

Геометрические установки |
8 |
8.1Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ...
G599, G53, G500, SUPA, G153)
Функция
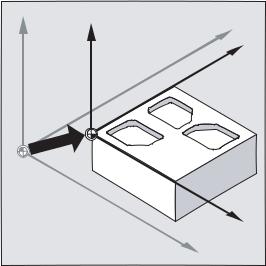
Через устанавливаемое смещение нулевой точки (G54 до G57 и G505 до G599) во всех осях осуществляется установка нулевой точки детали относительно нулевой точки базовой кинематической системы.
Таким образом, существует возможность надпрограммного вызова нулевых точек через команду G (к примеру, для различных устройств).
Фрезерование:
= |
|
< |
|
= |
|
<
*
;
;
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
173 |
Геометрические установки
8.1 Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ... G599, G53, G500, SUPA, G153)
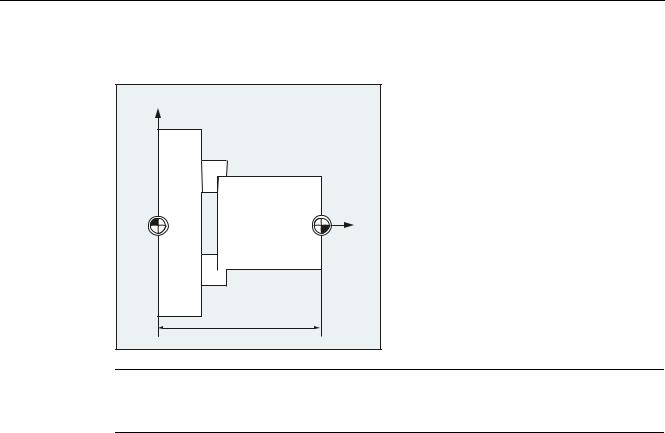
Токарная обработка: |
|
; |
|
|
= |
0 |
: |
* |
|
Примечание |
|
При токарной обработке в G54, к примеру, заносится значение коррекции для дополнительного зажима зажимного приспособления.
Синтаксис
Включить устанавливаемое смещение нулевой точки:
G54
...
G57
G505
...
G599
Выключить устанавливаемое смещение нулевой точки:
G500
G53
G153
SUPA
Основы
174 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Геометрические установки
8.1 Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ... G599, G53, G500, SUPA, G153)
Значение
G54 ... G57: |
Вызов 1-ого до 4-ого устанавливаемого смещения нулевой точки |
|
(WO) |
G505 ... G599: |
Вызов 5-ого до 99-ого устанавливаемого WO |
G500: |
Отключение актуального устанавливаемого WO |
G500=нулевой фрейм:
(стандартная установка; не содержит смещения, вращения, отражения или масштабирования)
Отключение устанавливаемого WO до следующего вызова, активация общего базового фрейма
($P_ACTBFRAME).
|
G500 не равна 0: |
Активация первого |
|
|
|
|
устанавливаемого смещения |
|
|
|
нулевой точки ($P_UIFR[0]) и |
|
|
|
активация общего базового фрейма |
|
|
|
($P_ACTBFRAME) или активируется |
|
|
|
возможно измененный базовый |
|
|
|
фрейм. |
G53: |
G53 подавляет покадрово устанавливаемое WO и |
||
|
программируемое WO. |
|
|
G153: |
G153 действует как G53 и дополнительно подавляет общий |
||
|
базовый фрейм. |
|
|
SUPA: |
SUPA действует как G153 и дополнительно подавляет: |
||
|
• |
смещения маховичком (DRF) |
|
|
• |
наложенные движения |
|
|
• |
внешнее WO |
|
|
• |
смещение PRESET |
|
Литература:
По программируемому смещению нулевой точки см. главу "Трансформации координат (фреймы) (Страница 373)".
Примечание
Основная установка в начале программы, к примеру, G54 или G500, возможна через машинные данные.
