

6. Контрольные листки.
Контрольные листки — это инструменты первичной регистрации данных. Контрольные листки могут применяться как при контроле по качественным, так и при контроле по количественным признакам (рис. 31)
|
Наименование документа |
Контрольный листок по видам дефектов |
|
|
Предприятие: ____________
Цех: ____________________
Участок: ________________ |
Изделие: _________________
Операция: ________________
Контролёр: _______________ |
Количество деталей: __________ |
|
Тип дефектов |
Данные контроля |
ИТОГО |
|
Деформации |
////////////////////////////////////////////////// |
47 |
|
Царапины |
///////////////////////////////////////////// |
45 |
|
Трещины |
////////////////////////// |
24 |
|
Пятна |
/////////////////////////////////////// |
38 |
|
Разрыв |
/////// |
7 |
|
Прочие |
//////////// |
12 |
|
Всего |
|
173 |
Рис. 31. Пример формы контрольного листка
7. Контрольные карты
Контрольные карты — специальный вид диаграммы, впервые предложенный У. Шухартом (рис. 32). Они отображают характер изменения показателя качества во времени. Контрольные карты — самый важный метод статистического контроля качества.
В основе метода построения контрольных карт лежит представление о вариабельности рассматриваемого процесса. Любой процесс, даже великолепно отлаженный, подвержен вариабельности. Вариабельность может иметь разную природу. Если вариабельность проявляется только вследствие присущего системе разброса, то можно ожидать, что результаты будут относительно стабильны и предсказуемы. В таких случаях отклонения каких-то показателей от эталонов можно рассматривать как случайные. В процесс не стоит вмешиваться.
Другое дело, когда на естественный разброс накладывается особая вариабельность, обусловленная деятельностью людей, участвующих в процессе. Здесь вмешательство в процесс не только уместно, но и желательно. Более того, такое вмешательство приведет к требуемым результатам наиболее дешевым и быстрым способом. Такой механизм, основанный на диагностическом анализе с помощью контрольных карт Шухарта, существенно снижает риски принятия неэффективных управленческих решений.
Существует два вида контрольных карт:
7.1. по качественным признакам:
7.1.1. карта для доли дефектных изделий (р-карта). В р-карте подсчитывается доля дефектных изделий в выборке. Она применяется, когда объем выборки переменный;
7.1.2. карта для числа дефектных изделий (nр-карта). В nр-карте подсчитывается число дефектных изделий в выборке. Она применяется, когда объем выборки постоянный;
7.1.3. карта для числа дефектов в выборке (с-карта) В с-карте подсчитывается число дефектов в выборке;
7.1.4. карта для числа дефектов на одно изделие (u-карта). В u-карте подсчитывается число дефектов на одно изделие в выборке.
7.2. по количественным признакам. Контрольные карты по количественным признакам — это, как правило, сдвоенные карты, одна из которых изображает изменение среднего значения процесса, а другая — разброса процесса. Разброс может вычисляться на основе размаха процесса R (разницы между наибольшим и наименьшим значением) или на основе среднеквадратического отклонения процесса σ. В настоящее время обычно используются х-σ карты; x-R карты используются реже.
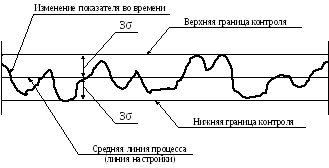
Рис. 32. Общий вид контрольной карты