

7.6. Оборудование и оснастка при обкатке и раскатке
7.6.1. Оборудование
Для обкатки можно использовать обычные токарные станки, на суппорте которых устанавливают ролики или специальные давиль- ники. Ролик можно передвигать вдоль оси оправки, а также в поперечном направлении вручную или автоматически с примене- нием программного управления.
В настоящее время отечественная промышленность выпускает специальные станки для обкатки, имеющие различные характеристики. Наиболее удобен для обкатки станок ТТ-53 токарного типа.
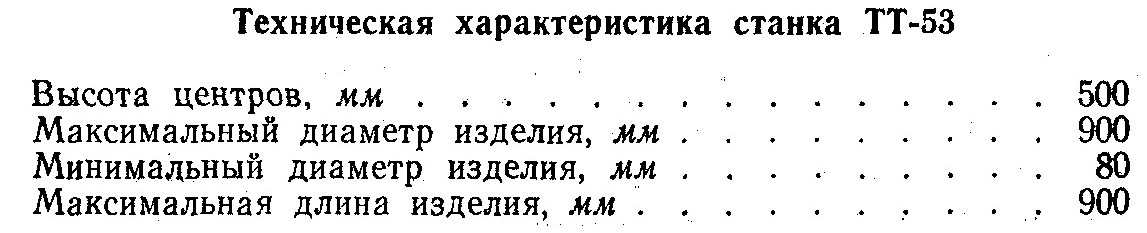

Для обкатки используют также станки карусельного типа (рис. 135). Особенностью этого станка является выдвижной стол, на котором закрепляют оправку. На оправку устанавливают заготовку при выдвинутом столе. Станок имеет два суппорта с диаметральным расположением роликов.
Изменение числа оборотов шпинделя бесступенчатое — от 10 до 350 об/мин, регулирование продольной подачи шпинделя также бесступенчатое — в пределах 2 30 мм.
Ролик перемещается по вертикали возвратно-поступательно. Станок снабжен аппаратурой для программирования рабочего процесса, возможно также ручное управление или по копирам. На станке предусмотрена установка для нагрева заготовок, возможна подрезка кромок и прижим плоской заготовки к оправке. Станок оборудован устройствами для съема готовых деталей с оправки. Толщина обрабатываемых заготовок зависит от материала и допускается для алюминиево-магниевых сплавов - до 10 мм; титановых сплавов - до 5 мм; среднелегированных сталей - до 4 мм.
Для раскатки применяют более мощные станки карусельного типа (рис. 136), допускающие обкатку деталей диаметром до 1000 мм и длиной до 1600 мм. При утонении стенки за один проход до 70% толщина материала заготовки может быть: для алюминиево-магниевых сплавов — до 25 мм; для титановых сплавов — до 20 мм; для среднелегированных сталей — до 12 мм.
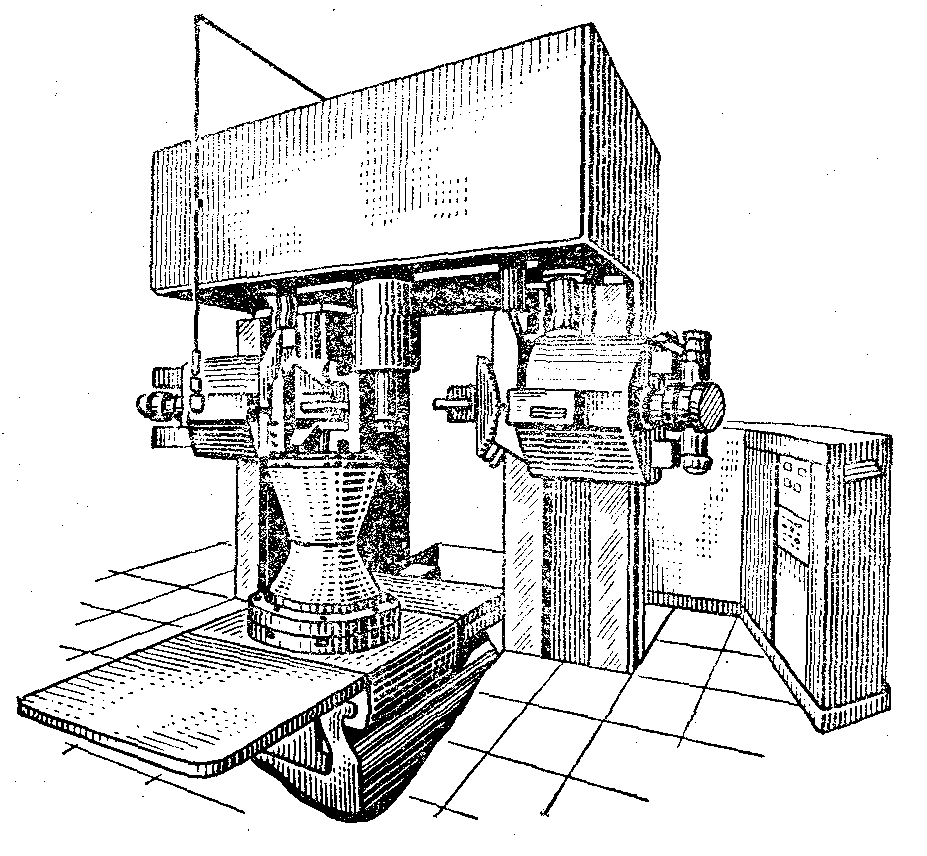
Рис. 135. Общий вид станка карусельного типа для обкатки
Регулирование величины давления роликов и числа оборотов шпинделя бесступенчатое. Продольная подача суппорта — от 5 до 700 м/мин, а число оборотов шпинделя в минуту — от 50 до 1000.
