

4.2. Технология изготовления деталей
Несмотря на многообразие форм деталей, штампуемых на пада- ющих молотах, технологический процесс их изготовления всегда состоит из следующих основных операций: 1) раскроя заготовок; 2) подготовки заготовок под штамповку; 3) штамповки; 4) калибровки; 5) доводки.
4.2.1. Раскрой заготовок
Заготовки обычно раскраивают централизованно в заготовитель- ных отделениях листоштамповочных цехов и в зависимости от их геометрии применяют гильотинные, роликовые или вибрационные ножницы. Разметка формы заготовки зависит от геометрии детали, однако почти всегда предусматривают припуск на обрезку.
Величина припуска колеблется в пределах 20…25 мм на сторону. Для упрощения раскроя стремятся пр идать заготовке
прямолинейные очертания, если при этом излишек материала не будет ухудшать условий деформации.
Размеры заготовки следует рассчитывать, исходя из развертки детали на плоскости. Однако наличие глубокой вытяжки может существенно исказить результаты расчета. Правильность выбора заготовки определяют пробной штамповкой, после чего размеры заготовки корректируют. Для деталей, имеющих небольшую глуби- ну вытяжки и относительно несложную форму, припуск в заготовке можно не предусматривать, однако это требует точной фиксации заготовки на матрице. Фиксацию заготовки на матрице производят по контуру заготовки или по шпилечным отверстиям, которые долж- ны иметь строгую координацию как в заготовке, так и в штампе.
4.2.2. Подготовка заготовок под штамповку
Эта операция заключается в гибке, надрезке и разводке отдельных мест заготовки, что облегчает дальнейшее ее формоизменение в штампе. Этим сокращают количество переходов при штамповке и уменьшают гофрообразование. Обычно такую подготовку ведут для заготовок из толстых листовых материалов (свыше 2…3 мм).
4.2.3. Штамповка
Известно два способа штамповки: с вытяжкой или с обжимом (рис. 66).
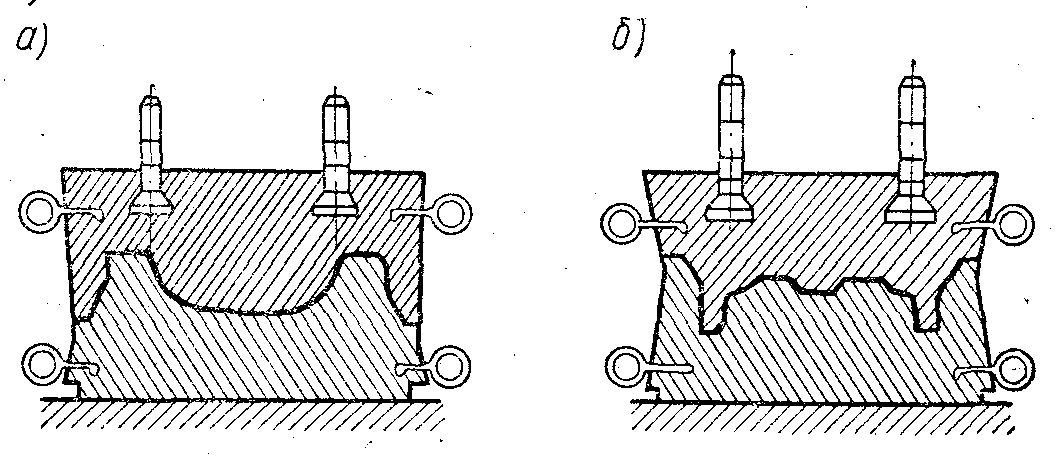
Рис. 66. Схемы штамповки: а — с вытяжкой; б — с обжимом
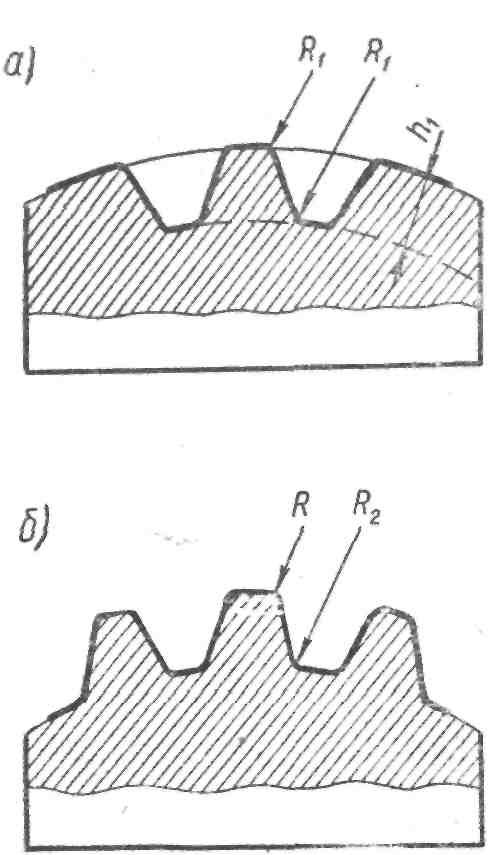
Рис. 67. Схема многопереходной штамповки: а — первый переход; б — второй переход
При штамповке с вытяжкой выпуклая часть детали направлена вниз, и матрицу закрепляют на столе молота; при штамповке с обжимом выпуклая часть детали направлена вверх, и матрицу закрепляют на стесселе молота. Первый способ позволяет лучше укладывать заготовку на матрице и дает возможность править гофры, не снимая детали с матрицы. Этот способ целесообразен при штамповке деталей, требующих глубокой вытяжки.
Второй способ применяют при штамповке деталей, имеющих неглубокую вытяжку, при достаточно сложных поверхностных контурах.
Многопереходная штамповка деталей сложной формы показана на рис. 67.
Как видно на
рисунке, радиусы
больше радиусов
![]() .
.
Обычно принимают
>
.
При
=
2R2
улучшаются
условия подачи материала в выемки. С
этой же целью размер углубления
![]() принимают на 5
8%
меньше того же размера по второму
переходу. Рационально в этом случае
штампы первого перехода делать по схеме
вытяжки, а второго — по схеме обжима.
принимают на 5
8%
меньше того же размера по второму
переходу. Рационально в этом случае
штампы первого перехода делать по схеме
вытяжки, а второго — по схеме обжима.
4.2.4. Калибровка
Доведения детали до размеров, указанных на чертеже, достигают одним-двумя ударами максимальной силы. Ударный характер при- ложения нагрузки снижает эффект пружинения, что позволяет сузить допуски на размеры детали.