

Движение шпинделя |
6 |
6.1Число оборотов шпинделя (S), направление вращения шпинделя (M3, M4, M5)
Функция
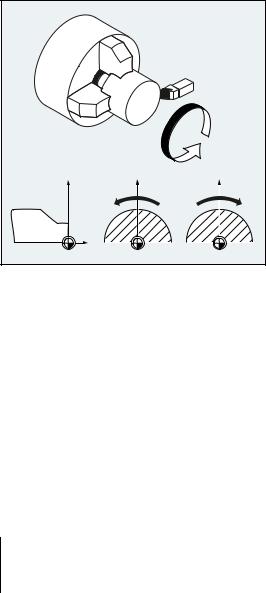
Указание скорости и направления вращения запускают вращательное движение шпинделя и создают условие для обработки резаньем.
; |
; |
; |
|
= |
|
Изображение 6-1 Движение шпинделя при токарной обработке
Наряду с главным шпинделем, возможно наличие и других шпинделей (к примеру, у токарных станков встречный шпиндель или вращающийся инструмент). Как правило, главный шпиндель назначается через машинные данные мастер-шпинделем.
Назначение может быть изменено через команду ЧПУ.
Синтаксис
S... / S<n>=...
M3 / M<n>=3
M4 / M<n>=4
M5 / M<n>=5
SETMS(<n>)
...
SETMS
Основы
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
95 |
Движение шпинделя
6.1 Число оборотов шпинделя (S), направление вращения шпинделя (M3, M4, M5)
Значение
S…: |
Скорость шпинделя в оборотов/мин для мастер-шпинделя |
S<n>=...: |
Скорость шпинделя в оборотов/мин для шпинделя <n> |
|
Указание: |
|
Указанная с S0… скорость относится к мастер-шпинделю. |
M3: |
Направление вращения шпинделя вправо для мастер-шпинделя |
M<n>=3: |
Правое направление вращения для шпинделя <n> |
M4: |
Направление вращения шпинделя влево для мастер-шпинделя |
M<n>=4: |
Левое направление вращения для шпинделя <n> |
M5: |
Остановка шпинделя для мастер-шпинделя |
M<n>=5: |
Остановка шпинделя для шпинделя <n> |
SETMS(<n>): |
Шпиндель <n> должен считаться мастер-шпинделем |
SETMS: |
SETMS без указания шпинделя выполняет возврат на |
|
спроектированный мастер-шпиндель |
Примечание
На кадр ЧПУ могут быть запрограммированы макс. 3 значения S, к примеру:
S... S2=... S3=...
Примечание
SETMS должна стоять в собственном кадре.
|
Основы |
96 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Движение шпинделя
6.1 Число оборотов шпинделя (S),направление вращения шпинделя (M3, M4, M5)
Пример
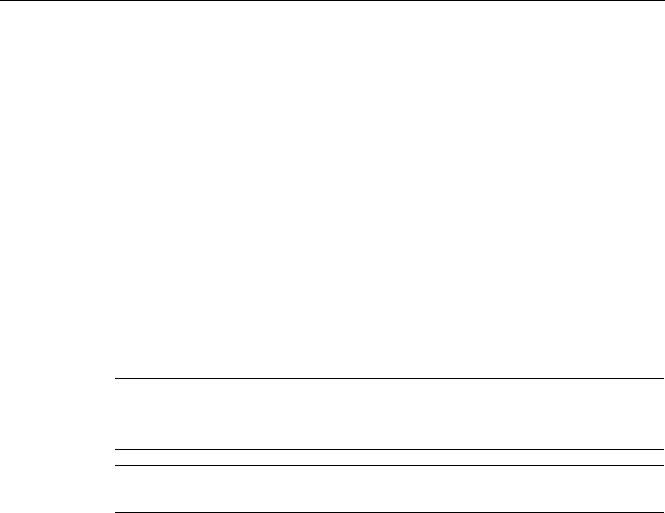
S1 это мастер-шпиндель, S2 это второй шпиндель изделия. Токарная деталь должна быть обработана с 2-х сторон. Для этого необходимо разделение рабочих операций. После отреза синхронное устройство (S2) принимает деталь для обработки со стороны отреза. Для этого этот шпиндель S2 определяется как мастер-шпиндель, теперь для него действует G95.
