

6.4. Гибка деталей на роликовых станах
Роликовые станки предназначают для изготовления деталей из прессованных и катаных профилей с замкнутыми или незамкнутами контурами и с постоянными или переменными радиусами кривизны. На рис. 95 изображены эти характерные детали.
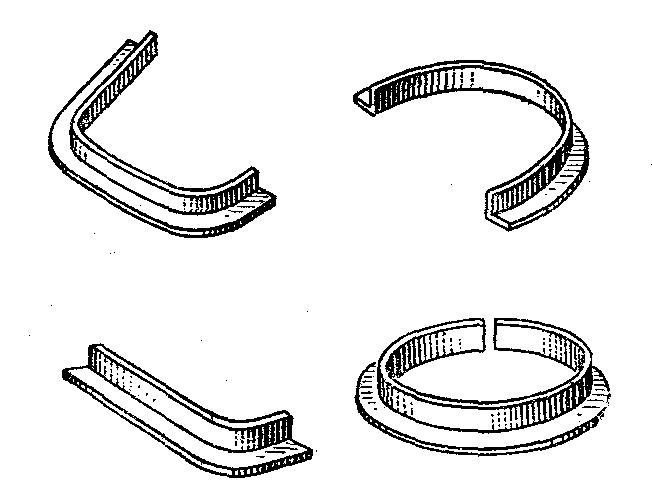
Рис. 95. Характерные детали, изготовляемые на роликовых станках
Конструктивные схемы станков различны. Станки отличаются количеством и расположением гибочных роликов. Ролики могут быть с горизонтальным расположением осей и вертикальным. Наиболее распространенные варианты схем расположения роликов даны на рис. 96.
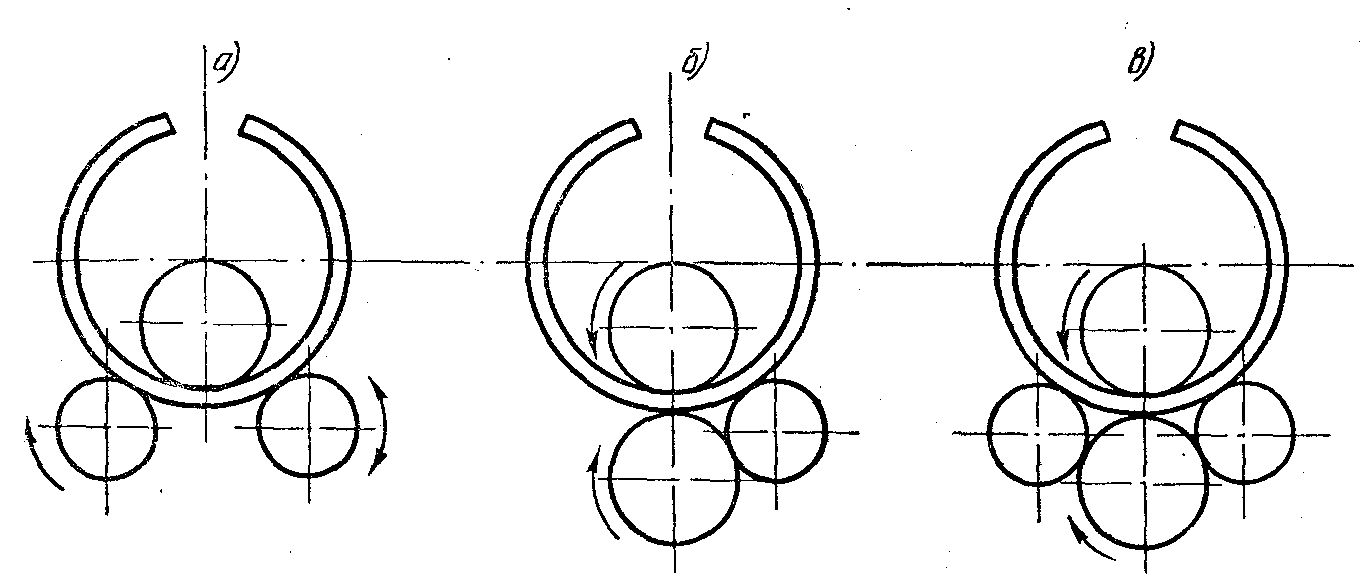
Рис. 96. Схемы расположения роликов:
а — трехроликовая симметричная; б — трехроликовая асимметричная; в - четырехроликовая
Станки с горизонтальным расположением осей роликов изготов- ляют сравнительно небольших размеров. Вертикальное расположе- ние осей роликов свойственно крупногабаритным станкам, профиль- ная заготовка на этих станках изгибается в горизонтальной плоскос- ти, что создает удобство при гибке крупных деталей из тяжелых профилей.
