

6.3. Формообразование деталей на станках типа пгр
Гибку с растяжением профильных деталей выполняют на станках типа ПГР. На них изготовляют детали с углом гиба не более 180°.
Существует несколько разновидностей этих станков (ПГР-6; ПГР-7; ПГР-8), работающих по одному принципу. Наиболее конструктивно проста модель ПГР-6.
Конструктивная схема станка (рис. 90) сводится к следующему: на станине 1 закреплены две вертикальных оси, вокруг которых поворачиваются крылья 2. Крылья поворачиваются тягами 4, шарнирно закрепленными на конце штока поршня 3, движущегося в цилиндре 5. На цилиндре установлена оправка — пуансон 6, по которому изгибается заготовка 7, закрепленная концами в пневматических цангах 8. Цанги насажены на штоки поршней растяжных цилиндров 9. Последние можно переставлять на крыльях в зависимости от длины заготовки.
Работа начинается с установки заготовки на станке. Концы прямолинейной заготовки (из профильного металла) закрепляют в цангах. В растяжные цилиндры под высоким давлением подается жидкость, и заготовка растягивается. По достижении напряжений должной величны, возникающих в заготовке, в цилиндр 5 подается жидкость под высоким давлением. Пуансон нажимает на профильную заготовку. Шарнирное соединение тяг и поршня скользит по направляющим станкам, а шток, поршня, двигаясь в обратную сторону, тягами сводит крылья на заданный угол, при этом заготовка обтягивается по пуансону.
В процессе гибки растягивающие усилия несколько повышаются. Весь процесс работы станка автоматизирован. Станок, налаженный на гибку какой-либо детали, работает далее по полуавтоматической схеме.
На рис. 90 показана последовательность гибки заготовки детали вокруг пуансона.
Станок ПГР-7 допускает гибку деталей двоякой кривизны. Принцип работы стайка ПГР-7 тот же, что и ПГР-6. Из рис. 91 видно, что в отличие от станка ПГР-6, поворот гибочных рычагов осуществляется при помощи двух гидравлических цилиндров, кроме того, имеется отдельная система со вторым пуансоном, формующим обратную кривизну детали (см. рис. 91,6).
