

5.3.4. Установка для изготовления деталей типа днищ и сфер
Такая установка используется обычно при штамповке крупногабаритных деталей (рис. 79). Установка состоит из следующих основных частей: корпуса 1, матрицы 2, крышки 3, закрепляемой болтами или пневмоклиновыми запорами, предохранительного клапана 4, дренажного клапана 5, трубопровода высокого давления 6, спускного трубопровода 7, уплотнительного кольца 8, облицованного слоем резины толщиной 1 мм.
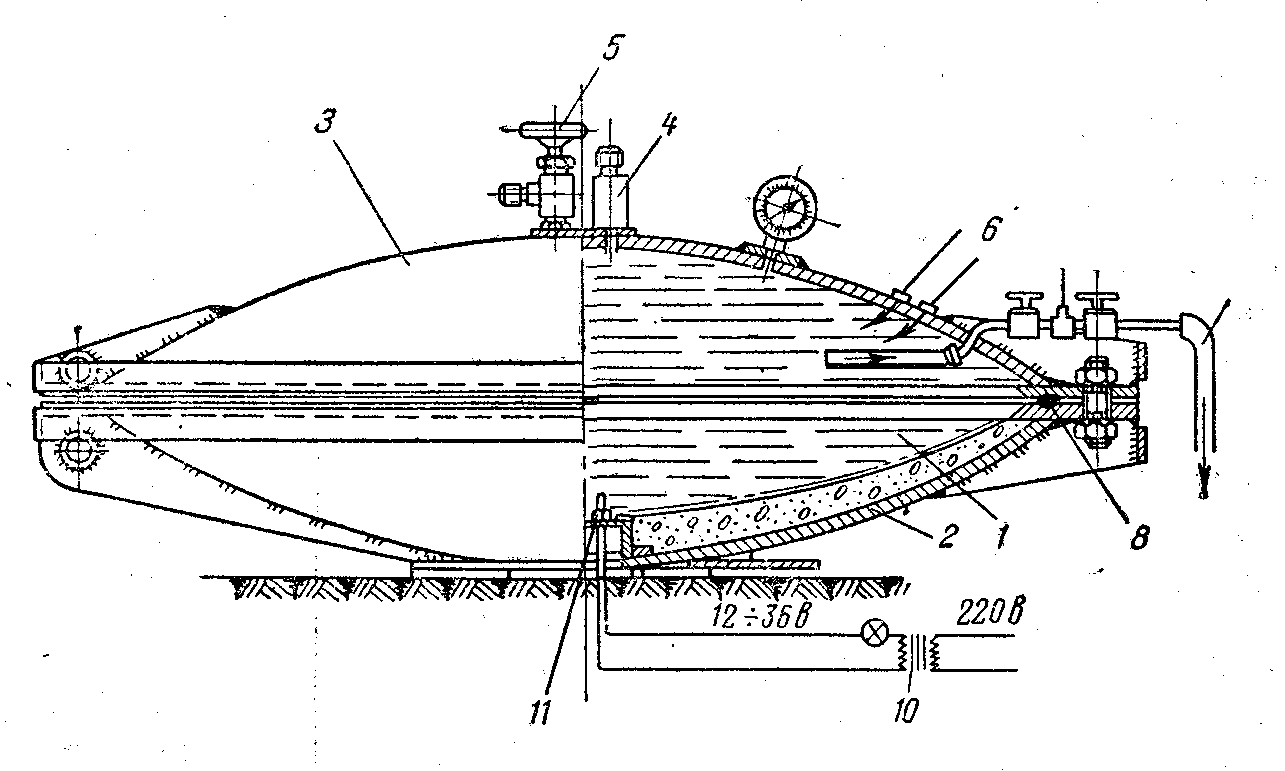
Рис. 79. Схема установки для гидроштамповки деталей типа днищ в сфер
Работа установки аналогична работе рассмотренных установок. В матрицу закладывают листовую заготовку или заготовку типа усеченного конуса (рис. 80). Далее закрывают крышку, полость матрицы заполняют водой под высоким давлением для штамповки. Величину давления контролируют манометром. На такой установке можно изготовлять детали из металла толщиной 1,5—2,5 мм, диаметром до 2,5 м и глубиной до 300 мм. Утонение материала при плоских заготовках порядка 10—15%. Если заготовка имеет форму усеченного конуса, то утонение значительно меньше.
