

9.1.4. Эпоксипласт
Эпоксипласт — необратимый литейный пластик сложной компо- зиции, состоящий из эпоксидной смолы (марок Д-6, ЭД-5 или Э-40) (30%); дибутилфталата (6,5%), полиэтилен полиамина или гексаме- тилен диамина (2,5%) и железного сурика или гипса (61 %).
Эпоксидная смола является продуктом поликонденсации дифени- лолпропана с зпихлоргидрином в присутствии едкого натра и пред- ставляет собой прозрачную вязкую жидкость от желтого до корич- невого цвета.
Эпоксидная смола выполняет роль связующего вещества, определяющего основные физико-механические качества пластика. Дибутилфталат — жидкость, напоминающая вазелиновое масло, вводится в состав в качестве пластификатора для снижения хрупкости и повышения эластичности пластика.
Количество дибутилфталата может колебаться в пределах от 5 до 30% по отношению к смоле. Эпокоипласт может применяться для облицовки как пуансонов, так и матриц. При этом для матриц композиция должна быть более твердая, т. е. с меньшим содержанием дибутилфталата, а для пуансонов — наоборот.
Полиэтиленполиамин — маслянистая светло-желтая жидкость с запахом аммиака. Полиэтиленполиамин получают из водного аммиака, он вводится в состав композиции в качестве отвердителя.
Железный сурик (или гипс) применяется в качестве наполнителя. С этой же целью можно применять мелкий кварцевый песок, графит, маршалит, древесные опилки. Но эксплуатационные качества пластика с такими наполнителями несколько ниже. В композицию можно добавить 25% алюминиевого порошка (пудра, опилки), что повысит механические свойства пластика.
Приготовляют эпоксипласт в вакуумсмесителе, позволяющем регулировать температуру смеси (нагревать и охлаждать), для чего через рубашку смесителя поочередно пропускают перегретый пар или холодную воду.
В смеситель вначале заливают смолу при температуре 30° С, затем вводят пластификатор, после чего медленно всыпают необходимое количество железного сурика или гипса. Последним в смеситель вводят отвердитель, затем все тщательно перемешивают.
Следует иметь в виду, что механическая прочность состава понижается из-за присутствия пузырьков воздуха, поэтому вакуумирование и медленное перемешивание способствуют улучшению механических свойств эпоксипласта. Приготовленный таким образом пластик должен быть использован в течение 15—20 мин, так как после этого времени он загустеет и не сможет быть использован в качестве литейной композиции.
Процесс полимеризации эпоксидных смол сопровождается выделением значительного количества тепла, что может привести к перегреву массы, при котором она снижает свои механические свойства.
Цельнопластмассовые штампы изготовлять не рекомендуется, поскольку количество пластмассы будет больше и тепло-отвод ограничен. Поэтому эпоксидные смолы применяют в штампах как облицовочный материал, наносимый на каркас матрицы или пуансона. Каркас изготовляют из вторичного алюминия или стали. Толщину облицовочного слоя принимают равной 10 20 мм; большая толщина облицовки не рекомендуется по условиям теплоотвода.
Эпоксипласт пока не получил достаточного применения из-за высокой стоимости эпоксидных смол, что является следствием их ограниченного выпуска.
Основные достоинства эпоксипласта:
1) высокие физико-механические свойства, обеспечивающие высокую стойкость штампа;
2) простота приготовления;
3) возможность накладывания облицовки непосредственно на каркас без специальных удерживающих устройств;
4) эпоксипласт прочно сцепляется с металлом;
5) ремонт штампов из эпоксипласта не представляет затруднений, поскольку новый слой массы хорошо соединяется с облицовкой, бывшей в работе;
6) эпоксипласт почти не даёт усадки;
7) хорошие эксплуатационные свойства- разглаживание складок, плотное прилегание к штампуемому материалу;
8) возможность штамповки чёрных и цветных металлов;
9) отсутствие необходимости запрессовки массы при облицовке каркасов.