Станок ПГР-8 (рис. 92) обладает наибольшей мощностью. На этом станке можно получать детали только одинарной кривизны, но угол гибки можно довести до 280°, в то время как на станке ПГР-6 предельный угол гибки равен 180°.
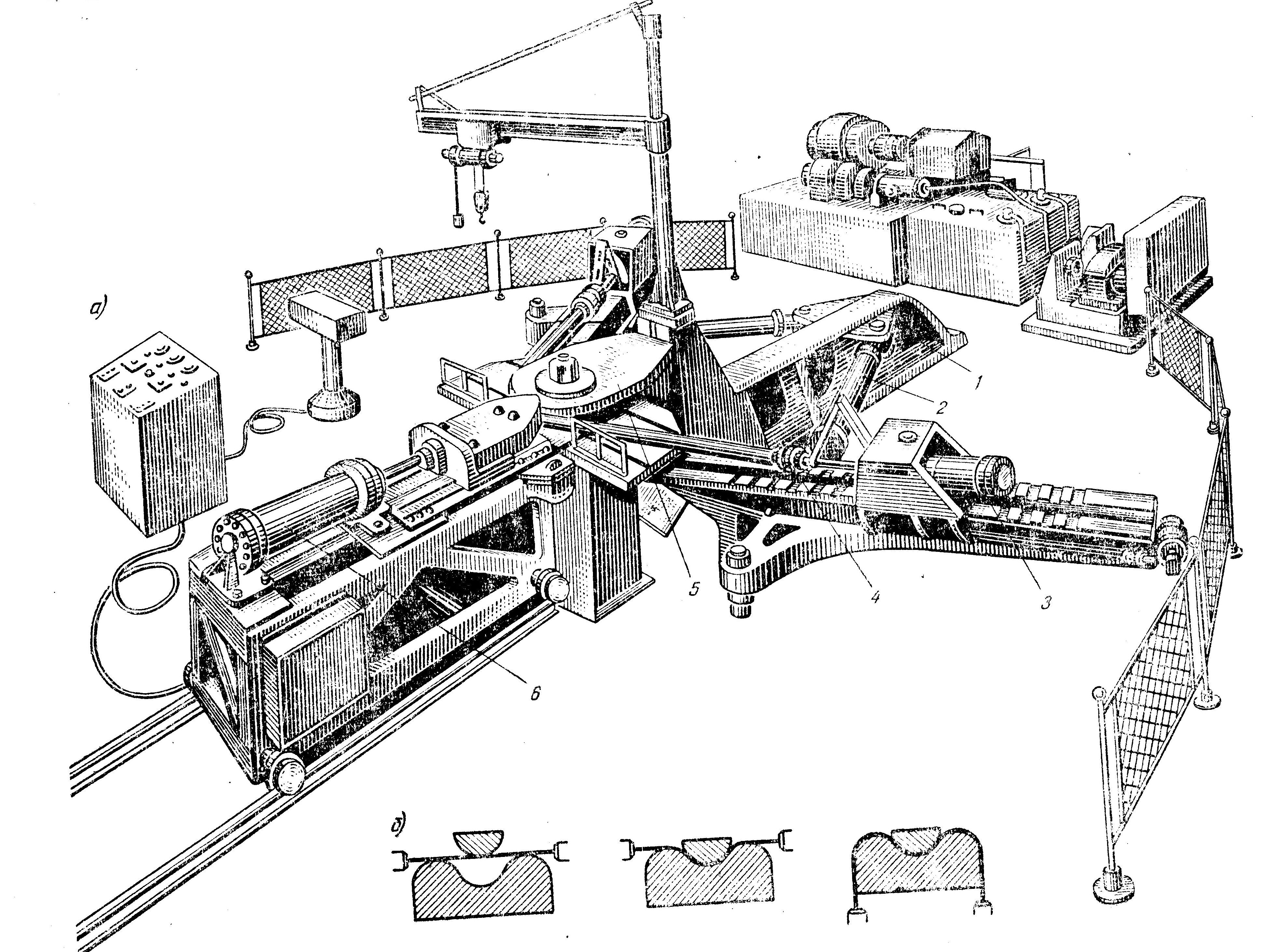
Рис.91. Конструктивная схема станка ПГР-7:
а- общий вид; б- схема гибки; 1- станина; 2- гибочный цилиндр; 3- растяжной цилиндр; 4- зажимной патрон; 5- стол; 6- передний прижимной цилиндр.
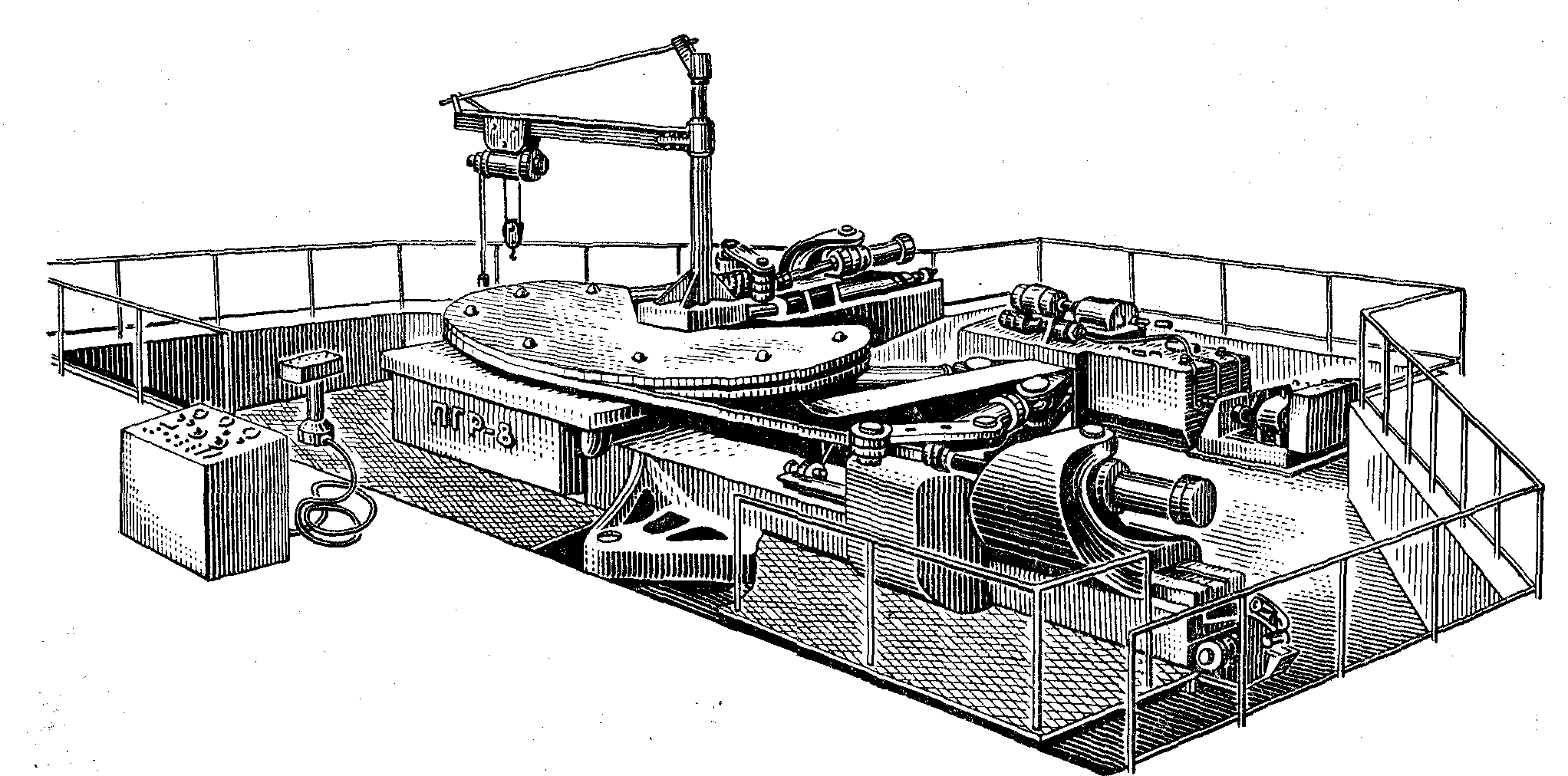
Рис. 92. Станок ПГР-8
Таблица 13
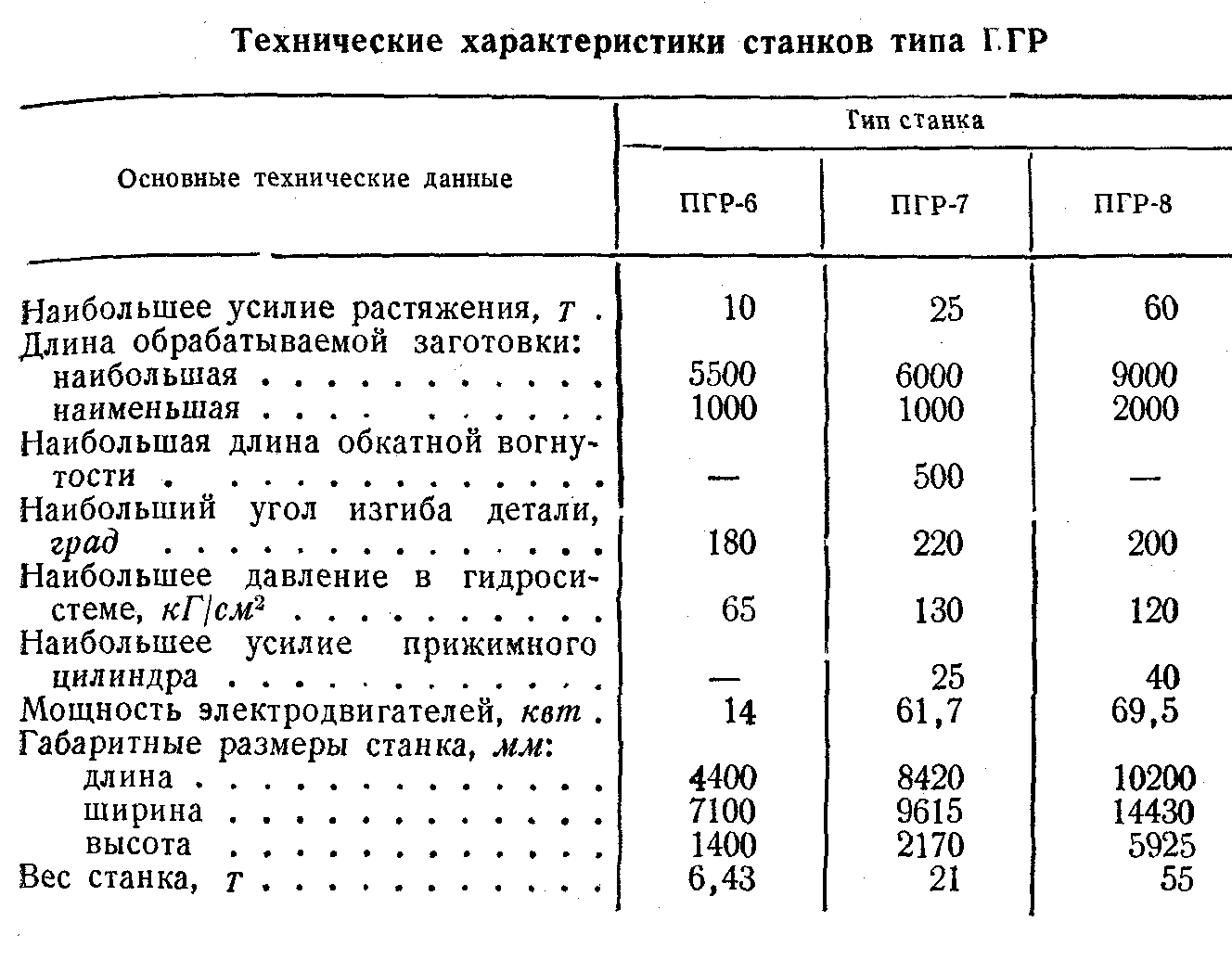
В табл. 13 приведены основные характеристики станков типа ПГР.
Рабочая оснастка для профилегибочных станков всех трех типов принципиальных отличий не имеет и представляет собой обтяжные пуансоны из баллинита или дельта-древесины. Схемы конструктив- ного оформления пуансонов приведены на рис 93. Контур пуансона выполняют с учетом пружинения. Для подсчета радиуса кривизны пуансона применяют соотношение:
![]() ,
(70)
,
(70)
где
![]() —
радиус кривизны пуансона с корректировкой
на
—
радиус кривизны пуансона с корректировкой
на
пружинение;
![]() —
чертежный размер
радиуса кривизны детали;
—
чертежный размер
радиуса кривизны детали;
![]() —коэффициент,
зависящий от механических свойств
—коэффициент,
зависящий от механических свойств
и состояния материала заготовки и величины радиуса
кривизны участка пуансона.
Одновременно следует учитывать упругое сокращение детали после снятия нагрузок.
Длину рабочего участка пуансона с учетом упругого сокращения подсчитывают по формуле:
![]() ,
(71)
,
(71)
где
![]() —
длина рабочего участка пуансона, мм;
—
длина рабочего участка пуансона, мм;
![]() —
длина того же
участка по детали, мм;
—
длина того же
участка по детали, мм;
![]() —коэффициент
упругого сокращения, который
—коэффициент
упругого сокращения, который
принимают по данным таблиц; для закаленного
дуралюмина марки Д16 коэффициент =0,004.
Для калибровки вместо баллинитовых пуансонов неизменной кривизны часто применяют металлические составные пуансоны, допускающие путем перестановки отдельных секторов корректиров- ку радиусов кривизны.
Подобная конструкция показана на рис. 94. Криволинейную рабочую поверхность на пуансоне такой конструкции набирают из отдельных секторов, располагаемых по любому криволинейному контуру.
На столе станка закрепляют плиту с Т-образными пазами, в которых болтами фиксируют сектора, состоящие из основания, стойки, державки, фиксатора и бобышек. Сектора располагают на плите по шаблону детали с корректировкой на пружинение. Размер паза под полку профиля устанавливают при помощи винта.
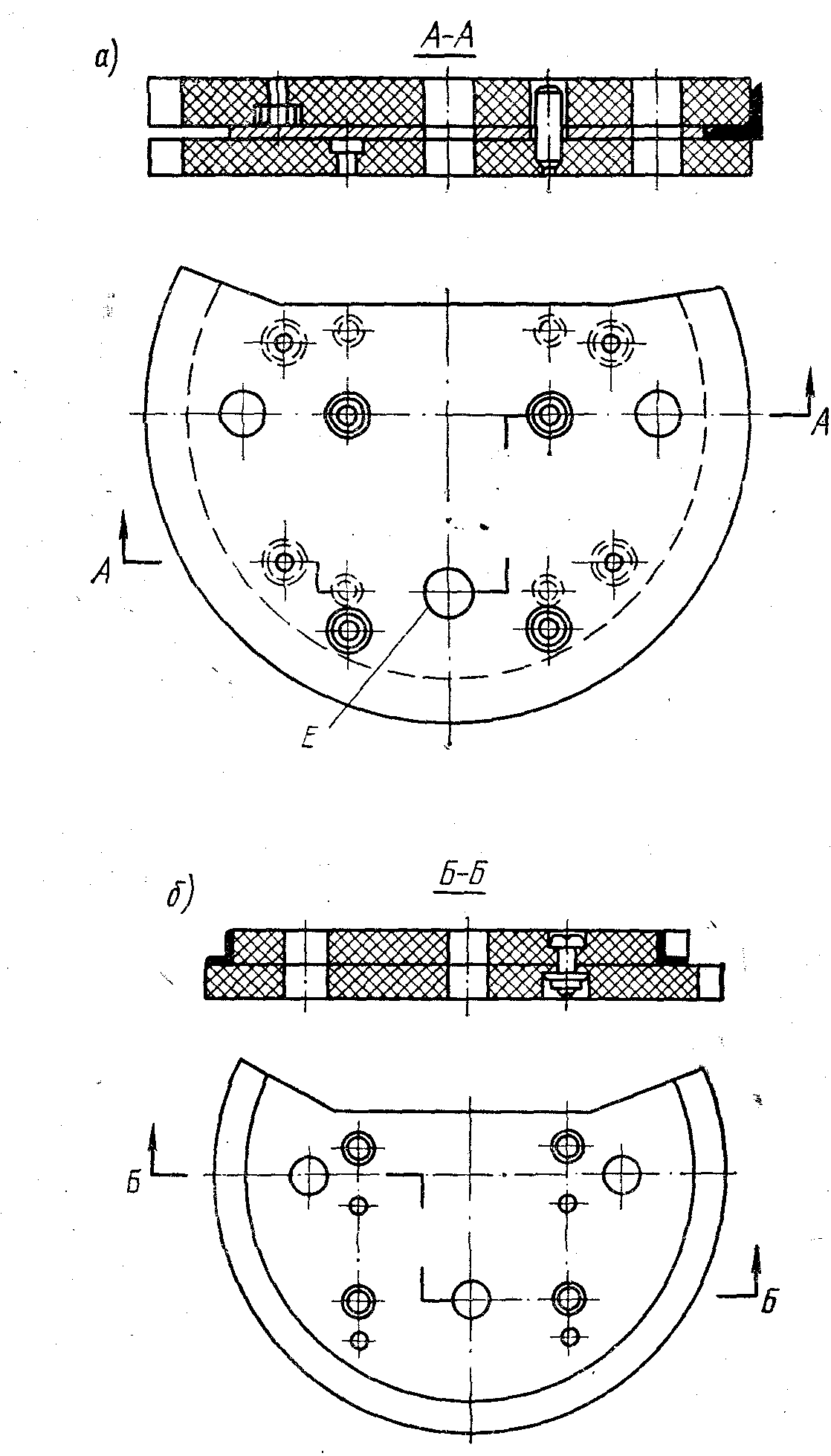
Рис. 93. Пуансоны для профилегибочных станков типа ПГР:
а — для гибки профиля полкой внутрь; б — для гибки профилей полкой наружу
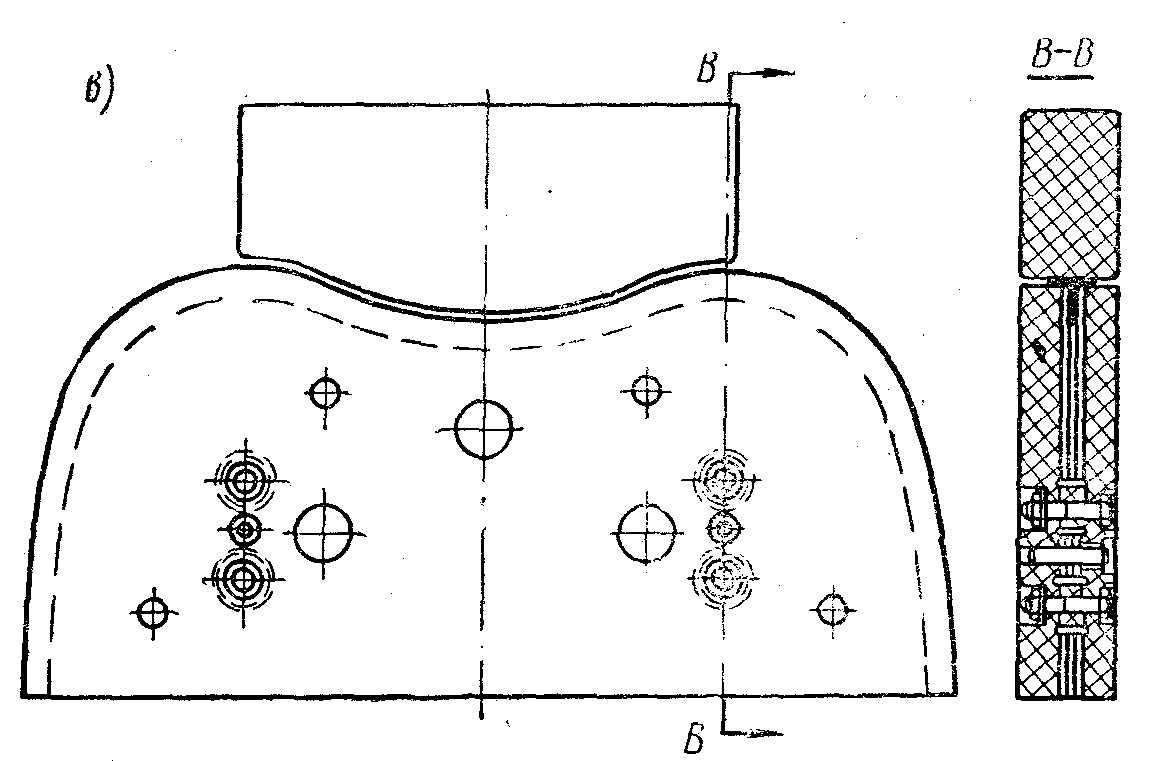
Рис. 93. Пуансоны для профилегибочных станков типа ПГР:
в — для гибки Т-образных профилей двоякой кривизны
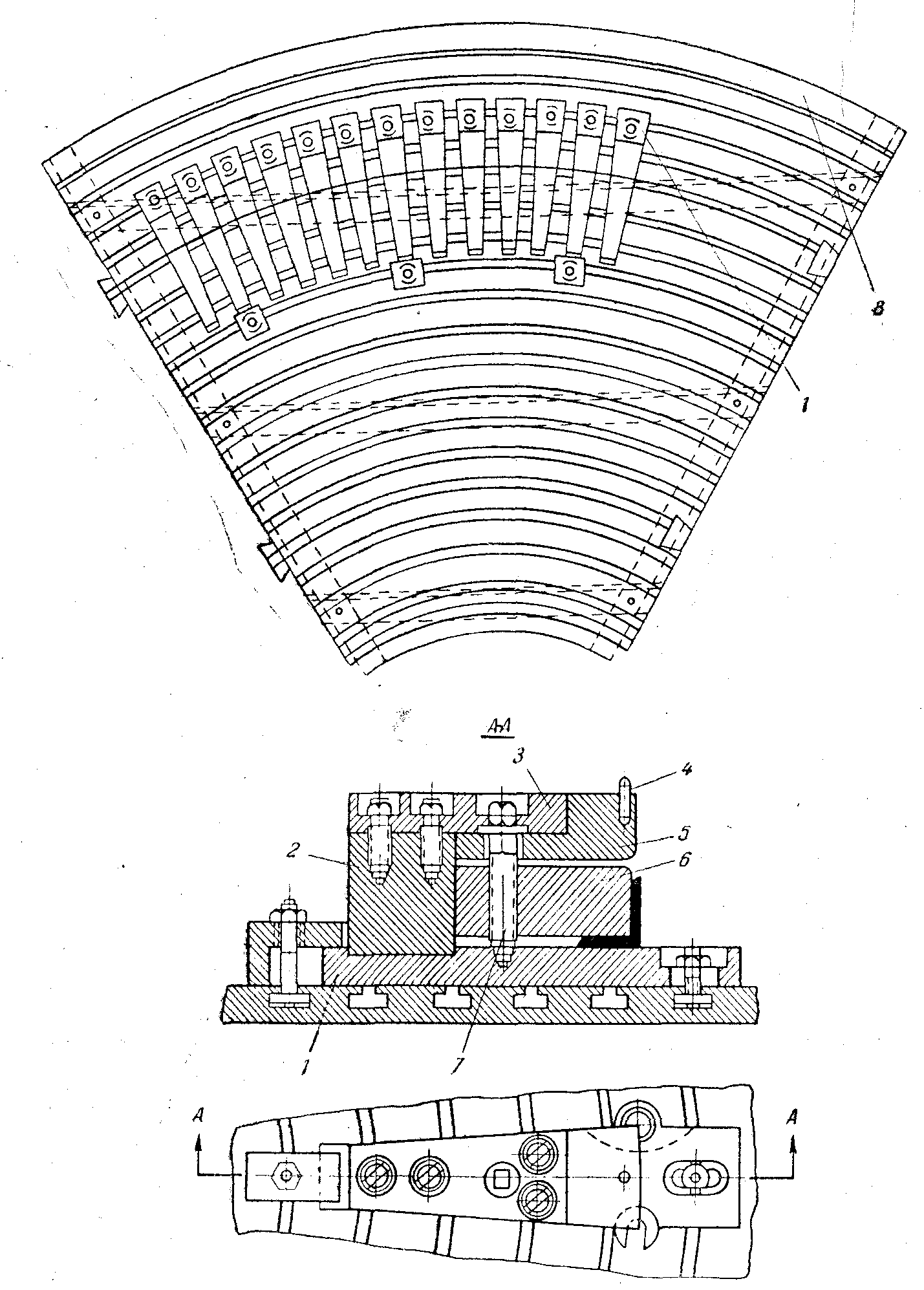
Рис. 94. Универсальный пуансон для гибки профилей на станках ПГР:
1—основание: 2— стойка; 3 — державка; 4 — фиксатор; 5 и 6 — бобышки; 7 — винт; 8 — плита