

2.6. Оснастка, особенности её конструирования и изготовления
2.6.1. Контейнеры
Конструкции контейнеров очень разнообразны. Контейнеры могут быть литыми, сварными из пластин, из пластин на шпильках, сварные с ребрами и др. (рис. 38).
По форме рабочей полости наиболее рациональными контейнерами с точки зрения распределения нагрузок являются цилиндрические. Однако, учитывая геометрию детали и желательность наиболее полного использования площади подштамповой плиты, делают контейнеры других форм (прямоугольного ή эллиптического сечений). Размеры контейнеров определяют по усилию пресса и необходимому давлению для штамповки деталей.
Контейнеры по существу своей работы являются емкостями, работающими под большими внутренними давлениями (100 — 1200 ат), и на них распространяются нормы и порядок эксплуатации, установленные Госгортехнадзором. Каждый вновь изготовленный контейнер должен быть испытан на прочность в соответствии с требованиями, предъявляемыми Госгортехнадзором.
Шпильки, скрепляющие контейнер, следует заменять после 30…35 часов эксплуатации.
Контейнер должен иметь отверстия в установочной плите или проушины для крепления его к ползуну пресса.
:В комплект контейнера входит подштамповая плита с проушинами для ее крепления к столу пресса. Часть подштамповой плиты, входящей в контейнер, делают в плане меньше на 3…4 мм на сторону, чем соответствующие размеры в контейнере. Заполнение контейнера резиновой подушкой по высоте должно быть таким, чтобы подштамповая плита с установленными на ней формоизменяющими элементами наибольшей высоты заходила на 5…8 мм в контейнер при соприкосновении формоизменяющего элемента с резиновой подушкой. В верхней плите контейнера предусматривают отверстия с пробками. Если конструкция корпуса контейнера монолитна, то предусматривают дренажные каналы.
Рис. 38. Типы контейнеров:
а - литой; б - сварной из пластин; в - из пластин на шпильках; г — сварной с ребрами; 1 - корпус контейнера; 2 - резиновая подушка; 3- стакан.
2.6.2. Жесткие формоизменяющие элементы
Жесткие формоизменяющие элементы изготовляют из различных материалов: сплавов алюминия, балинита, текстолита, различных пластмасс, чугуна и стали. В ряде случаев оснастку изготовляют комбинированную из двух материалов, применяя сталь в наиболее напряженных местах.
Конструкции жестких формоизменяющих элементов имеют ряд особенностей и соотношений конструктивных размеров, установленных практикой.
Особенности конструкций пуансонов.
При проектировании пуансонов стремятся объединить возможно большее число операций в одном штампе.
На рис. 39 даны схемы конструкций таких штампов. За один ход пресса выполняются обрезка по контуру, просечка отверстий, отбортовка отверстий, гибка бортов детали. Некоторые элементы штампа, выполняющие обрезку, изготовляют из стали, остальные части штампа — из пластмассы или древесины.
Особенности конструкций матриц.
Конструкция матрицы для штамповки полупатрубка приведена на рис. 40. Как видно, матрица имеет скосы. Эти скосы делают с целью уменьшения износа резиновой подушки. Ширину рабочей части по верху определяют из соотношения:
![]() ,
(36)
,
(36)
Высоту матрицы— из формулы:
![]() ,
(37) где
,
(37) где
![]() -
внутренний радиус патрубка.
-
внутренний радиус патрубка.
Радиус закругления
рабочих кромок матрицы
![]() принимают как функцию радиуса изгиба
полупатрубка и толщины металла заготовки
и опре деляют по графику (рис. 41). Например,
для патрубка толщиной s
= 2 мм и
при Ro
= 45,7 мм
(где Ro
— радиус
патрубка при виде в плане) и RП=10
мм получаем
=
8·s=
8·2= 16
принимают как функцию радиуса изгиба
полупатрубка и толщины металла заготовки
и опре деляют по графику (рис. 41). Например,
для патрубка толщиной s
= 2 мм и
при Ro
= 45,7 мм
(где Ro
— радиус
патрубка при виде в плане) и RП=10
мм получаем
=
8·s=
8·2= 16
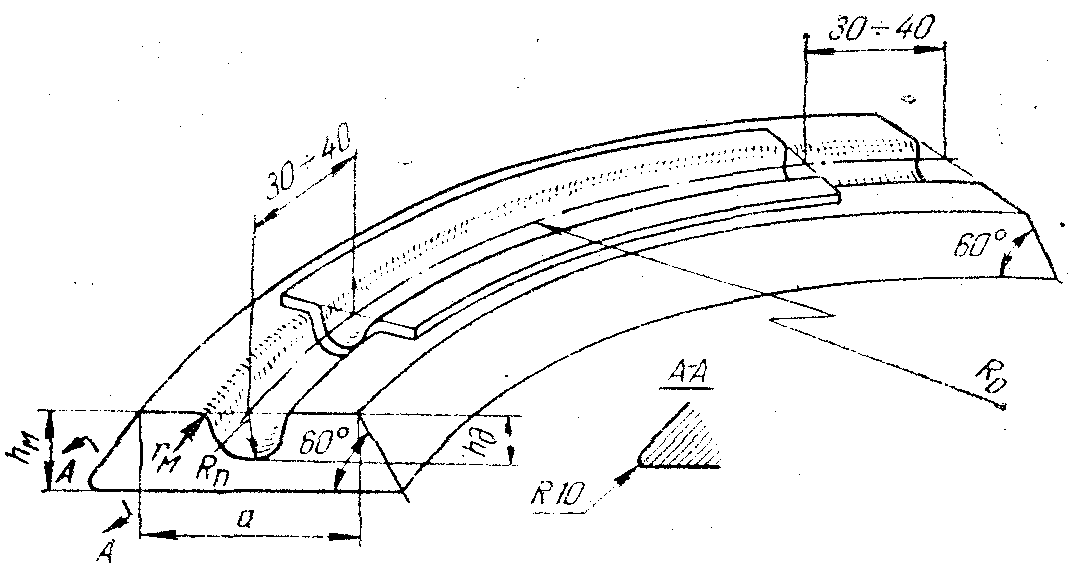
Рис. 40. Конструкция матрицы для штамповки полупатрубка
мм.