Примечание
У SINUMERIK 828D вызов 5-ого/6-ого устанавливаемого смещения нулевой точки выполняется не с G505 или G506, а с G58 или G59. Поэтому команды G505 и G506
недоступны для SINUMERIK 828D.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
175 |
Геометрические установки
8.1 Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ... G599, G53, G500, SUPA, G153)
Пример
<0
* 
 *
*
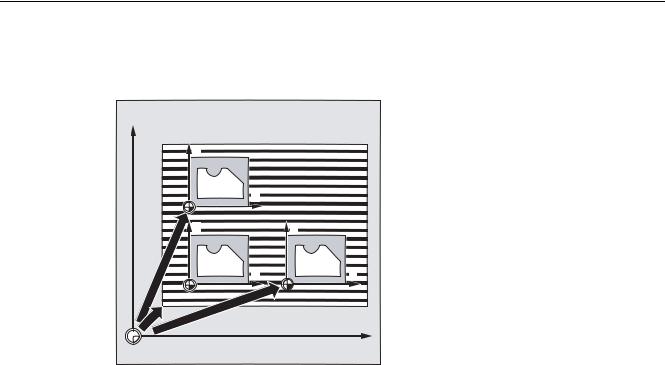
3 детали, расположенные на одной палете согласно значениям смещения нулевой точки G54 до G56, должны быть обработаны
< последовательно. Последовательность обработки запрограммирована в подпрограмме L47.
;
<<
; ;
;
* |
|
|
;0 |
75$16 ; 0
Программный код |
Комментарий |
||
N10 |
G0 G90 X10 Y10 F500 T1 |
; Подвод |
|
N20 |
G54 |
S1000 M3 |
; Вызов первого WO, шпиндель вправо |
N30 |
L47 |
|
; Выполнение программы как подпрограммы |
N40 |
G55 |
G0 Z200 |
; Вызов второго WO, Z через препятствие |
N50 |
L47 |
|
; Выполнение программы как подпрограммы |
N60 |
G56 |
|
; Вызов третьего WO |
N70 |
L47 |
|
; Выполнение программы как подпрограммы |
N80 |
G53 |
X200 Y300 M30 |
; Подавление смещения нулевой точки, конец |
|
|
|
программы |
См. также
Осевое смещение нулевой точки (G58, G59) (Страница 385)
|
Основы |
176 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Геометрические установки
8.1 Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ... G599, G53, G500, SUPA, G153)
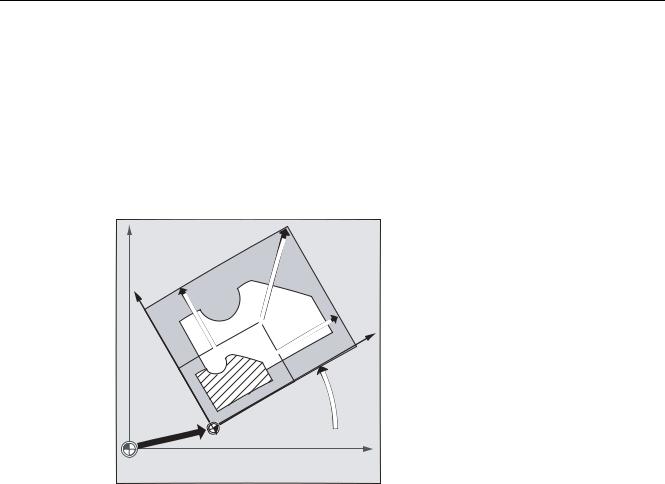
Дополнительная информация
Установка значений смещения
Через панель оператора или универсальный интерфейс во внутреннюю для СЧПУ таблицу смещения нулевой точки заносятся следующие значения:
●координаты для смещения
●угол при затянутом зажиме
●коэффициенты масштабирования (если необходимо)
<
̳͇͙͇͈͘͟͏͕͉͇͔͗͏͌
<
;
̩͇͔͗͌͠͏͌
̸͓͔͌͌͠͏͌
;
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
177 |

Геометрические установки
8.1 Устанавливаемое смещение нулевой точки (G54 ... G57, G505 ... G599, G53, G500, SUPA, G153)
Смещение нулевой точки G54 до G57
В программе ЧПУ через вызов одной из четырех команд G54 до G57 нулевая точка смещается из базовой кинематической системы в систему координат детали.
<
<
<
;
; <
;
;
В следующем кадре ЧПУ с запрограммированным движением все указания позиций и тем самым и движения инструмента относятся к действующей теперь нулевой точке детали.
Примечание
С помощью 4-х доступных смещений нулевой точки можно (к примеру, для многократных обработок) одновременно описывать и вызывать в программе 4 зажима детали.
Другие устанавливаемые смещения нулевой точки: G505 до G599
Для других устанавливаемых смещений нулевой точки имеются номера команд G505 до G599. Таким образом, кроме четырех предустановленных смещений нулевой точки G54 до G57, через машинные данные в память нулевых точек может быть помещено всего 100 устанавливаемых смещений нулевой точки.
|
Основы |
178 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |