

5.3. Оборудование при гидроштамповке
В соответствии с классификацией деталей, изготовляемых; гидро- штамповкой, разработаны установки для формообразсн вания дета- лей.
5.3.1. Установка для изготовления полых деталей формы тел
вращения (без дна) с непосредственным воздействием
жидкости на заготовку
Эту установку применяют для формообразования деталей II класса. Края заготовки при ее формоизменении не перемещаются. Установка показана на рис. 76: корпус 1 матрицы облицован внутри слоем пластмассы. Крышка корпуса матрицы оборудована пневматическим устройством, обеспечивающим герметизацию полости А от полости В. Пневматический цилиндр 3 закреплен на зажимном диске 12, имеющем резиновый обод 10. Поршень 9, снабжен полым штоком 8, через который проходит направляющая 7. В нижней части шток оборудован вторым диском 6 с резиновым обо дом 5. При впуске воздуха в полость над поршнем верхний и нижний диски упираются резиновыми ободами соответственно в верхнюю крышку и дно корпуса матрицы.
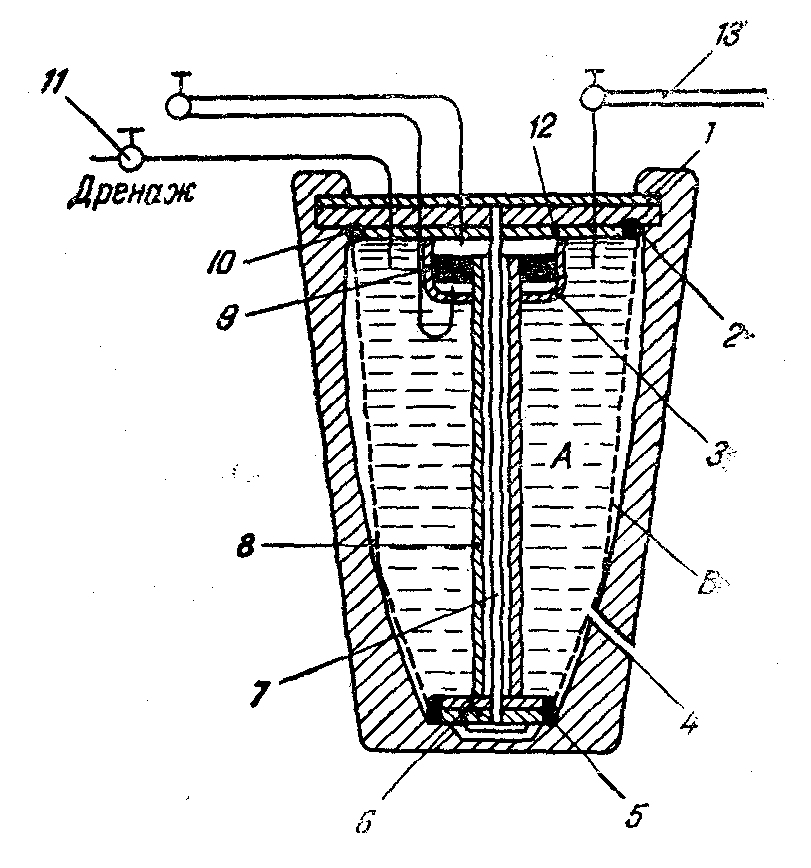
Рис. 76.Схема установки для гидроштамповки полых деталей типа тел вращения (без дна)
Резина при этом зажимает края заготовки и герметизирует полость А от полости В.
Крышка матрицы имеет запорные устройства, удерживающие ее на месте. Крышка и запорные устройства воспринимают все усилия при штамповке.
При установке заготовки матрица должна быть заполнена водой. В полость А через патрубок 11 подается жидкость под высоким давлением. Некоторое количество оставшегося воздуха в полости А выпускается через вентиль 13. Вода, находящаяся в полости В при формировании заготовки, выжимается через отверстия 4.
По доведении давления жидкости в полости А до заданной вели- чины давление снижается, открывается крышка матрицы, и при помощи тельфера крышка с пневмоустроиством извлекается из матрицы. Затем извлекают отштампованную деталь и закладывают новую заготовку. Спуск воды из матрицы не нужен.
5.3.2. Установка для подачи воды под высоким давлением в полость матрицы
Установка (рис. 77) состоит из баллона 1, содержащего сжатый воздух под давлением 200 ат, баллона 3 с водой давлением 15—20 ат и системы трубопроводов с вентелями. Трубопровод от вентиля 5 присоединяют к установке. Через него подают воду под высоким давлением в полость матрицы. Для этого открывают вентиль редуктора, и сжатый воздух через него поступает в баллон 3, выдавливая из него воду в трубопровод, ведущий к матрице. При доведении давления до заданного вентиль редуктора закрывают и сжатый воздух выпускают через вентиль 4. Затем закрывают вентиль 5, отсоединян установку от полости матрицы, и открывают вентиль 2 для заполнения баллона 3 водой из водопроводной сети.

Рис. 77. Схема установки для подачи воды под высоким давлением
Далее вентиль 2 и 4 закрывают, и установка для подачи воды под давлением готова к следующему циклу штамповки. Все вентили, а также контрольные манометры размещают на пульте управления, расположенном вблизи матрицы. Для создания давления в полости матрицы можно применять гидронасосные установки с аккумулято- рами.
5.3.3. Установка для изготовления полых деталей (с дном и без дна) формы тел вращения с воздействием жидкости на заготовку через диафрагму.
Эту установку применяют для формирования деталей I и II классов. При формоизменении перемещаются края заготовки детали. Установка показана на рис. 78. Корпус 1 матрицы внутри облицован пластмассой. Он закрывается крышкой 2, к которой прикреплен резиновый мешок (диафрагма) 3. В резиновом мешке расположен кожух 4. При подаче через штуцер воды под давлени- ем вода заполняет щель 5 и поступает в полость между кожухом и диафрагмой. Диафрагма раздувается и воздействует на заготовку 6, деформирует ее и придает необходимые контуры в матрице.
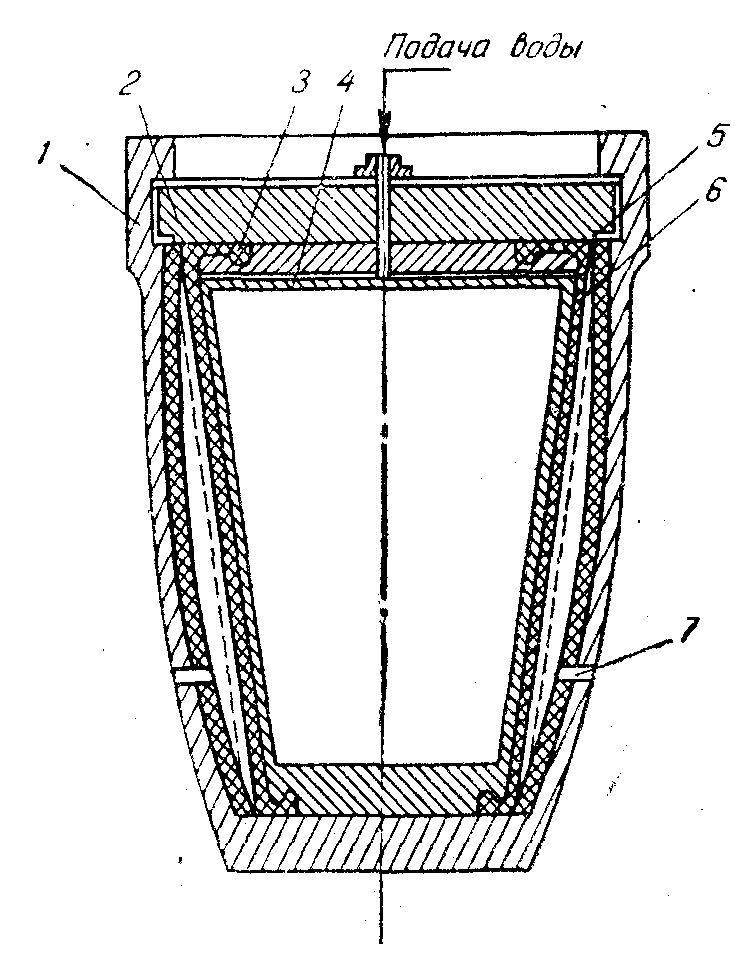
Рис. 78. Схема установки для гидроштамповки полых деталей формы тел вращения с дном и без дна
За счет удлинения резинового мешка по образующим нижний торец диафрагмы прижимается к дну матрицы. Если заготовка имеет внутреннюю отбортовку в нижней части, торец диафрагмы создает уплотнение. Наличие кожуха резко уменьшает расход воды под высоким давлением. Воздух из полости между заготовкой и корпу- сом при штамповке выпускается через отверстия 7. Вода под высоким давлением подается по баллонной схеме или от гидроакку- мулятора с насосом высокого давления.