

4.Штамповка на падающих молотах
4.1 Сущность метода
Штамповка на падающих молотах известна с давних пор. Значите- льный объем доводочных ручных работ, большой шум и сотрясения при работе являются основными недостатками этого вида штампов- ки. Однако в опытных и мелкосерийных производствах благодаря малотрудоемкой и дешевой оснастке, требующейся при штамповке на падающих молотах, в ряде случаев целесообразно применять этот вид оборудования. Конструкция падающих молотов была усовер- шенствована за последнее время, кроме того, была отработана мето-дика штамповки, что сократило необходимые доводочные ручные работы при изготовлении деталей.
Сущность формоизменения при штамповке на падающих молотах сводится к тому, что по заготовке, уложенной на жесткую металли- ческую матрицу, жестким пуансоном совершают ряд нарастающих по силе ударов. Под влиянием этих ударов заготовка принимает форму, соответствующую форме матрицы. Последний удар является калибрующим и наибольшим по силе. Система нарастающих ударов позволяет ограничить формоизменение заготовки, однако в ряде случаев эта мера оказывается недостаточной, и ограничение формо- изменения достигается путем укладки в глубокие места матрицы кусков резины или же установкой на матрицу стопки фанерных ограничивающих рамок(рис.64)
Приведенный порядок формоизменения допускает использование одних и тех же матрицы и пуансона при многопереходной штампов- ке деталей, имеющих элементы глубокой вытяжки. В ряде случаев при штамповке даталей, требующих нескольких переходов, приме- няют промежуточный отжиг для повышения пластичности материа- ла и ручные операции для разглаживания гофров, образующихся на фланцах заготовки. Указанная методика штамповки исключает необходимость иметь штампы для каждого перехода, чем значитель- но сокращается количество оснастки.
Характер процесса формоизменения позволяет штамповать детали, имеющие сложную форму и элементы глубокой вытяжки, штампами простой конструкции.
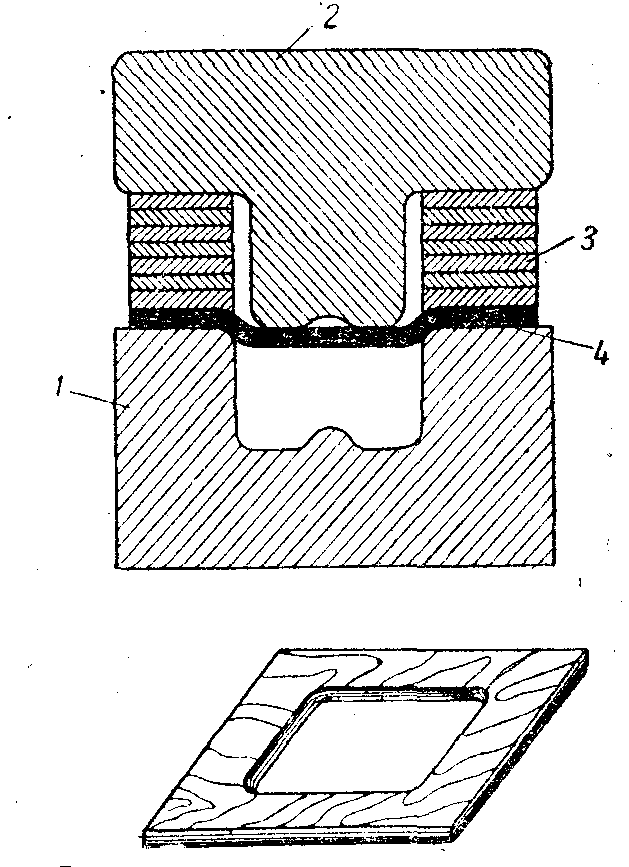
Рис. 64. Схема ограничения степени деформации заготовок при штамповке на падающих молотах при помощи фанерных рамок:
1 — матрица; 2 — пуансон; 3 — стопка фанерных рамок; 4 —заготовка детали
На рис. 65 показаны характерные детали, штампуемые этим методом. Формообразование таких деталей в инструментальных штампах потребовало бы сложных штампов для каждого перехода.
Штамповку обычно ведут на листоштамповочных молотах типа МЛ (модели МЛ-8; МЛ-1,5; МЛ-2; МЛ-3; МЛ-5), которые при- меняют при ударной штамповке резиной (см. главу III).Матрицы и пуансоны изготовляют из твердых легкоплавких сплавов или пластмассы. Обычно стойкость штампов невелика— от 100 до 500 ударов. С целью повышения съема деталей с каждого комплекта оснастки иногда применяют переходные штампы; это рекомендуется особенно при деталях сложной формы с глубокими замкнутыми и незамкнутыми выштамповками. Небольшая стойкость штампов в мелкосерийных производствах не является недостатком, поскольку ремонт штампов очень прост (см. гл. IX).
Основными достоинствами штамповки на падающих молотах являются: 1) простота и дешевизна оборудования; 2) простота и малая трудоемкость изготовления оснастки; 3) возможность штамповки нескольких переходов на одном штампе; 4) возможность штамповки деталей сложных геометрических форм, требующих большого количества сложных многопереходных штампов.

Рис. 65. Характерные детали, штампуемые на падающих молотах