

3.3. Ударная штамповка резиной
При ударной штамповке резиной производится удар по жесткому формоизменяющему элементу с уложенной на нем заготовкой, резиновой подушкой, заключенной в контейнер. В данном случае для формоизменения заготовки используют кинетическую энергию частей, движущихся вместе с резиновой подушкой.
Ударную штамповку обычно ведут с использованием листоштам- повочных молотов типа МЛ, однако это не исключает применения молотов другого типа.

Рис. 50. Схема установки для ударной штамповки резиной:
1 — стессель молота;; 2 — резиновая подушка; 3 — контейнер; 4 — жесткий формоизменяющий элемент; 5 — рабочий стол; 6-колонна молота; 7- заготовка детали
Схема установки для ударной штамповки приведена на рис. 50. Контейнер закрепляют на стесселе молота. Жесткий формоизменя- ющий элемент штампа (пуансон) устанавливают на рабочем столе молота. Пуансон должен свободно входить в контейнер с зазорами порядка 3—4 мм. Под влиянием удара в резиновой подушке разви- ваются давления, и подушка обжимает заготовку по жесткому формоизменяющему элементу.
При ударной штамповке резиной применяют три схемы (рис. 51): I схема —без прижима с резиновой подушкой, работающей в качестве пуансона; II схема — без прижима с резиновой подушкой, работа- ющей в качестве матрицы; III схема — с прижимом заготовки и резиновой подушкой, работающей в качестве пуансона.
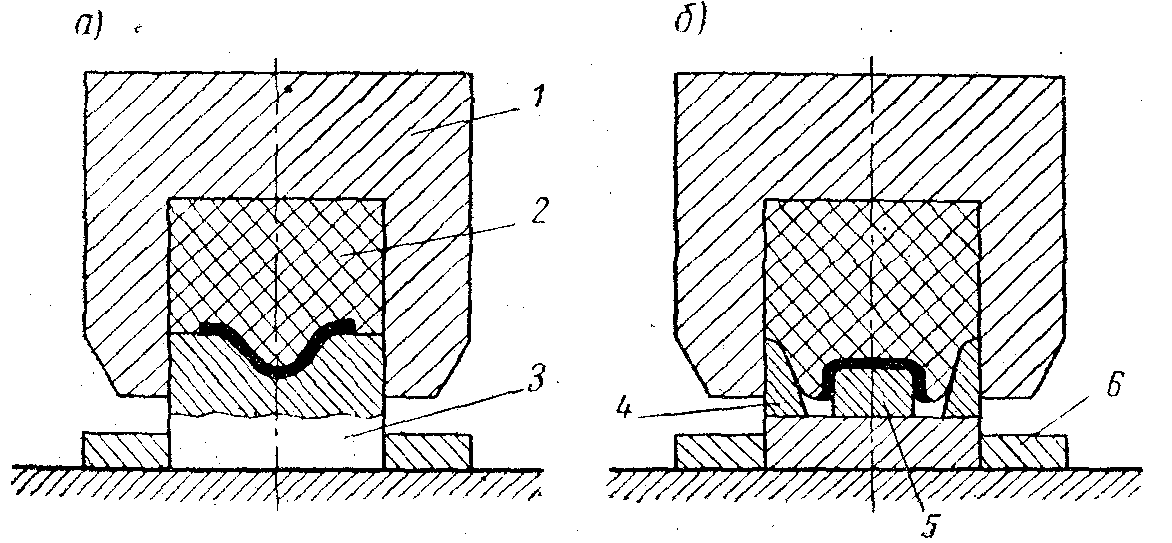
Рис. 51. Схемы ударной штамповки резиной:
а — резина работает в качестве пуансона; б — резина работает в качестве матрицы; 1 — контейнер; 2 — резиновая подушка; 3- мат- рица; 4 — подпор; 5 — пуансон; 6 — центрирующая плита
Величина максимального давления, развиваемого резиновыми подушками, зависит от веса падающих частей молота и высоты, с которой они падают, что определяет силу удара.
В ряде случаев при больших степенях деформаций штамповку производят за несколько ударов нарастающей силы, при этом в зонах с максимальной степенью формоизменения подкладывают резину или принимают другие меры, ограничивающие степень формоизменения.