Работа на станке возможна от ручного управления с пульта, по полуавтоматическому циклу — от копира, а также от блока программного управления. На станке торцуют и обрезают донышко, обтачивают и шлифуют оправку, а также записывают программу при изготовлении первой детали.
Наиболее перспективно оборудование давильных станков с системой программного управления. Фазовая стоп-стартовая система с функциональным преобразователем, разработанная в
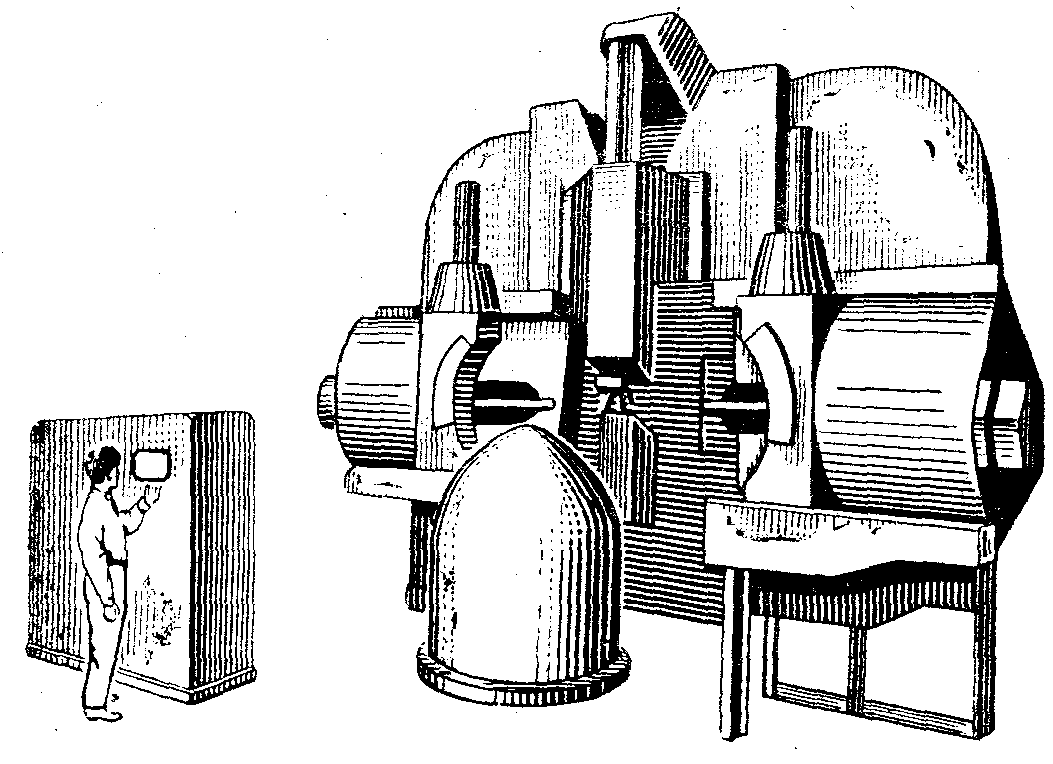
Рис. 136. Общий вид станка карусельного типа для раскатки
Московском высшем техническом училище имени Н. Э. Баумана, может быть эффективной в применении к станкам для раскатки.
