

87. Погрешности обработки, вызываемые установкой заготовок.
![]() ,
,
![]() -
погрешность базирования –разность
предельных расстояний от измерительной
базы заготовки до установленного на
размер инструмента (= допуск на размер
соединяющий
-
погрешность базирования –разность
предельных расстояний от измерительной
базы заготовки до установленного на
размер инструмента (= допуск на размер
соединяющий
у становочную
и измерительную базу).
становочную
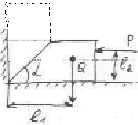
и измерительную базу).![]() возникает при несовмещении измерительной
и технологической
баз заготовки. Н/р: при установке заготовки
по схеме погрешность
базирования при выполнении размеров А
и О
равна нулю, так как
измерительная
и технологическая базы совмещены.
Погрешность базирования при выполнении
размера В
равна
допуску на размер С, так как измерительная
и технологическая
базы не совпадают.
возникает при несовмещении измерительной
и технологической
баз заготовки. Н/р: при установке заготовки
по схеме погрешность
базирования при выполнении размеров А
и О
равна нулю, так как
измерительная
и технологическая базы совмещены.
Погрешность базирования при выполнении
размера В
равна
допуску на размер С, так как измерительная
и технологическая
базы не совпадают.
![]() -
пог-ть закрепления –разность
предельных расстояний от измерительной
базы до установленного на размер
инструмента, возникающая под действием
сил закрепления. Берётся по таблицам в
зависимости от шероховатости обрабатываемой
поверхности и закрепляющего устройства.
-
пог-ть закрепления –разность
предельных расстояний от измерительной
базы до установленного на размер
инструмента, возникающая под действием
сил закрепления. Берётся по таблицам в
зависимости от шероховатости обрабатываемой
поверхности и закрепляющего устройства.
![]() -
пог-ть приспособления –зависит
от точности изготовления приспособлений
-
-
пог-ть приспособления –зависит
от точности изготовления приспособлений
-
![]() ,
износа их опорных элементов -
,
износа их опорных элементов -![]() и от погрешности установки приспособлений
на станках -
и от погрешности установки приспособлений
на станках -![]() .
.
ВСЁ берётся из справочников.
При установке заготовки может произойти неорганизованная смена баз.
![]() ,P– прижимная сила.Q– вес.
,P– прижимная сила.Q– вес.
88.Припуски. Максимальный и минимальный припуски.
Припуском называется слой металла, который назначается или предусматривается для компенсации погрешности по форме и размерам полученных в результате изготовления заготовки и дальнейшей мех. обработки.
Установление правильных размеров припусков на обработку, является ответственной механико-экономической задачей. Назначение чрезвычайно больших припусков приводит к непроизводительным потерям материала, превращаемого в стружку, к увеличению трудоемкости мех. обработки, к повышению расхода режущего инструмента и эл. энергии. При этом затрудняется построение операции на настроенных станках, снижается точность обработки в связи с увеличением упругих отжатий в ТС и усложняется применение приспособлений.
Назначение не достаточно больших припусков не обеспечивает удаление дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию.
Припуски:
Промежуточный– слой материала, удаляемый или пластически деформируемый для получения требуемых, промежуточных точности размеров и качества поверхности при выполнении данного технологического перехода.(припуск на черновое шлифование).
Операционный- это слой металла удаляемого с заготовки при выполнении одной технологической операции. Операционный припуск равняется сумме промежуточных припусков, то есть припусков на отдельные переходы, входящие в данную операци
Различают следующие операционные припуски:
Минимальный операционный – разность наименьшего предельного размера до обработки и наибольшего предельного размера после обработки на данной операции.
Максимальный операционный – разность наибольшего предельного размера до обработки и наименьшего предельного размера после обработки на данной операции.
Минимальный и максимальный припуск связаны между собой соотношением:
Zmax=Zmin+ δa- δb,
где δa и δb – допуски на предшествующей операции или переходе.
Допуск припуска – это разность между максимальным и минимальным значением размера припуска:
δz= δa-δb=Zmax–Zmin.
Номинальный припуск определяется:
Znom=Zmin+eia–eib,
где δaи δb– соответственно нижние отклонения размеров на предшествующей и выполняемой операции или переходе.
Минимальный припуск находиться для определения расчетных размеров заготовок по всем операциям (переходам) от готовой детали до заготовки.
Номинальный припуск нужен, для того чтобы правильно произвести расчет и конструирование оснастки.
Максимальный припуск нужен для правильного выбора оборудования по мощности.
Общий припуск – поверхностный слой материала, представляющий из себя сумму промежуточных припусков по всему технологическому маршруту обработки данной поверхности заготовки, необходимый для получения заданных точности размеров и качества поверхности готовой детали.