

8.5. Изменение металла при импульсном нагружении
При штамповке взрывом скорости деформирования заготовок в десятки и сотни раз превышают скорости деформирования при обычной штамповке. Поэтому, естественно, возникает вопрос об изменении металлов как в процессе скоростной деформации, так и в эксплуатации штампованных деталей. Исследования высокоскорост- ного деформирования металлов показали, что с увеличением скорости деформирования повышаются механические характеристи- ки материалов: предел прочности, предел текучести и уровень напряжений вдоль всей кривой текучести. При этом заметное повышение пределов прочности металла уже регистрируется при скоростях 60 70 м/сек.
Для некоторых сталей при скорости деформации 825 м/сек динамический предел текучести на сжатие на 30% выше статического.
По данным зарубежной периодической печати, при высокоскоростном деформировании относительное удлинение возрастает. Ниже приведено значение коэффициента К, представляющего собой отношение относительных удлинений при импульсной нагрузке к нагрузке, прилагаемой постепенно: для титана — 1,5; углеродистой стали — 2,3; алюминия — 2,5; инструментальной стали — 2,0; магниевых сплавов — 2,0.
Отечественный и зарубежный опыт штамповки листовых металлов подтверждает мнение, что при штамповке взрывом способность металлов, обычно применяемых в штамповочном производстве, к пластической деформации не ухудшается, а для некоторых металлов даже увеличивается. Так, у некоторых нержавеющих сталей при взрывной штамповке допустимые деформации оказались на 25% выше, чем при статической штамповке.
Фирма «Райан» сообщает, что ей удалось из листового титана отштамповать взрывом детали, для получения которых необходима была 75-процентная степень деформации металла.
Такие деформации вполне объяснимы, если учесть, что при давлениях в несколько тысяч атмосфер значительно улучшаются пластические свойства металлов. При штамповке взрывом можно создать в направлении толщины материала очень высокие давления и тем самым обеспечить более благоприятную для пластического деформирования схему напряженного состояния.
В настоящее время проведены металлографические исследования металлов, подвергнутых взрывной штамповке. При этом каких-либо изменений, отличающихся от обычных изменений структуры, вызываемых наличием пластической деформации, не наблюдалось.
8.6. Применение электрогидравлического эффекта в качестве источника энергии
Если поместить в ванну с жидкостью, обладающей ионной проводимостью, два электрода (разрядник) и включить их в источник электроэнергии, то через жидкость между электродами будет проходить электрический ток (рис. 148, а). При включении разрядника на колебательный контур (рис. 148, б) при определенных значениях напряжения на обкладках конденсатора между электрода- ми возникает разряд, при котором вокруг его зоны образуется парогазовый пузырь с повышенным давлением. Механическое воздействие жидкости на объекты, расположенные вблизи разряда, незначительно. Это объясняется тем, что канал электрического разряда с присущими ему очень высокими давлениями не соприкасается с жидкостью непосредственно, и газы, расположен- ные вокруг канала электрического разряда, амортизируют удар импульса. Если сократить время разряда и одновременно повысить мощность единичного электрического импульса, то это снизит газообразование, высокий импульс разряда будет воздействовать непосредственно на воду. Поскольку вода малосжимаема, возникнет гидравлический эффект.
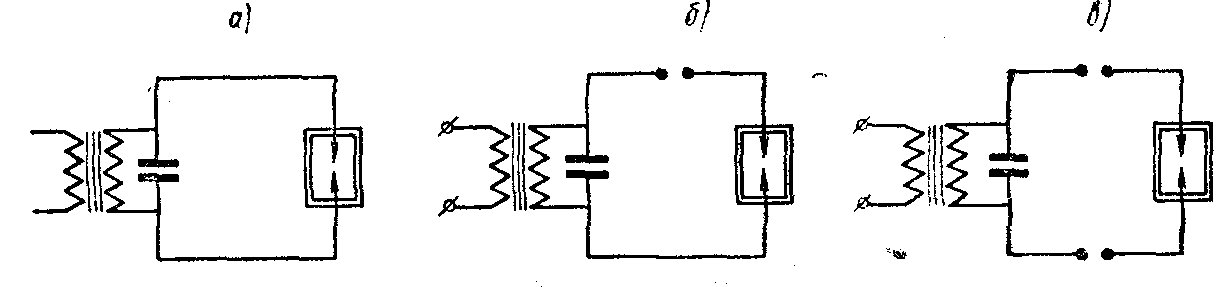
Рис. 148. Схема включения разрядника с формирующими искровыми промежутками:
a —без промежутка; б —с одним промежутком; в —с двумя промежутками
Электрические заряды можно накапливать, вводя в схему допол- нительный искровый промежуток (см. схему на рис. 148, б), называемый «формирующим искровым промежутком».
Введением в схему двух формирующих искровых промежутков (рис. 148, в) достигают большой маневренности схемы, воз-можности большего сокращения времени разряда и повышения мощности единичного импульса с исключением парогазообразо-вания.
Формирующие искровые промежутки позволяют: 1) накопить дозированные количества энергии с импульсной подачей ее на рабочий разрядник; 2) значительно сократить длительность импульса и предотвратить возникновение колебательных процессов, что обеспечит один мощный кратковременный импульс; 3) сократить время нарастания импульса и исключить возможность дугового разряда; 4) получить при данном промежутке на рабочем разряднике различные по величине им пульсы тока при различных напряжениях; 5) изменить характер разряда на основном рабочем разряднике симметричным или асимметричным регулированием формирующих промежутков, установить последовательность пробоя промежутков.
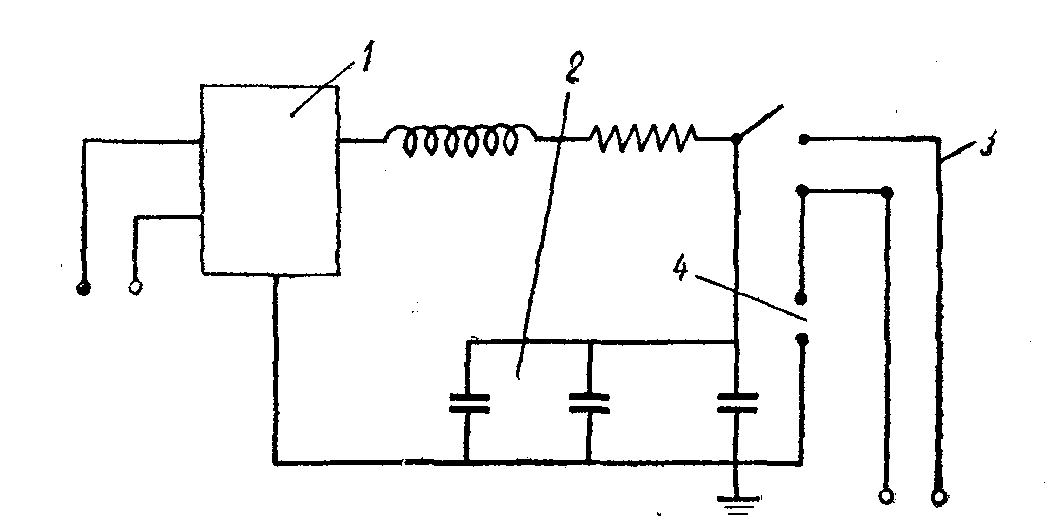
Рис. 149. Принципиальная схема промышленной установки:
1 — источник высокого напряжения; 2 — конденсаторная батарея; 3 — электроразрядник; 4 — формирующий искровой промежуток
Гидравлические импульсы, возникающие в результате разряда в жидкости, состоят из двух ударов: основного — гидравлического и дополнительного — кавитационного. Чем меньше общее время импульса тока, меньше время нарастания импульса и больше амплитуда тока, тем сильнее гидравлический удар. Нижний предел устойчивого режима работы схемы определяется длиной формирующих промежутков, обеспечивающих формирование импульсов, а также напряжением, достаточным для пробоя основного промежутка. Верхний предел режима ограничен напряжением источника питания установки, которое должно быть достаточным для пробоя всех трех промежутков.
При электрогидравлическом эффекте электрическая энергия преобразуется в механическую без промежуточных звеньев. Мгновенная мощность импульса весьма велика; так, установка мощностью 1 квт при напряжении 50—70 кв дает мощность единичного импульса более 100000 квт.
На рис. 149 приведена принципиальная схема установки для штамповки деталей. Электроразрядник вставляют в матрицу, наполненную водой и оборудованную соответствующей токо-проводящей системой. В матрице возможна установка нескольких рабочих разрядников, что обеспечивает равномерность воздействия импульсов на формоизменяемую заготовку.
Метод штамповки с применением электрогидравлического эффекта имеет следующие преимущества: 1) устраняет случайности, возможные при использовании ВВ; 2) исключает применение крупных гидравлических прессов; 3) процесс переналадки установки на штамповку новых номенклатур деталей не требует длительного времени; 4) оснастка (матрица) проста в изготовлении и не дорога.