

100.Технология крепления зарядов твердого топлива в камере сгорания рддт
Для выполнения определенных операций с корпусом при заполнении его топливной массой, при формировании и полимеризации в нем заряда корпус должен отвечать ряду требований.
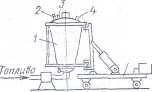
Рис. 10.7. Схема закрепления корпуса РДТТ при заполнении топливом:
1— корпус РДТТ; 2 — штуцер; 3, 4 — датчики; 5 — платформа-кантователь
Р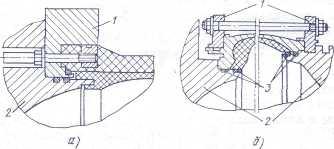 ис.
10.8. Схема закрепления технологических
бандажей на корпусе РДТТ:
ис.
10.8. Схема закрепления технологических
бандажей на корпусе РДТТ:
а — бандажи на корпусе из волокнистого композиционного материала; 6 — бандажи на металлическом корпусе; / — бандажи; 2 — днища оснастки, формующей заряд; 3—резиновое кольцо
Конструкция корпуса должна допускать постановку технологических бандажей, необходимых для кантования корпуса (например, для случая вертикального заполнения), межцеховой транспортировки и дефектации заряда и границ его адгезии с внутренней поверхностью защитно-крепящего корпуса (рис. 10.7). На рис. 10.8 представлены возможные конструктивные схемы вариантов закрепления технологических бандажей на стеклопластиковом и металлическом корпусах.
В конструкции фланца или другого стыкового элемента корпуса должна быть предусмотрена возможность постановки уплотнительных элементов (резиновых колец 3 или манжет см. рис. 10.8, б), предохраняющих резьбовые отверстия и стыковочные поверхности корпуса от попадания в них топливной массы в процессе заполнения и полимеризации под давлением.
Мат-лы и конструкции корпуса должны выдерживать длительное (до 30 суток) нагружение внутренним давлением в несколько МПа в процессе полимеризации заряда при температуре 40 ... 80 СС.
Размеры отверстий по концам корпуса должны позволять размещение специальных штуцеров и датчиков на технологической крышке, устанавливаемой на весь период процесса заполнения.
Площадь центрального отверстия с одного из концов корпуса (или днища двигателя) должна обеспечивать определенный расход топливной массы при заполнении корпуса.
Внутренние каналы и поверхности формуемого в корпусе заряда должны иметь технологические уклоны, позволяющие обеспечить приемлемые усилия распрессовки технологической оснастки после завершения процесса полимеризации заряда.
Корпус д.б герметичным, так как заливка топлива ведется при вакуумировании внутренней полости.
Применяются различные технологии крепления зарядов в камере РДТТ. Для крепления заряда в камере существуют несколько способов изготовления топливного заряда, скреплённого с корпусом:
непосредственная заливка топливной массы в подготовленный корпус двигателя.
вклеивание готового заряда ТРТ в разъёмный корпус двигателя
обмоткой готового заряда ТРТ стеклолентой, пропитанной смолой, с последующей полимеризации.
Вклейка очень сложна по своей реализации и применяется редко. Чаще применяется заливка топлива как это, например, показано на рис. 10.7. Этот способ позволяет вести заливку в разъёмные и неразъёмные металлические корпуса двигателей, а так же неметаллические корпуса типа кокон. Внутреннюю поверхность металлического корпуса подготавливают под заливку путём освобождения её от окалины, загрязнений и обезжиривают. На подготовленную поверхность наносят ЗКС, затем устанавливается стержень, формирующий внутренний канал будущего заряда. Стержень или пресс-инструмент должен отвечать определённым требованиям. Для более лёгкого извлечения стержня из готового заряда необходимо поверхность его покрыть слоем антиадгезионного материала, например тефлоном. Готовая топливная масса в зависимости от её вязкости может заливаться в корпус свободно или под давлением по специальным трубопроводам. После заливки корпус выдерживается в термостате при повышенной температуре и избыточном давлении. Такой способ изготовления менее трудоёмок, но имеет некоторые недостатки, связанные с контролем целости заряда вместе с корпусом двигателя.
В случаях, когда корпус двигателя выполнен из полимерного материала – стеклопластика или органопластика, возможен следующий способ. Заряд отливается в изложнице. На поверхность изготовленного и проверенного заряда наносится герметизирующий слой, в требуемых местах укладывают ТЗП и детали фланцы. Затем на заряд наматывается лента, пропитанная смолой. Намотка ведётся до получения заданной толщины стенки корпуса. Далее сборку помещают в термостат для полимеризации.
Для вкладных зарядов крепление его в камере РДТТ происходит за счёт специальных решеток, на которых он и держится. Решётка прочно держит заряд, не давая ему возможности для радиальных перемещений. По торцам, в осевом направлении, заряд подпирается передним и задним днищем. Также одновременно по торцам для уплотнения и фиксирования используются защитно-крепящие манжеты. Хотя роль манжет в основном компенсировать изменение формы заряда в ходе эксплуатации, т.е. например, при низких температурах заряд сжимается, и манжета используется как промежуточный материал между зарядом и корпусом.