6
6
Программный код |
Комментарий |
|
||
N10 |
S300 M3 |
|
; Скорость и направление вращения для приводного шпинделя |
|
|
|
|
= предустановленного мастер-шпинделя. |
|
... |
|
|
; Обработка |
правой стороны детали. |
N100 |
SETMS(2) |
|
; S2 теперь |
мастер-шпиндель. |
N110 |
S400 G95 |
F… |
; Скорость для нового мастер-шпинделя. |
|
... |
|
|
; Обработка |
левой стороны детали. |
N160 |
SETMS |
|
; Возврат к |
мастер-шпинделю S1. |
Дополнительная информация
Интерпретация значения S для мастер-шпинделя
Если в группе функций G 1 (действующие модально команды движения) активна функций G331 или G332, то запрограммированное значение S всегда интерпретируется как скорость в оборотах/мин. В иных случаях интерпретация значения S зависит от группы функций G 15 (тип подачи): При активной G96, G961 или G962 значение S интерпретируется как постоянная скорость резания в м/мин, во всех других случаях как скорость в оборотах/мин.
При переключении с G96/G961/G962 на G331/G332, значение постоянной скорости резания устанавливается на ноль, при переключении с G331/G332 на функцию из группы функций G 1, отличную от G331/G332, значение скорости устанавливается на ноль. Соответствующие значения S при необходимости должны быть запрограммированы заново.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
97 |
Движение шпинделя
6.1 Число оборотов шпинделя (S), направление вращения шпинделя (M3, M4, M5)
Предустановленные команды M3, M4, M5
В кадре с осевыми командами функции M3, M4, M5 включаются до запуска движений осей (первичная установка СЧПУ).
Пример:
Программный |
код |
|
Комментарий |
|
|
N10 G1 F500 |
X70 |
Y20 S270 M3 |
; Шпиндель разгоняется до |
270 |
об/мин, после |
|
|
|
осуществляются движения |
в X |
и Y. |
N100 G0 Z150 M5 |
|
; Остановка шпинделя перед движением отвода в |
|||
|
|
|
Z. |
|
|
Примечание
Через машинные данные может быть установлено, будут ли осевые движения выполнены лишь после разгона шпинделя до заданной скорости или остановки шпинделя, или перемещение будет осуществляться сразу же после запрограммированных процессов переключения.
Работа с несколькими шпинделями
В одном канале одновременно может быть 5 шпинделей (мастер-шпиндель плюс 4 дополнительных шпинделя).
Один шпиндель определяется через машинные данные как мастер-шпиндель. Для этого шпинделя действуют специальные функции, как то, к примеру, резьбонарезание, нарезание внутренней резьбы, окружная подача, время ожидания. Для прочих шпинделей (к примеру, второго шпинделя изделия и вращающегося инструмента) для скорости и направления вращения/остановки шпинделя должны быть указаны соответствующие номера.
Пример:
Программный |
код |
Комментарий |
N10 S300 M3 |
S2=780 M2=4 |
; Мастер-шпиндель: 300 об/мин, правое вращение |
|
|
2-ой шпиндель: 780 об/мин, левое вращение |
Программируемое переключение мастер-шпинделя
Через команду SETMS(<n>) в программе ЧПУ можно определить любой шпиндель мастер-шпинделем. SETMS должна стоять в собственном кадре.
|
Основы |
98 |
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
Движение шпинделя
6.1 Число оборотов шпинделя (S),направление вращения шпинделя (M3, M4, M5)
Пример:
Программный код |
Комментарий |
|
|
|
|
N10 SETMS(2) |
; Шпиндель 2 теперь мастер-шпиндель. |
|
Примечание
Теперь для заново назначенного мастер-шпинделя действует указанная с S...
скорость и запрограммированные с M3, M4, M5 функции.
С помощью SETMS без указания шпинделя осуществляется возврат к установленному в машинных данных мастер-шпинделю.
Основы |
|
Справочник по программированию, 02/2012, 6FC5398-1BP40-3PA0 |
99 |