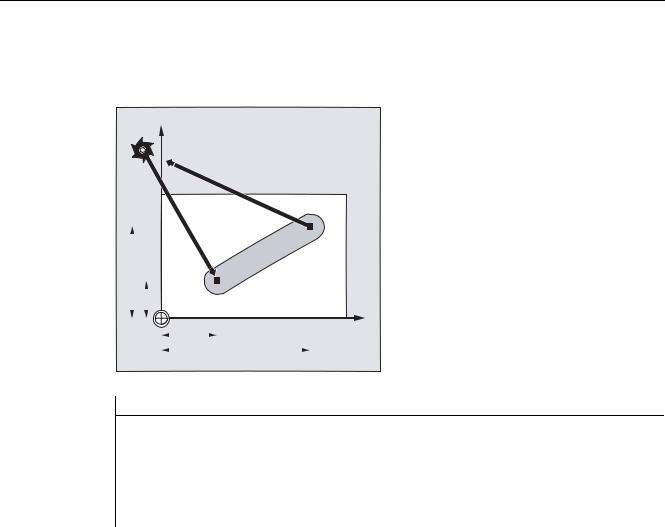
Пример 2: Токарная обработка |
|
|
|
; |
|
1 |
|
|
|
1 |
|
|
|
|
|
|
|
|
|
= |
|
|
|
|
|
|
|
|
|
Программный код |
Комментарий |
|
N10 |
G90 |
S400 M3 |
; Ввод абсолютного размета, шпиндель вправо |
|||
N20 |
G0 |
X25 |
Z5 |
|
; Переход к стартовой позиции |
|
N30 |
G1 |
G94 |
Z0 |
F1000G1 |
; Подача инструмента |
|
N40 |
G95 |
Z-7.5 |
F0.2 |
|
||
N50 |
X60 |
Z-35 |
|
; Движение по прямой |
||
N60 Z-50
N70 G0 X62
N80 G0 X80 Z20 M30 ; Свободный ход инструмента, конец программы
Основы
220 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Команды перемещения
9.4 Движение ускоренным ходом (G0, RTLION, RTLIOF)
Дополнительная информация
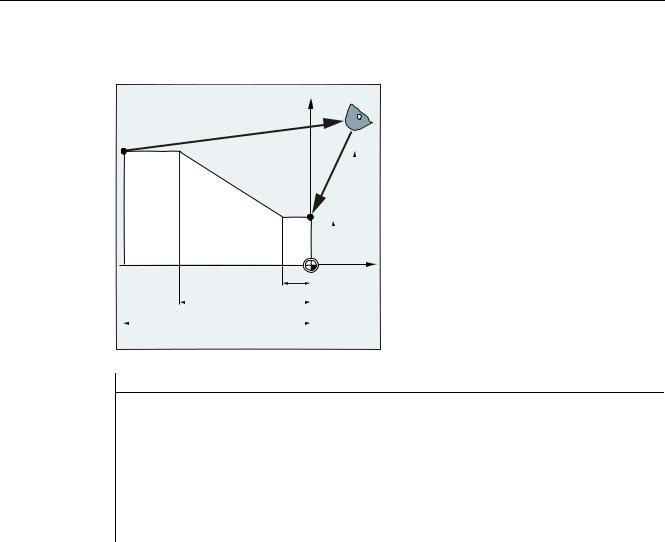
Скорость ускоренного хода
Запрограммированное с помощью G0 движение инструмента осуществляется с максимально возможной скоростью перемещения (ускоренный ход). Скорость ускоренного хода установлена в машинных данных отдельно для каждой оси. Если движение ускоренным ходом осуществляется одновременно в нескольких осях, то скорость ускоренного хода определяется осью, которой необходимо наибольшее время для прохождения своего участка траектории.
=
< 
̼͕͙͇͙͕͋͗͌͑͗͏͏  ͉͋͏͍͔͌͏͚͕͔͔͓͕͕͓ͦ͑͗͌͋͘͢͜
͉͋͏͍͔͌͏͚͕͔͔͓͕͕͓ͦ͑͗͌͋͘͢͜
̱͕͓͖͕͔͔͙͌ ͕͇͋͜ ͙͇͙͕͗͌͑͗͏͏ =
̱͕͓͖͕͔͔͙͌ ͕͇͋͜ ͙͇͙͕͗͌͑͗͏͏ < ̱͕͓͖͕͔͔͙͌ ͕͇͋͜ ͙͇͙͕͗͌͑͗͏͏ ;
;
Траекторные оси перемещаются при G0 как позиционирующие оси
При движениях ускоренным ходом траекторные оси могут перемещаться в двух различных режимах по выбору:
●Линейная интерполяция (прежнее поведение): Общая интерполяция траекторных осей.
●Не линейная интерполяция:
Каждая траекторная ось интерполируется как отдельная ось (позиционирующая ось) независимо от других осей движения ускоренным ходом.
При не линейной интерполяции в отношении осевого рывка действует установка для соответствующей позиционирующей оси BRISKA, SOFTA, DRIVEA.
ЗАМЕТКА
Так как при не линейной интерполяции движение может осуществляться по другому контуру, то синхронные действия, относящиеся к координатам первичной траектории, не выполняются!
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
221 |
Команды перемещения
9.4Движение ускоренным ходом (G0, RTLION, RTLIOF)
Вследующих случаях всегда линейная интерполяция:
●При комбинации G-кода с G0, не допускающей движения позиционирования (к
примеру, G40/G41/G42).
●При комбинации G0 с G64
●При активном компрессоре
●При активной трансформации
Пример:
Программный код
G0 X0 Y10
G0 G40 X20 Y20
G0 G95 X100 Z100 M3 S100
Перемещение осуществляется как POS[X]=0 POS[Y]=10 и в траекторном режиме. Если перемещается POS[X]=100 POS[Z]=100, то нет активной окружной подачи.
Устанавливаемый критерий смены кадра при G0
Для интерполяции отдельной оси новый критерий окончания движения FINEA или COARSEA или IPOENDA для смены кадра может быть установлен уже на рампе торможения.
Последовательные оси при G0 обрабатываются как позиционирующие оси С помощью комбинации
●"Устанавливаемая на рампе торможения интерполяции отдельной оси смена кадра"
и
●"Траекторные оси перемещаются при движении ускоренным ходом G0 как позиционирующие оси"
все оси независимо друг от друга могут двигаться к своей конечной точке. Таким образом, две последовательно запрограммированные оси X и Z при G0 обрабатываются как позиционирующие оси.
Смена кадра после оси Z в зависимости от установленного момента времени рампы торможения (100-0%) может запускаться с оси X. В то время, как ось Х еще движется, уже запускается ось Z. Обе оси двигаются независимо друг от друга к своей конечной точке.
Более подробную информацию см. главу "Регулировка подачи и движение шпинделя ”.
|
Основы |
222 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |