

5.2. Напряжения и деформации, возникающие в материале заготовки
Процесс формоизменения при гидроштамповке включает три стадии: начальную, промежуточную и конечную (рис. 70, а, б, в). Деформирование заготовки начинается в зоне, имеющей больший диаметр, и далее процесс распространяется на смежные зоны.
При деформировании цилиндрических заготовок процесс формоизменения начинается с центральной части, распространяясь к торцам.
Рассмотрение
напряжений и деформаций в материале
заготовки объясняет эти явления и, кроме
того, дает возможность определить
необходимую величину давления жидкости.
В результате воздействия давления Q
на коническую
заготовку в ней возникают напряжения:
растягивающие
![]() в меридиональном и
в меридиональном и
![]() —в
тангенциальном направлениях (рис. 71).
деформация заготовки происходит по
трем направлениям (главным осям
деформации).
—в
тангенциальном направлениях (рис. 71).
деформация заготовки происходит по
трем направлениям (главным осям
деформации).
В тангенциальном
направлении (ось X)
действует
деформация, характеризующая основное
формоизменение заготовки. Обозначим
относительную деформацию по оси X
через
![]() и
соответственно
и
соответственно
![]() и
и
![]() — по осям Υ
и Ζ.
— по осям Υ
и Ζ.
Относительную деформацию гх можно выразить через отношение разности длин окружностей детали и заготовки, проходящих через одну и ту же точку на их поверхностях, к длине окружности заготовки, т. е.
![]() (52)
(52)
где r3 — радиус заготовки в данной точке;
![]() — радиус детали
в той же точке.
— радиус детали
в той же точке.
Максимальное значение будет в том месте, где разность радиусов детали и заготовки будет наибольшей.
Чтобы не превысило значения относительного удлинения δ для данного материала, необходимо произвести проверочный расчет. Поскольку заготовки обычно имеют сварной шов по образующей, пластичность которого на 15-^-20% ниже, чем основной металл, допустимое максимальное значение гх должно удовлетворять соотношению:
![]() .
.
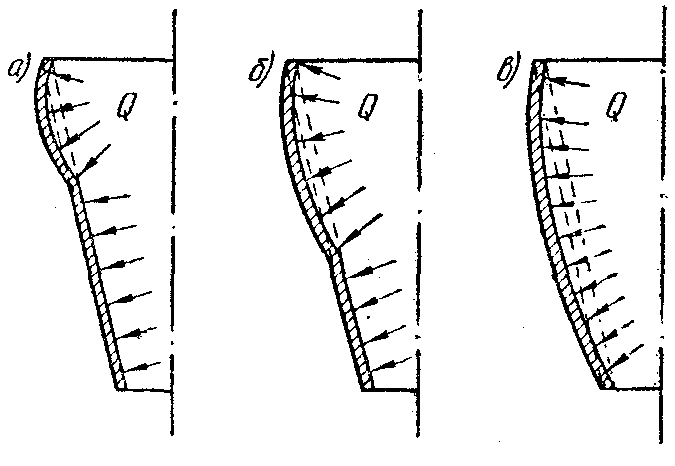
Рис. 70. Стадии процесса формоизменения заготовки
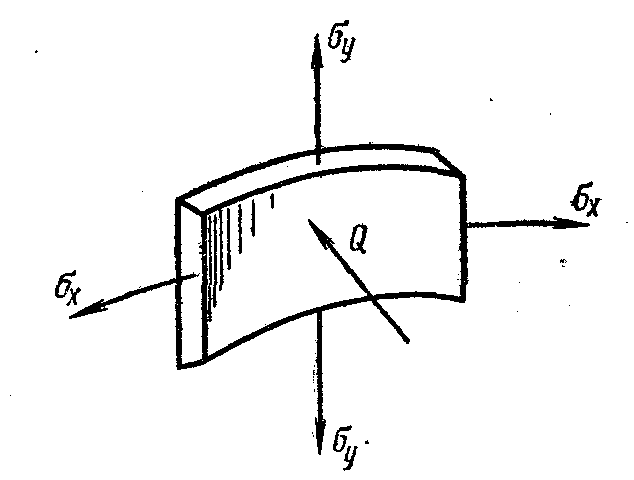
Рис. 71. Схема напряжений и деформаций, действующих на заго- товку при гидроштамповке
Если это соотношение не выдерживается, заготовка должна иметь образующую в виде ломаной линии, что резко уменьшит разность радиусов, а следовательно, и максимальное значение (рис. 72). Точку на образующей, имеющую максимальную разность радиу- сов, находят графическим методом Для этого вычерчивают образу- ющую в масштабе 1 : 1 или 3 ;2 и разбивают ее на 5—10 участков. Затем измерениями находят максимальную разницу радиусов.