7.6.2. Оснастка
Оправки для обкатки
При пластичных материалах и небольших толщинах оправки можно изготовлять из облагороженной древесины или из пластмасс.
Оправки для раскатки
Ввиду больших усилий, свойственных раскатке, оправки изготовляют из инструментальных и углеродистых сталей или из чугуна.
Поверхность оправок должна быть высокого качества, поскольку все неровности получают отпечаток на внутренней поверхности детали, что затрудняет съем детали с оправки. Оправки закаливают, шлифуют и полируют.
Чаще всего оправки изготовляют на станках, используемых для раскатки, хотя это не исключает возможности изготовления оправок и на других станках.
При обкатке деталей, имеющих двойную кривизну или вогнуто-выпуклую поверхность, применяют разъемные оправки, сочленяе- мые между собой при помощи резьбовых соединений (рис. 137).
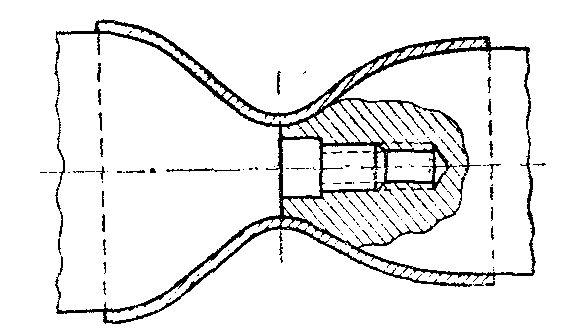
Рис.137. Разъёмная оправка
Рис. 138. Деталь сложной формы, раскатанная на разъемной оправке
Поскольку резьбовое соединение не обеспечивает совпадения кромок торцов сочленяемых частей оправки, необходимо предусматривать направляющую в виде цилиндрической части на соединяющем винте.
На рис. 138 показана деталь с вогнуто-выпуклой поверхностью, изготовленная на разъемной оправке. Эту деталь из стали типа 18—8 получают в четыре прохода без промежуточной термической обработки.
Давильники
Для обкатки применяют роликовые и безроликовые давильники.
Раскатку производят роликовыми давильниками, так как на поверхности контакта давильника с материалом заготовки возникают большие давления. Применение безроликовых давильников для раскатки может вызвать повреждение поверхности материала заготовки.