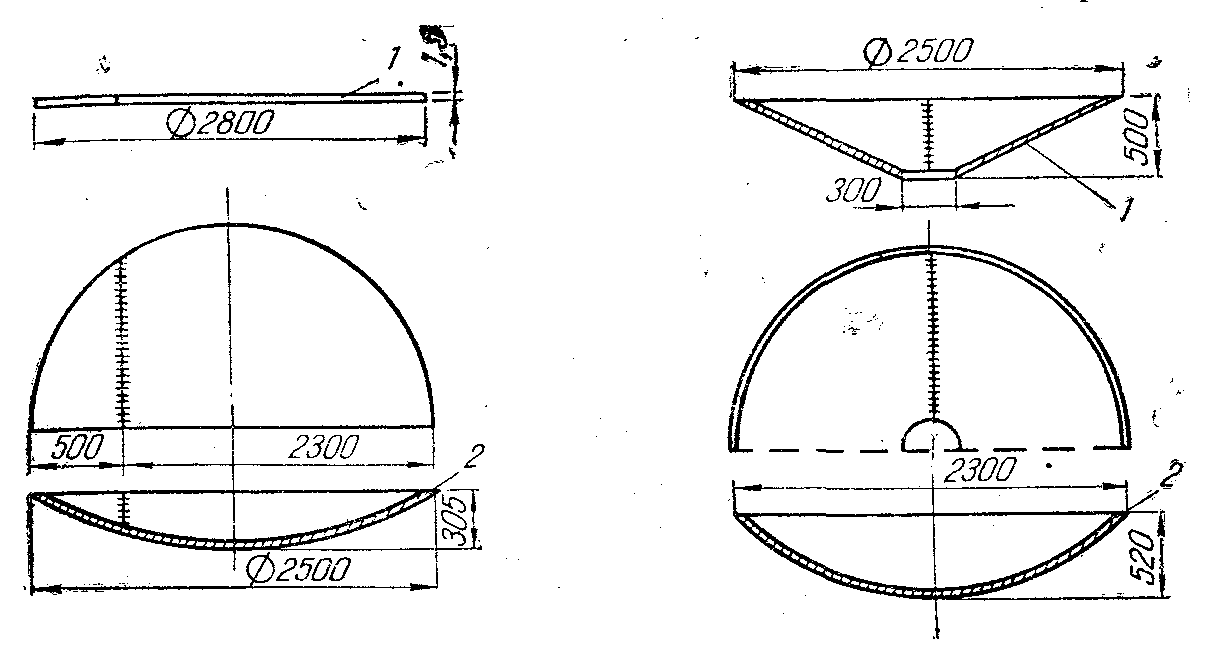
Рис. 80. Заготовки (1) и детали (2) типа днищ и сфер
5.3.5. Установка для изготовления деталей типа обшивок
Конструкция установки очень проста. Она может быть рекомендована даже при небольших сериях деталей (рис. 81). Корпус матрицы изготовляют из швеллера 1, в который вставляют деревянную матрицу 2. Сверху помещают крышку 3, закрепляемую
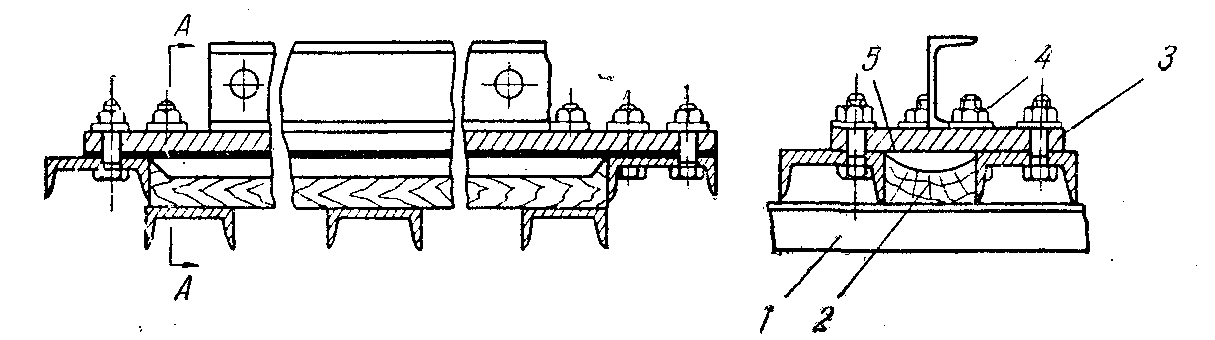
Рис. 81. Схема установки для гидроштамповки деталей типа обшивок
болтами. В крышку вводят штуцер 4 для подачи жидкости под давлением. Сверху крышки приваривают швеллер, что придает ей большую жесткость. Крышку по периметру уплотняют резиновой прокладкой 5. Как вариант, можно применять резиновую диафрагму, которая одновременно будет являться уплотняющей прокладкой. Принцип работы данной установки и установок, описанных выше, аналогичен.