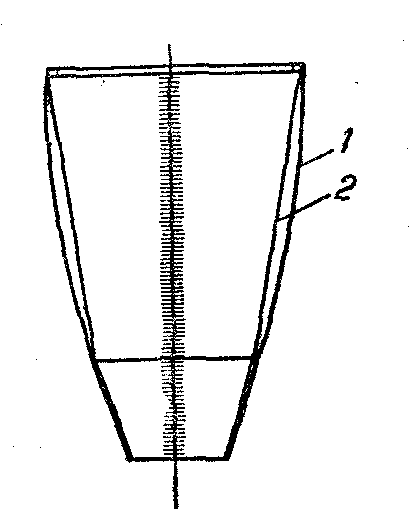
Рис. 72. Схема заготовки с ломаной образующей:
1— деталь; 2 — заготовка
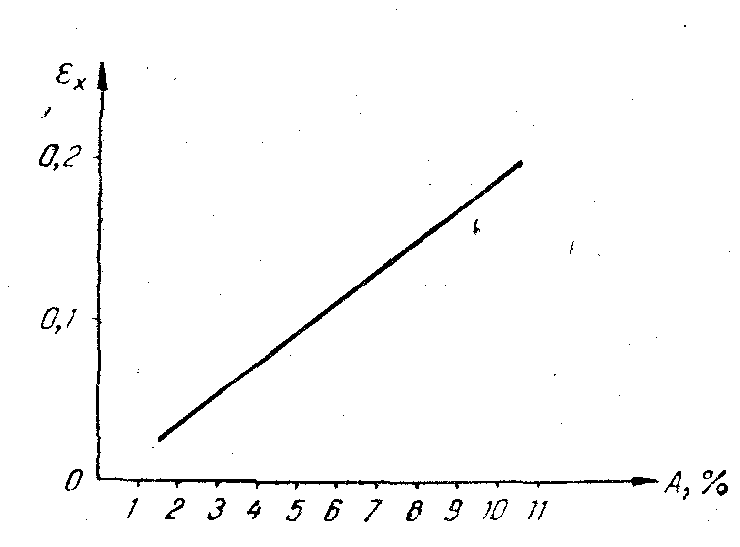
Рис. 73. График зависимости утонения металла от относительной деформации по оси X
Относительная деформация в направлении z (радиальном) характе- ризующая утонение материала, может быть выражена, формулой:
![]() (53)
(53)
где
![]() — толщина стенки детали;
— толщина стенки детали;
![]() — толщина стенки
заготовки.
— толщина стенки
заготовки.
Максимальное
утонение
![]() будет
соответствовать участку с максимальной
деформацией по оси X. Относительная
деформация в направлении Y, характеризующая
изменение длины образующей, выражается
соотношением:
будет
соответствовать участку с максимальной
деформацией по оси X. Относительная
деформация в направлении Y, характеризующая
изменение длины образующей, выражается
соотношением:
![]() (54)
(54)
Удлинение
образующей (+![]() )
будет при деформировании без перемещения
фланца. В том случае, когда перемещение
краев заготовки свободно, образующая
будет укорачиваться (—
).
При формоизменении конусных заготовок
формообразование происхо- дит в
основном за счет деформации по оси X,
что определяет утоне- ние материала.
Следует отметить, что между относительной
дефор- мацией
и
величиной А, выражающей утонение
металла в процен- тах, существует
прямолинейная зависимость. На рис. 73
дан график этой зависимости. Такая
зависимость является приближенной, но
достаточной для практических целей.
)
будет при деформировании без перемещения
фланца. В том случае, когда перемещение
краев заготовки свободно, образующая
будет укорачиваться (—
).
При формоизменении конусных заготовок
формообразование происхо- дит в
основном за счет деформации по оси X,
что определяет утоне- ние материала.
Следует отметить, что между относительной
дефор- мацией
и
величиной А, выражающей утонение
металла в процен- тах, существует
прямолинейная зависимость. На рис. 73
дан график этой зависимости. Такая
зависимость является приближенной, но
достаточной для практических целей.
При свободном
перемещении края заготовки (схема с
диафрагмой в виде резинового мешка)
укорачивается образующая, которая
также может быть выражена линейной
зависимостью от
.
На рис. 74 приведен график зависимости
утяжки
![]() %
от относительной деформации
.
%
от относительной деформации
.
Необходимую величину давления для формообразования деталей из конических и цилиндрических заготовок рассчитывают по формуле:
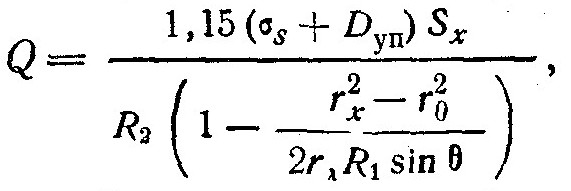 (55)
(55)
где Q— давление, необходимое для формообразования
детали;
![]() —
предел текучести
при линейном растяжении;
—
предел текучести
при линейном растяжении;
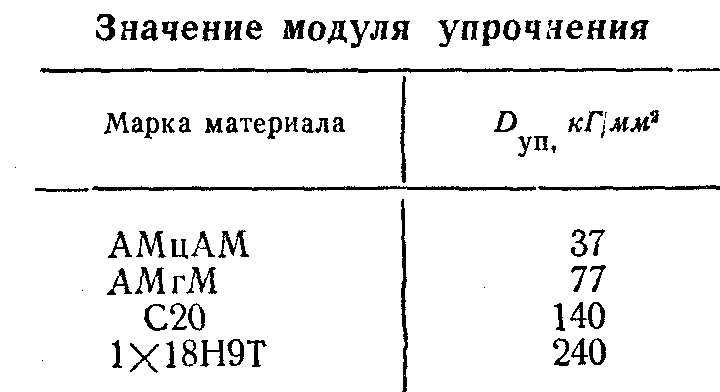
![]() — модуль упрочнения
(табл. 12);
— модуль упрочнения
(табл. 12);
![]() — толщина
деформированной оболочки (в зависимости
от степени деформации
— толщина
деформированной оболочки (в зависимости
от степени деформации
![]() );
);
R
и R![]() — радиусы (рис. 75, а);
— радиусы (рис. 75, а);
r![]() и r
и r![]() — радиусы (рис, 75, а).
— радиусы (рис, 75, а).

Рис. 74. График изменения длины образующей заготовки в зависимости от относительной деформации по оси X
Таблица 12
Эта формула получена из условий равновесия некоторого элементарного элемента, вырезанного из оболочки (рис. 75, б).
При проектировании всех действующих сил на нормаль получим:
![]() (56)
(56)
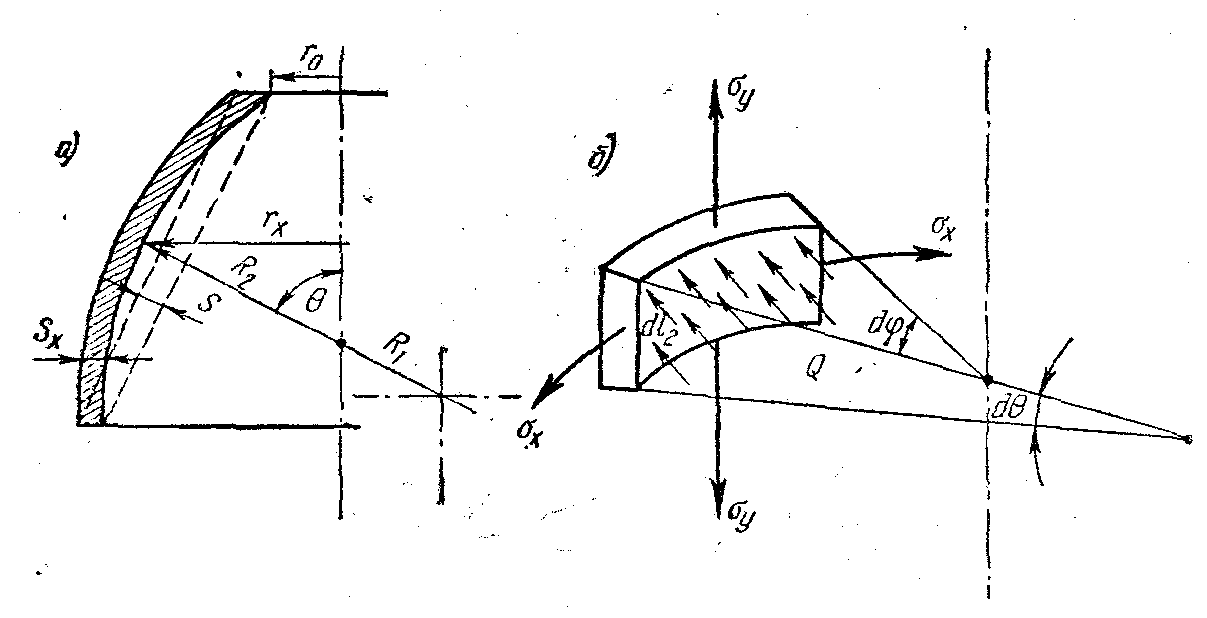
Рис. 75. Схема напряжений и деформаций, действующих на заготовку:
а — общий вид формуемой оболочки; 6 — элементарный элемент, вырезанный из оболочки
Так как
![]()
то
![]() (57)
(57)
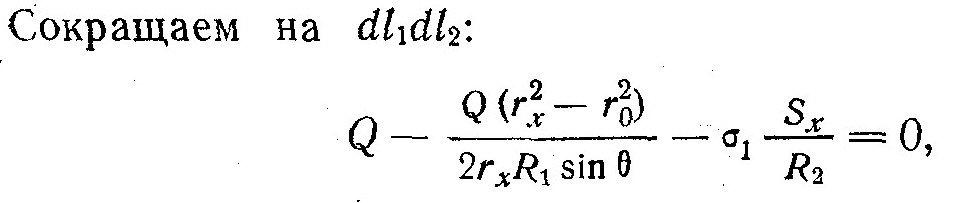
Из условий равновесия элементарного элемента, вырезанного из оболочки, при проектировании сил на ось Y получим:
![]() (58)
(58)
откуда
![]() (59)
(59)
подставляем значение в первую формулу:
![]() (60)
(60)
 (61)
(61)
 (62)
(62)
Для ориентировочных подсчетов можно использовать упрощенную формулу:
![]() (63)
(63)
где
![]() — предел прочности на разрыв;
— предел прочности на разрыв;
S — толщина заготовки;
R — радиус детали (по образующей) (см. рис. 75, а).