Для давильников
подбирают материалы, не имеющие
склонности к налипанию материала
заготовки. Кроме того, применяют специа-
льные смазки, препятствующие налипанию.
Давильники изготовля- ют из сталей типа
ХВГ, 9ХС и других с последующей
термообработ- кой до
![]() =
58—62, а также из бронзы. Чистота поверхности
рабочей части давильника должна быть
доведена до \ 9 класса.
=
58—62, а также из бронзы. Чистота поверхности
рабочей части давильника должна быть
доведена до \ 9 класса.
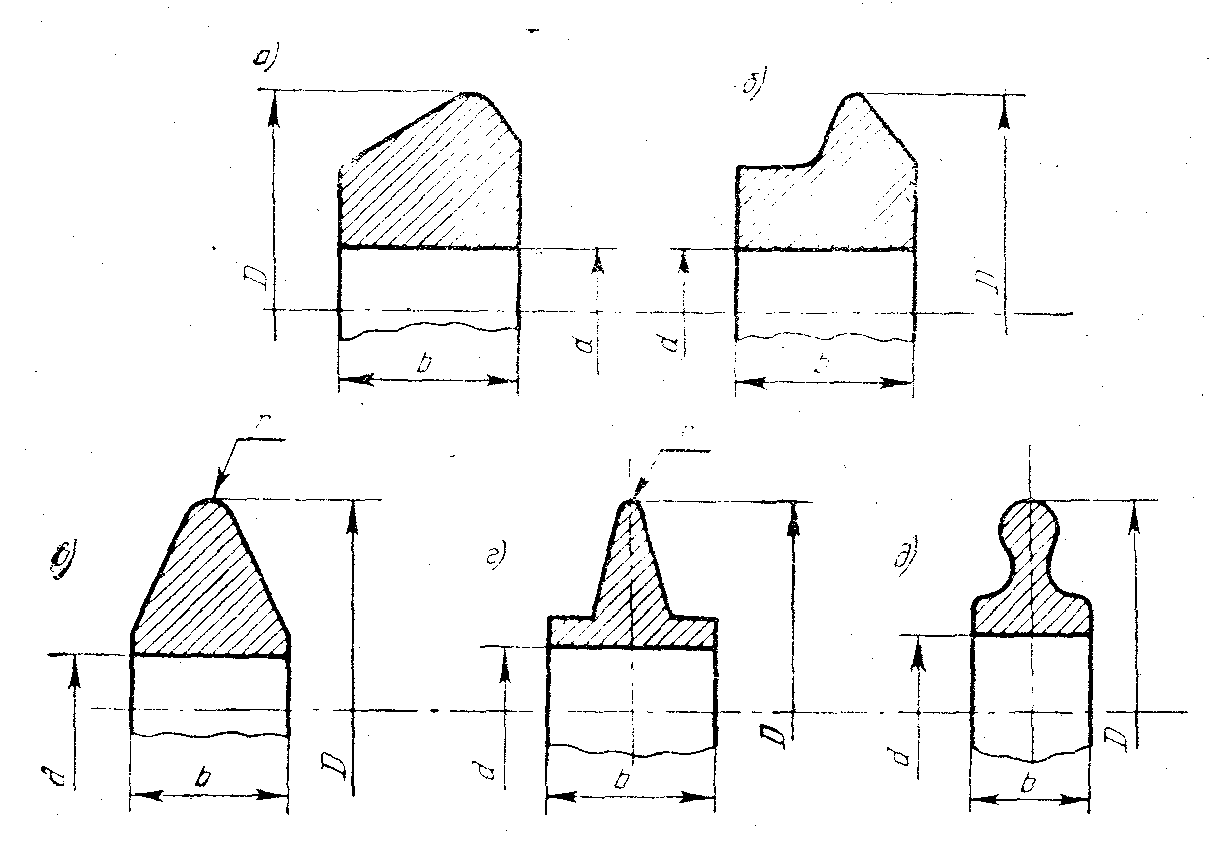
Рис. 139. Ролики для раскатки и обкатки:
а, б — для раскатки; в, г, д — для обкатки
Конструкция роликов имеет особенности. Диаметр оси ролика должен быть рассчитан на максимально возможную нагрузку и удельное давление. Оно может быть уменьшено увеличением размера l— длины оси. На рис. 139 приведены различные формы профилей роликов. Ролики с профилями, показанные на рис. 139, а, б, применяют при раскатке. Для обкатки используют ролики, показанные на рис. 139 в, г, д.
Уменьшение рабочего радиуса ролика г понижает площадь
контакта, что повышает удельное давление на заготовку. Также повышается удельное давление при уменьшении диаметра ролика D от 60 до 300 мм. D принимают в зависимости от диаметра формоизменяемой заготовки, при этом, чем больше диаметр заготовки, тем больше должен быть диаметр ролика.
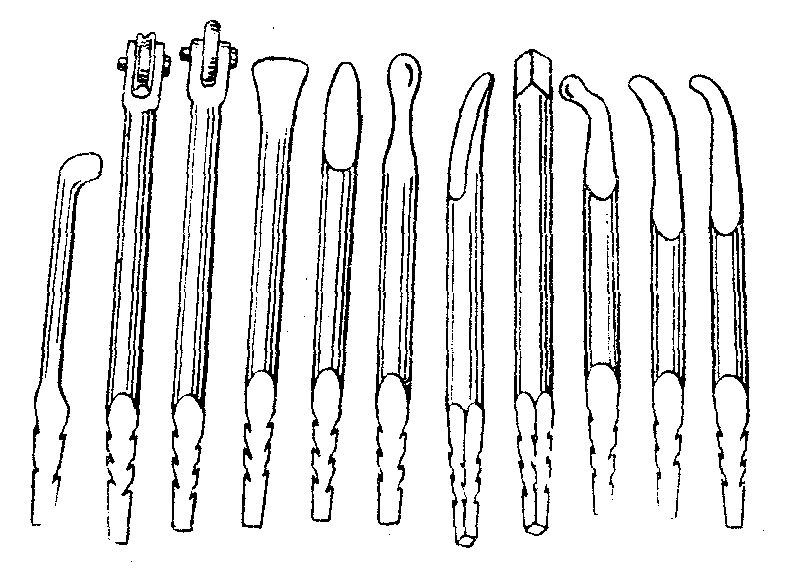
Рис. 140. Конструкции безроликовых давильников
Ролики устанавливают в державку, закрепляемую на суппорте станка.
Безроликовые давильники, применяемые при обкатке, могут быть разных конструкций (рис. 140). Обычно к станку полагается набор соответствующих роликов и давильников.