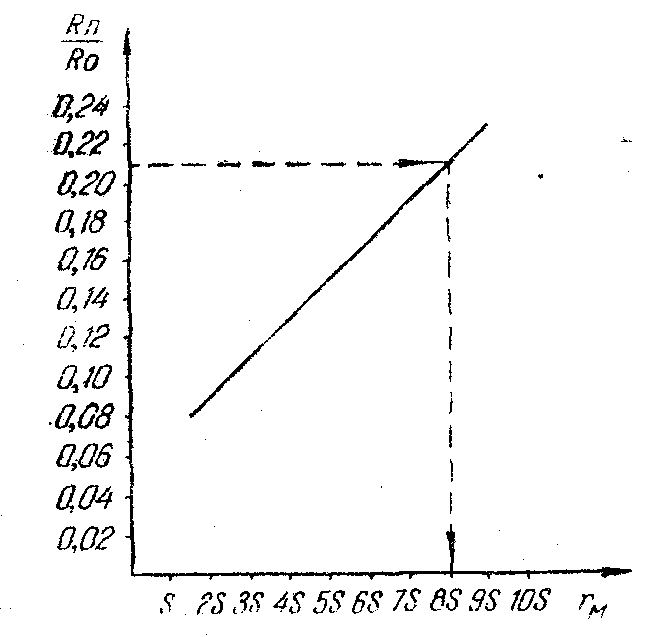
Рис. 41. График для определения радиуса рабочих кромок матрицы
Матрицы изготовляют из сплава АЦ-13 или балинита.
Иногда применяют чугун или сталь. Чистота поверхности должна быть не ниже 7 класса, чтобы на деталях не было отпечатка от шероховатости поверхности матрицы.
Соотношение размеров матриц для штамповки деталей ти па обтекателей приведено на рис. 42.
Рис. 42. Схема матрицы для штамповки деталей типа обтекателей:
а — матрица; б — деталь, изготовленная по матрице
При вытяжке без перемещения фланца крупногабаритных деталей двойной кривизны (типа днищ) геометрию рабочей части матрицы необходимо корректировать на отпружинивание: глубина матрицы должна быть увеличена на величину Δ h, зависящую от материала, габаритов детали в плане и глубины детали. Величину поправки выбирают по таблицам справочников.
Профиль матрицы с поправкой на пружинение Δ h должен иметь плавные сопряжения с точками, лежащими на периметре штампуе- мого рельефа.
Особенности конструкций пуансонов для глубокой вытяжки
Пуансоны изготовляют как из углеродистых сталей, так и из сплава АЦ-13. Чистота поверхности должна быть 7 класса. При штамповке деталей из сплавов алюминия при коэффициенте вытяжки k > 0,5 и малых партиях можно применять для пуансонов балинит или текстолит.
Радиусы закруглений пуансона в плане должны быть не менее трех толщин материала заготовки детали. Оптимальные радиусы закругления торца пуансона равны 6-ь8 толщинам штампуемой заготовки.
Для деталей прямоугольных форм наименьшие радиусы сопряжения граней пуансона принимают: (10…15) s— для сплавов алюминия; (13…15) s — для С20; (15…17) s — для 1Х18Н9Т.
Прижимные кольца изготовляют из инструментальных сталей или из малоуглеродистых с поверхностной цементацией. Чистота поверхности контактной стороны прижимных колец должна быть не ниже 7 кл., поскольку по этой поверхности скользит фланец заготовки.
Зазор между пуансоном и прижимным кольцом должен быть равен 0,3 … 0,6 мм на сторону.
На рис. 43 показано несколько конструкций пуансонов с прижимами.
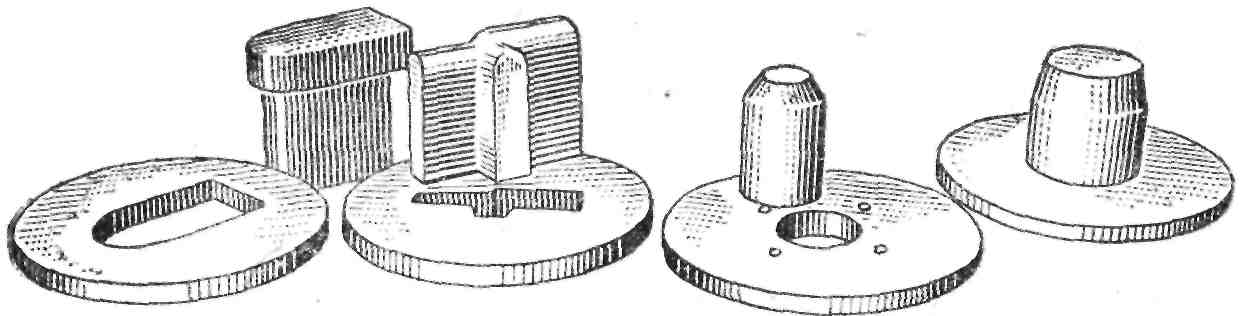
Рис. 43. Пуансоны и прижимы для глубокой вытяжки