5. 4. Оснастка, особенности её конструирования и изготовления
Корпусы матриц, крышки и запоры крышек, применяемых при гидроштамповке, должны быть рассчитаны на полное максимальное давление, необходимое при штамповке. При расчете облицовку матриц не учитывают, поскольку ее изготовляют из материалов, имеющих небольшой предел прочности на разрыв.
Корпусы матриц можно изготовлять литыми или сварными. В них рекомендуется делать съемное дно, что облегчает монтаж. Дно матрицы устанавливают на резиновой прокладке. Один и тот же корпус можно использовать для штамповки различных деталей при смене облицовки матрицы и некоторой переделке уплотняющих устройств.
Облицовку обычно изготовляют из глиноземистого цемента (одна часть) с добавкой чистого песка (2 части) или из пескоклеевой массы ПС К.
Обводы матрицы формуют по модели детали, выполненной в виде деревянной болванки, имеющей наружные контуры детали с припуском на толщину металла облицовки (рис. 82). Болванку центрируют в матрице по установочным кольцам. В прорези верхнего кольца заливают пескоцементную или пескоклеевую массу. После затвердевания болванку и кольцо извлекают и устанавливают дно матрицы.
Если форма детали имеет уширение по диаметру, то матрицы изготовляют с разъемом по образующим или по максимальному диаметру.
Матрица должна иметь замки, а также устройства, фиксирующие обе половинки матрицы в необходимом взаимном положении.
Листовой металл для заготовок деталей раскраивают на гильотинных (при прямых резах) или на роликовых (при обрезке по кривым) ножницах.
Обечайки свертывают на трехвалковых станках.
Наиболее рациональным способом сварки обечаек по образующей является сварка в струе защитного газа (аргонно-дуговая).
Конические заготовки должны иметь припуски по образующей величиной 25÷30 мм для зажатия зажимными устройствами. При отбортовке фланца припуск должен составлять 10-12 мм. В местах соприкосновения заготовки с матрицей диаметр заготовки должен быть менее (1—1,5 мм) диаметра матрицы.