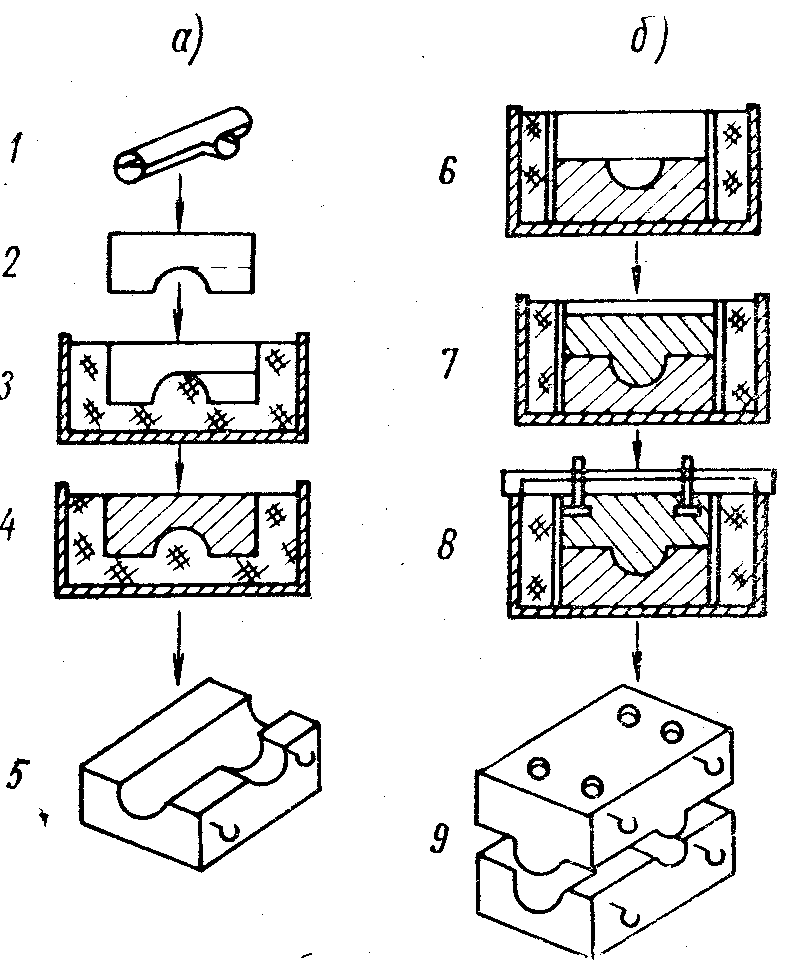
Рис. 151. Технологическая схема изготовления штампов:
а — изготовление матрицы; б — изготовление пуансона;
1 — деревянная модель детали; 2 — гипсовая модель матрицы;
3 — заформованная опока; 4 — опока после заливки;
5 — готовая матрица; 6 — опока с матрицей;
7 — опока с залитым пуансоном; 8 — готовый пуансон; 9 — штамп
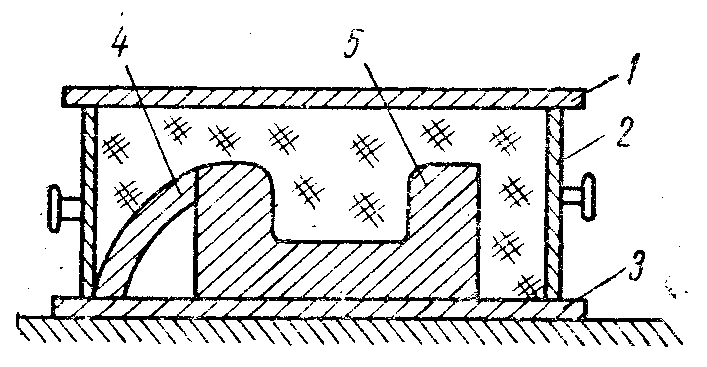
Рис. 152. Схема отливки матрицы:
1— крышка; 2 — опока; 3 — крышка; 4 — литник; 5 — матрица
Основные недостатки эпоксипласта: 1) необратимость композиции; 2) высокая стоимость; 3) необходимость изготовления пуансонов за короткий промежуток времени вследствие быстрого затвердевания пластика.