

2.4.5 Вытяжка
Операцию вытяжки можно выполнять по различным схемам: 1) с резиной, работающей в качестве пуансона без прижима;
с резиной, работающей в качестве пуансона с прижимом;
с резиной, работающей в качестве матрицы с прижимом.
П ри
схемах с прижимом в зависимости от
усилия прижима возможна вытяжка с
перемещением фланца детали (рис. 31, а)
и без его перемещения (рис. 31, б).
ри
схемах с прижимом в зависимости от
усилия прижима возможна вытяжка с
перемещением фланца детали (рис. 31, а)
и без его перемещения (рис. 31, б).
Рис. 31. Схема вытяжки с резиной, работающей в качестве пуансона:
а — без прижима; б — с прижимом
В зависимости от геометрии детали, толщины и марки металла рационально применять ту или иную схему. Руководствуются при этом следующими основными положениями. При неглубокой вытяжке, когда высота детали не достигает минимального ее размера в плане, могут быть применены схемы без прижима. При глубокой вытяжке используют схему с прижимом и с резиной, работающей в качестве матрицы. Следует также учитывать, что при схемах с перемещением фланца утонение металла будет меньше, чем при вытяжке без перемещения фланца.
Вытяжку резиной, работающей в качестве пуансона, рационально применять при штамповке деталей, имеющих относительно малые габариты формоизменяемого рельефа, определяемые критерием Кр, характеризующим отношение толщины материала заготовки детали к минимальному радиусу кривизны штампуемого рельефа, т. е.
 (27)
(27)
Это соотношение должно находиться в определенных пределах:
для сталей (20, 1Х18Н9Т):
![]()
для дуралюмина:
Пределы штампуемости материала определяются несколькими критериями. Критерием Кш характеризуется степень формоизменения. Этот критерий при неглубокой вытяжке является соотношением максимальной глубины штампуемой детали hмакс к наименьшему линейному размеру в плане 1мин (рис. 32), т. е.
![]() (28)
(28)
Значения Кш для схем с прижимом при неподвижном фланце принимают в этих же пределах, причем меньшие значения — для мягких материалов, большие — для твердых.
При схемах с перемещением фланцев (детали типа патрубков) Кш принимают равным 0,6.
Критерием Кв, характеризующим допустимую степень формоизменения при глубокой вытяжке цилиндрических деталей из листовых заготовок, является отношение диаметра заготовки к диаметру изготовляемой детали:
![]() (29)
(29)
 где
Do
— диаметр заготовки; d
— диаметр детали.
где
Do
— диаметр заготовки; d
— диаметр детали.
Рис. 32. Схемы деталей с элементами неглубокой вытяжки.
При завышении коэффициентов Кш и Кв возможно, недопустимое утонение стенок и гофрообразование.
Для схемы без перемещения фланца потребное давление, развиваемое резиновой подушкой, определяет по формуле:
![]() (30)
(30)
Н![]() аименьшие
радиусы рельефа детали (сопряжение дна
и стенки), которые можно получить при
схеме с перемещением фланца, определяют
по формуле:
аименьшие
радиусы рельефа детали (сопряжение дна
и стенки), которые можно получить при
схеме с перемещением фланца, определяют
по формуле:
(31)
При штамповке рельефа типа рифта следует учитывать некоторую специфику (рис. 33).
Критерием Кж степени формообразования рифтов для материалов толщиной 0,5…2,0 мм служит отношение глубины рифта hмакс к его ширине:
![]()
(32)
где hмакс — глубина рифта; А — ширина рифта
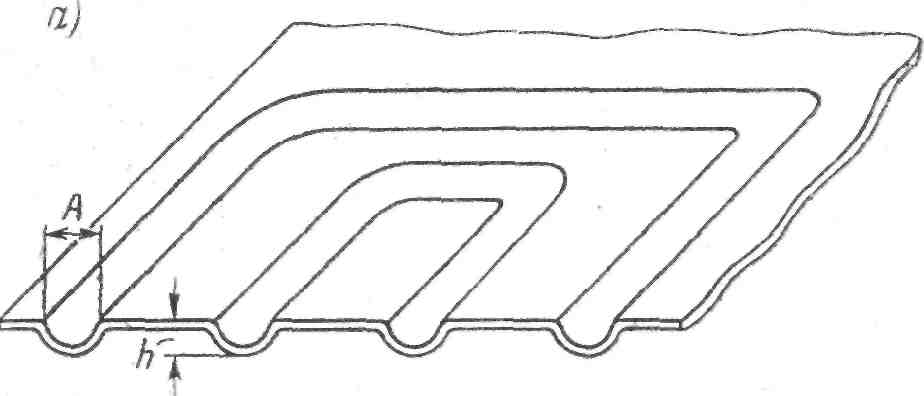
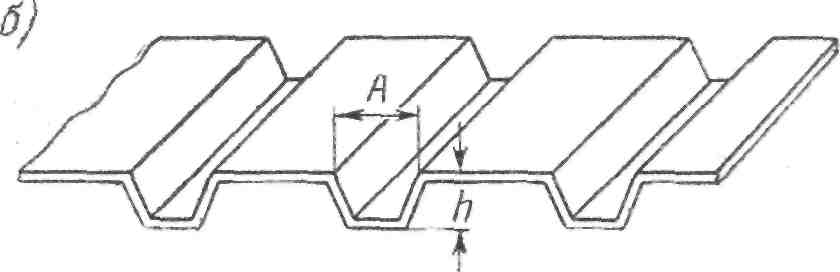
Рис. 33. Рифты: а – овальный; б – трапецевидный.