Иногда применяют промежуточные отжиги. Такая система штамповки позволяет сократить количество необходимой оснастки, так как на одной и той же матрице можно штамповать несколько переходов.
В ряде случаев при проектировании процессов штамповки необходимо знать величину давления, развиваемого резиновой подушкой при ударе, т. е. определить QP:
![]() (38)
(38)
где Q p — давление, развиваемое резиновой подушкой;
Нс — высота подъема стесееля;
G — вес падающих частей;
F—рабочее зеркало резиновой подушки.
Давление резиновой подушки Qp легко определить из условия равенства кинетической энергии падающих частей штампа а энергии деформации подушки:
![]() (39)
(39)
Кинетическая энергия падающих частей штампа:
![]() (40)
(40)
где G—общий вес падающих частей (включая вес контейнера);
Vo —скорость падающих частей в момент контакта резины с матрицей.
Определим потенциальную энергию деформации резиновой по- душки.
Из теории пластичности известно, что удельная энергия деформированного элемента тела равна:
![]() (41)
(41)
где
![]() напряжения в конце процесса деформирования
по осям х, у,
z;
напряжения в конце процесса деформирования
по осям х, у,
z;
![]() — соответствующие
этим напряжениям деформации.
— соответствующие
этим напряжениям деформации.
Деформацией контейнера пренебрегаем, полагая, что он представля- ет собой абсолютно жесткую систему. Тогда деформации
ε2 = ε3 = 0,
и выражение (41) принимает для этого случая следующий вид:
![]() (42)
(42)
Потенциальная энергия резиновой подушки будет выражена соотношением;
![]() (43)
(43)
где R — радиус рабочего зеркала резиновой подушки,
Η — толщина резиновой подушки,
Деформация резиновой подушки может быть выражена через додуль объемного сжатия резины Ер = 21 000 кГ/см:
![]() (44)
(44)
но напряжение
![]() соответствует давлению, развиваемому
рези- новой подушкой, т. е.
соответствует давлению, развиваемому
рези- новой подушкой, т. е.
![]() .
.
Следовательно,
![]() (45)
(45)
Тогда
![]() (46)
(46)
Подставляя в
формулу (39) значения![]() и
и
![]() ,
получаем:
,
получаем:
![]()
откуда после преобразований получаем:
![]() (47)
(47)
где V0-скорость,
меньшая скорости свободного падения
движущихся частей штампа.
![]() ,
так как существуют силы трения в
направляющих штампа, замедляющие
движение штампа. Значения
,
так как существуют силы трения в
направляющих штампа, замедляющие
движение штампа. Значения
![]() приведены
в табл. 1.1.
приведены
в табл. 1.1.
Расчет по этим соотношениям дает точность, достаточную для практики. Более точные соотношения требуют учета уширения контейнера при ударе, деформаций системы молота и учёта других факторов. Однако соотношения получаются очень сложными и в практике трудно применимыми.
Основными достоинствами метода ударной штамповки резиной являются следующие:
1. Отсутствие гидропрессов. Молоты, применяемые при ударной штамповке резиной, устроены значительно проще.
Расчеты и экспериментальные работы показывают, что энергия одного удара молота типа МЛ с массой падающих частей 1 000 кг при использовании максимального подъема стесселя достаточна для штамповки деталей, которые при обычной штамповке резиной потребовали бы гидропресс с усилием 4…5 МН. Молот типа МЛ с массой падающих частей 5 000 кг эквивалентен гидравлическому прессу 20…25 МН.
2. Оснастка проста в изготовлении; не требуется подгонки матрицы под пуансон. Один из формоизменяющих элементов универсален и представляет собой резиновую подушку.
3.Кратковременность контакта резиновой подушки с заготовкой допускает изменение формы заготовок в нагретом виде.
4.Импульсный характер деформирования допускает большие степени формоизменения, т. е. уменьшение количества переходов.
Основным недостатком метода ударной штамповки резиной является некоторая ограниченность максимальных размеров штампуемых деталей и комплекса выполняемых операций.