

85.Точечные диаграммы и практические кривые распределения (рассеивания) размеров(погрешностей).
Методы оценки точности обработки. Различают: 1.заданная точность(τЗ)-точность, которая необходимо получить. Задается конструктором. Определяется допуском изготовления; 2.действительная точность(τД)-точность, которую можно получить при обработке и измерении; 3.ожидаемая точность(τω)-точность, которая ожидают получить согласно тех.процессу. существует 2 метода расчета точности: -аналитический(требует расчета всех погрешностей, определение суммарной. Для этого используют теорию размерных цепей, правила определения частных погрешностей суммирование системных случайных погрешностей); -опытно-статический(требует постановки экспериментальных работ. Точечные диаграммы и практические кривые распределения погрешностей).
Точечные диаграммы позволяет управлять точностью тех.процесса и самими процессами обработки.
Н а
оси абсцисс – номера деталей или групп
деталей, последовательно обработанных
при одинаковой настройке станка. По оси
ординат – отклонение размеры деталей
или средне-групповых деталей. Точечные
диаграмма дает: 1.величину поля рассеяния
ω; 2.положение поля рассеяния относительно
настроечного размера; 3.на какой детали
или спустя какое время необходимо вести
поднаварку; 4.на каком этапе процесс
ведет себя устойчиво(4-5).
а
оси абсцисс – номера деталей или групп
деталей, последовательно обработанных
при одинаковой настройке станка. По оси
ординат – отклонение размеры деталей
или средне-групповых деталей. Точечные
диаграмма дает: 1.величину поля рассеяния
ω; 2.положение поля рассеяния относительно
настроечного размера; 3.на какой детали
или спустя какое время необходимо вести
поднаварку; 4.на каком этапе процесс
ведет себя устойчиво(4-5).
Практическая кривая распределения погрешностей этапы: 1.изготавливается партия деталей; 2.измеряется каждая деталь D=19.9+0.05, измерения проводят инструментом, цена деления которого (1/6…1/10) допуска; 3.по результатам замеров строится таблица. Генеральная совокупность – 19.93, 19.87, 19.97, 19.89, 19.95, 19.92, 19.95… Необходимо сделать выборку исключая грубые ошибки и промахи.Xi-измеренные значения, МХ- математическое ожидание(средняя величина). (Xi- МХ)>ε
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
t(s) |
15.56 |
4.97 |
3.56 |
3.04 |
2.78 |
2.52 |
2.51 |
2.43 |
2.38 |
Для удобства
статической разработки и построения
кривой величины размаха R=XMAX-XMINразбивают на интервалы-разряды. Еслиn=50, тоk=5…7;n>100, тоk=7…11.
Число разрядов должно быть таким, чтобы
цена разряда была больше цены деления
мерительного инструмента. С=![]() ,k=7,R=0.13 =>C=0.0185=0.02. Для удобства
построения кривой составим таблицу.
,k=7,R=0.13 =>C=0.0185=0.02. Для удобства
построения кривой составим таблицу.
|
№ |
Интервал |
|
| |
|
от |
до | |||
|
1 |
19,85 |
19,87 |
3 |
0,03 |
|
2 |
19,87 |
19,89 |
16 |
0,16 |
|
3 |
19,89 |
19,91 |
22 |
0,22 |
|
… |
|
|
|
|
|
|
19,97 |
19,99 |
2 |
0,02 |
Строим полигон распределения.
Практическая кривая или полигон служит для первой приближенной оценки точности процесса и решения вопроса о выборе теории закона для характеристики данного распределения.

86.Классификация баз. Принципы совмещения баз при постороении операций. Принцип постоянства баз.
База– поверхность, или выполняющая ту же функцию совокупность поверхностей, ось (и), точка (и), принадлежащая заготовке или изделию, используемая для придания заготовке требуемого положения относительно выбранной системы координат.
По назначению– конструкторские и технологические.
Конструкторская база– используется для простановки размеров и для определения положения детали в сборке.
Технологическая база– связана с производством, используется для определения положения заготовки.
Правило 6 точек:
Опорная точка – точка, символизирующая одну из связей с выбранной системой координат.
1,2,3 точки: определяют положение заготовки относительно XOY. Лишают деталь вращения вдольXиYи перемещения вдольZ.
4,5 точки: определяют положение относительно ZOX. Лишают перемещения вдольYи возможности вращения вокругZ.
6 точка: определяет положение вдоль YOZ. Лишает вращения вдольX.
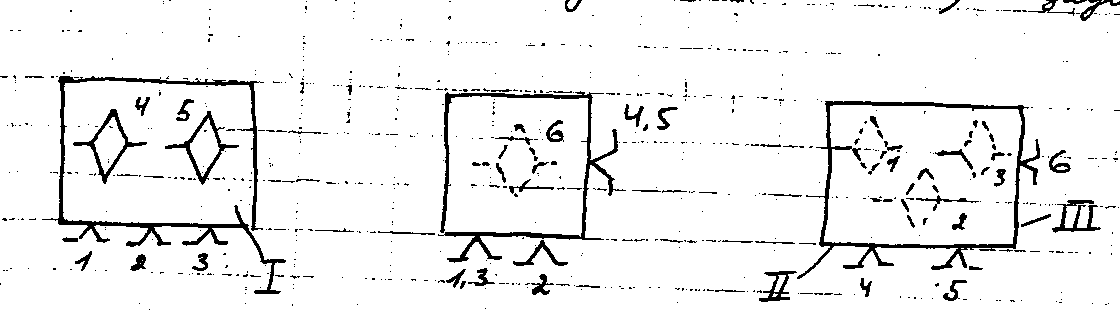
Базирование заготовки в процессе изготовления детали, соблюдая принцип лишения всех степеней свободы, называется правилом 6-ти точек.
По лишаемым степеням свободы:
а) установочная – база, лишающая заготовку 3-х степеней свободы, перемещения вдоль оси и поворотов вокруг 2-х других.
б) направляющая – база, лишающая заготовку 2-х степеней свободы, перемещения вдоль оси и поворота.
в) опорная – база, лишающая заготовку 1 степени свободы
При производстве надо, чтобы технологическая база совпадала с конструкционной.