Штамповку деталей типа обтекателей и неглубоких днищ если необходимо, проводят в два-три перехода с применением резиновых прокладок и промежуточных отжигов.
Штамповка деталей типа полупатрубков вытяжкой также требует учета некоторой специфики.
Величину необходимого давления для штамповки полупатрубка (рис. 34) определяют по формуле:
![]()
, (33)
а ширину заготовки по формуле:
![]()
Рис. 34. Схема вытяжки патрубка.
Штамповку полупатрубков ведут в два перехода: при первом переходе применяют прокладку из резинового листа, а второй переход является калибрующим.
Вытяжку резиной, работающей в качестве матрицы при жестком пуансоне с прижимом, применяют при формообразовании деталей с замкнутым контуром, имеющих элементы глубокой вытяжки. На рис. 35 представлены схемы типовых деталей, штампуемых этим методом.
Сущность процесса вытяжки резиновой матрицей при жестком пуансоне с прижимом заключается в следующем (рис. 36): листовую заготовку располагают между прижимом и резиновой подушкой (матрицей), заключенной в контейнер; жесткий пуансон с контуром, соответствующим внутреннему обводу детали, вжимается в резиновую подушку при одновременном прижиме к ней фланцев заготовки.
Возможны два варианта этой схемы. По первому варианту процесс протекает при неподвижном прижиме за счет вдавливания пуансона в матрицу при соответствующем перемещении контейнера. При втором варианте пуансон неподвижен, а прижим опускается.
Этот способ вытяжки применим к деталям из сплавов алюминия и из сталей (малоуглеродистых и нержавеющих), при этом степень формоизменения по сравнению с вытяжкой в стальных инструментальных штампах может быть на 20…30% больше.
Утонение металла при вытяжке резиновым пуансоном существенно уменьшается, поскольку почти нет трения между заготовкой и резиновым пуансоном.
Степень деформации при вытяжке цилиндрических деталей определяется коэффициентом вытяжки mо, который равен:
mо=d/D0 (35)
 где
d
– диаметр детали; D0
– диаметр заготовки.
где
d
– диаметр детали; D0
– диаметр заготовки.
Рис. 35. Типовые детали, штампуемые резиной, работающей в качестве матрицы при жестком пуансоне с прижимом.
Чем меньше по величине коэффициент т, тем больше степень деформации. Поэтому коэффициент вытяжки служит показателем интенсивности процесса формоизменения.
Для каждого материала опытным путем определен предельный коэффициент вытяжки, позволяющий рассчитывать диаметр детали, которую можно вытянуть из данной заготовки. Если вытяжка детали требует коэффициент, значение которого меньше предельного, то вытяжку производят в два или несколько переходов.
 Р
Р
 ис.
36. Схема штамповки резиновой матрицей
при жестком пуансоне с прижимом:
ис.
36. Схема штамповки резиновой матрицей
при жестком пуансоне с прижимом:
а - до штамповки; б - после штамповки; 1 - листовая заготовка; 2 - прижим; 3 - резиновая подушка; 4 - пуансон; 5 - контейнер
Для второго и последующих переходов коэффициент вытяжки представляет отношение последующего диаметра к предыдущему, т. е.

П одбор
коэффициента вытяжки и диаметров по
переходам ведут по соотношениям:
одбор
коэффициента вытяжки и диаметров по
переходам ведут по соотношениям:
где mi — коэффициенты вытяжки по переходам;
di — внешние диаметры по переходам.
Численные значения коэффициентов вытяжки находят по справочникам в зависимости от материала детали. Следует отметить, что для первого перехода коэффициент вытяжки численно меньше, чем для последующих. Между переходами применяют термическую операцию для придания материалу пластичности.
ной формы коэффициенты вытяжки зависят от длины прямолинейного участка грани как функции радиуса сопряжения прямолинейных участков. На рис. 37 приведен график этой зависимости.
1R
2R
3R
4R
5R
67 8R
Рис. 37. График
зависимости коэффициента вытяжки как
функции прямолинейного участка и
радиуса сопряжения
енты вытяжки при штамповке резиной дают возможность штамповать детали сложной формы за один переход, в то время как при других методах штамповки количество переходов будет много больше. В этом существенное преимущество метода штамповки резиной.
Для алюминиевых сплавов рекомендуются давления резиновой матрицы от 0 до 30…40 МПа, а для сталей С20; 1Х18Н9Т — от нуля до 70…120 МПа. Конечное давление зависит от коэффициента вытяжки, толщины штампуемого металла и радиуса сопряжения вертикальной стенки детали с фланцем.
Для получения хороших результатов режим изменения давлений должен протекать по определенному закону; Если нарастание давления резины относительно хода пуансона будет замедленным, то возможно гофрообразование и, наоборот, при избыточном давлении в зависимости от хода пуансона возможен прорыв материала. Это объясняется тем, что давление со стороны резины определяет усилие прижима, а относительный ход пуансона - степень формоизменения.
Таким образом, при вытяжке резиновой матрицей при жестком пуансоне с прижимом давление последнего переменно л непрерывно возрастает, что при отсутствии трения между заготовкой и матрицей дает возможность увеличить степень формоизменения (увеличения степени вытяжки -и уменьшения коэффициента вытяжки) по сравнению с вытяжкой другими методами.
Выбор величины давления и скорости его нарастания в зависимости от хода пуансона делают по номограммам и таблицам, приведенным в соответствующих справочниках по холодной штамповке.