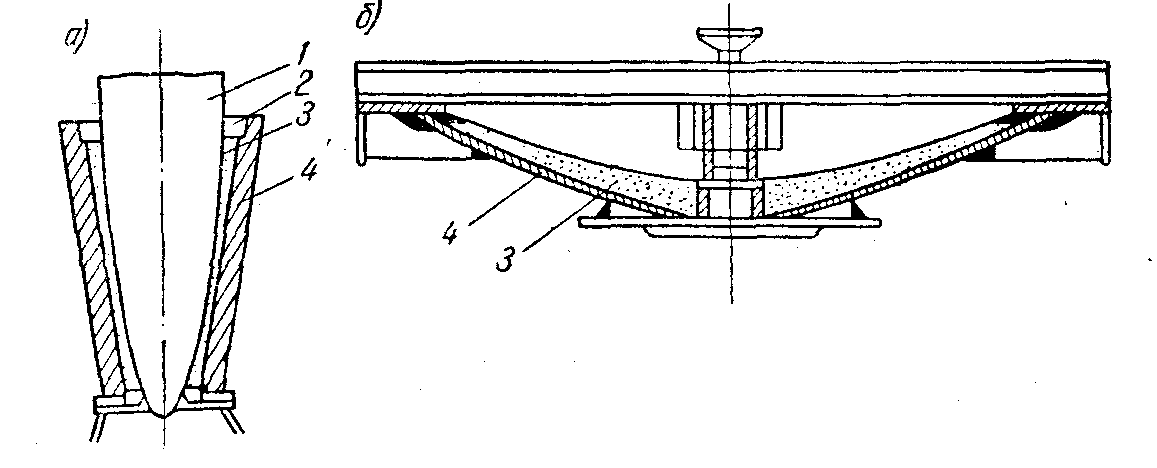
Рис. 82. Схема изготовления матрицы:
а. — для деталей типа тел вращения; б — для деталей типа днищ и сфер; 1— болванка; 2 — установочное кольцо; 3 — облицовка матрицы; 4 — корпус матрицы
При формообразовании деталей с применением резинового мешка (диафрагмы) длину образующей заготовки определяют по формуле:
![]() ,
(64)
,
(64)
где L —длина образующей заготовки;
![]() — длина
образующей детали по чертежу;
— длина
образующей детали по чертежу;
![]() —
уменьшение
длины образующей в зависимости от
—
уменьшение
длины образующей в зависимости от
степени деформации (рис. 83);
В — припуск на обрезку (8—15 мм).
Фланцы при гидроштамповке с применением диафрагмы не делают.
При расчетах размеров матриц следует учитывать упругие деформации, которые будут проявляться после снятия давления. Диаметры матрицы должны быть несколько больше диаметров детали по чертежу. Размеры матрицы рассчитывают по формуле:
![]() (65)
(65)
где
![]() — искомый диаметр матрицы;
— искомый диаметр матрицы;
![]() — диаметр детали
по чертежу;
— диаметр детали
по чертежу;
е — упругая деформация.
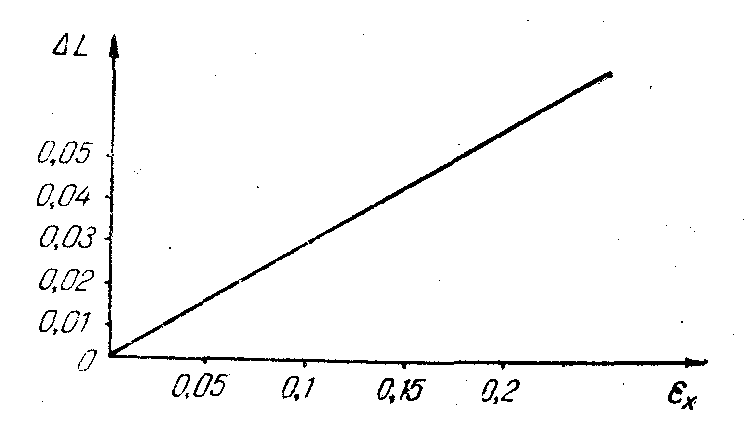
Рис. 83. График зависимости утяжки по образующей от степени деформации
Упругую деформацию подсчитывают по формуле:
![]() (66)
(66)
![]() —
истинное напряжение;
—
истинное напряжение;
Е — модуль упругости;
А — коэффициент, равный для сплавов алюминия 1,5 и для сталей типа 18—8, равный 2.
Истинное напряжение о можно определить по формуле:
![]() ,
(67)
,
(67)
где
![]() —
предел текучести;
—
предел текучести;
![]() —
деформация в
тангенциальном направлении;
—
деформация в
тангенциальном направлении;
![]() —
модуль упрочнения,
определяемый по табл. 12.
—
модуль упрочнения,
определяемый по табл. 12.
6. ФОРМООБРАЗОВАНИЕ ДЕТАЛЕЙ ИЗ ПРОФИЛЬНОГО И ЛИСТОВОГО МЕТАЛЛА НА СПЕЦИАЛЬНЫХ ПРЕССАХ
И СТАНКАХ