На вертикальных станках ролики располагают по симметричной схеме, в этом случае усилия, приходящиеся на них, меньше.
На рис. 97 показан трехроликовый вертикальный станок, предназначаемый для гибки крупногабаритных деталей. Принцип действия этого станка состоит в том, что заготовку уставляют между роликами и под действием среднего ролика она получает местный изгиб. Вращающиеся ролики увлекают, заготовку под действием сил трения, заготовка перемещается между роликами, непрерывно изгибаясь.
Четырехроликовые станки по принципу действия несколько отличаются от трехроликовых: приводными роликами являются два средних. Это обеспечивает гибку кольцевых деталей без последу- ющей подгибки концов, нажимные ролики (боковые) изгибают заготовку.
На рис. 98 показан общий вид профилегибочного четырехролико- вого станка модели И-620, выпускаемого Таганрогским заводом кузнечно-прессового оборудования. Станок предназначен для изготовления деталей из прессованных профилей методом гибки-прокатки в роликах.
Следует отметить, что ролики в станке И-620 сменные. Их профиль зависит от очертания изгибаемой заготовки.
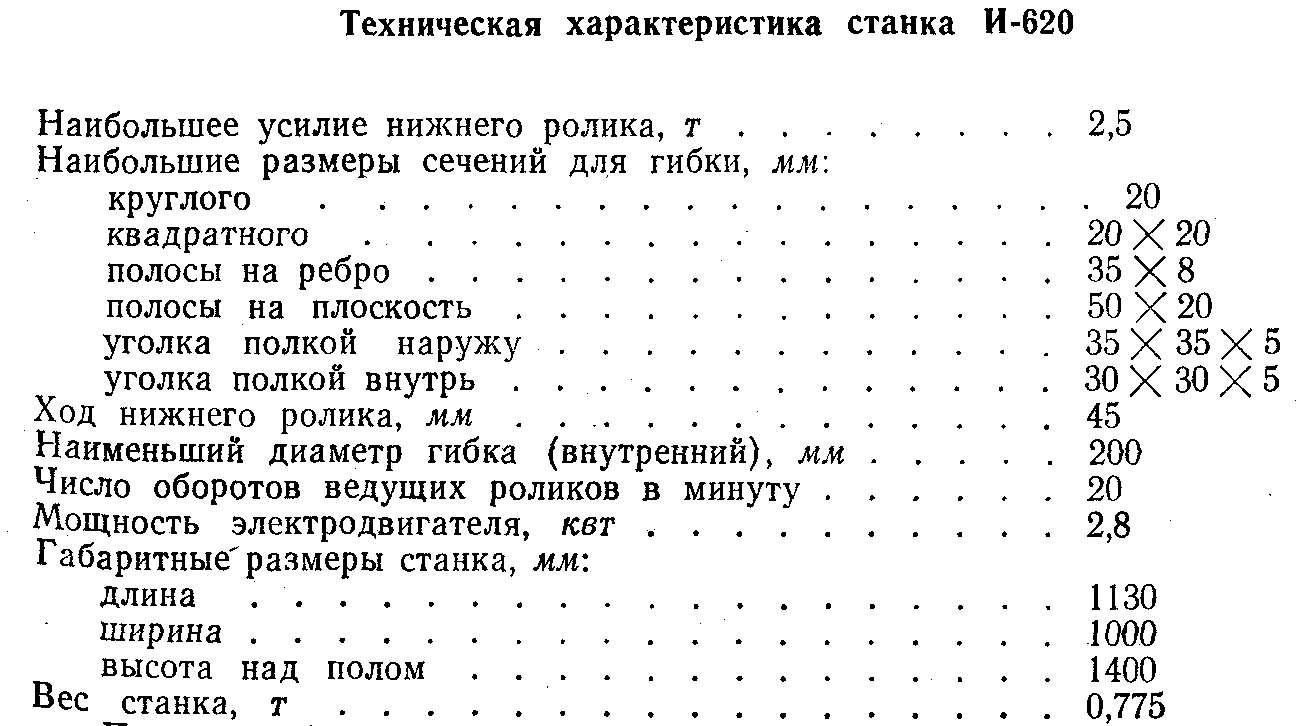
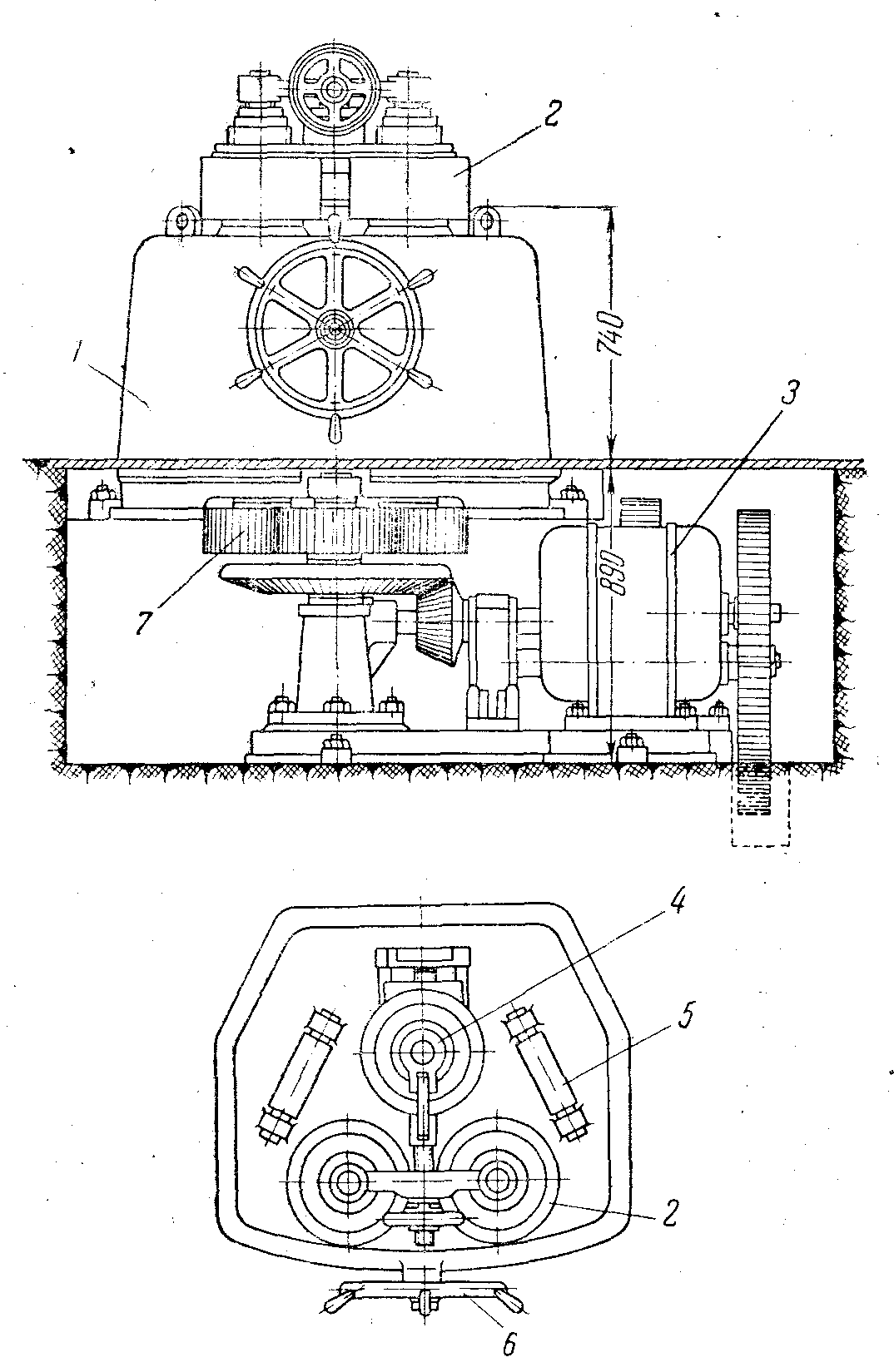
Рис. 97. Вертикальный трехроликовый станок:
1 — стол станка; 2 — боковые ролики: 3 — электрический двигатель; 4—регулируемый ролик; 5 — ролики, поддерживающие заготовку; 6 — штурвал регулировки нажима; 7 — редуктор
Рис. 98. Четырехроликовый гибочный станок И-620:
1 — приводные ведущие ролики; 2 — гибочные ролики;
3 — рукоятка для включения двигателя;
4— рукоятка для перемещения гибочных роликов
Для изгиба профилей с переменной кривизной применяют также профилегибочные четырехроликовые станки с копировальным механизмом и гидравлическим приводом. Гидравлическим приводом управляет копировальный механизм. Это дает возможность простой перестановкой копира осуществить переналадку станка.
На рис. 99 показан профилегибочный станок модели ПГ-2.
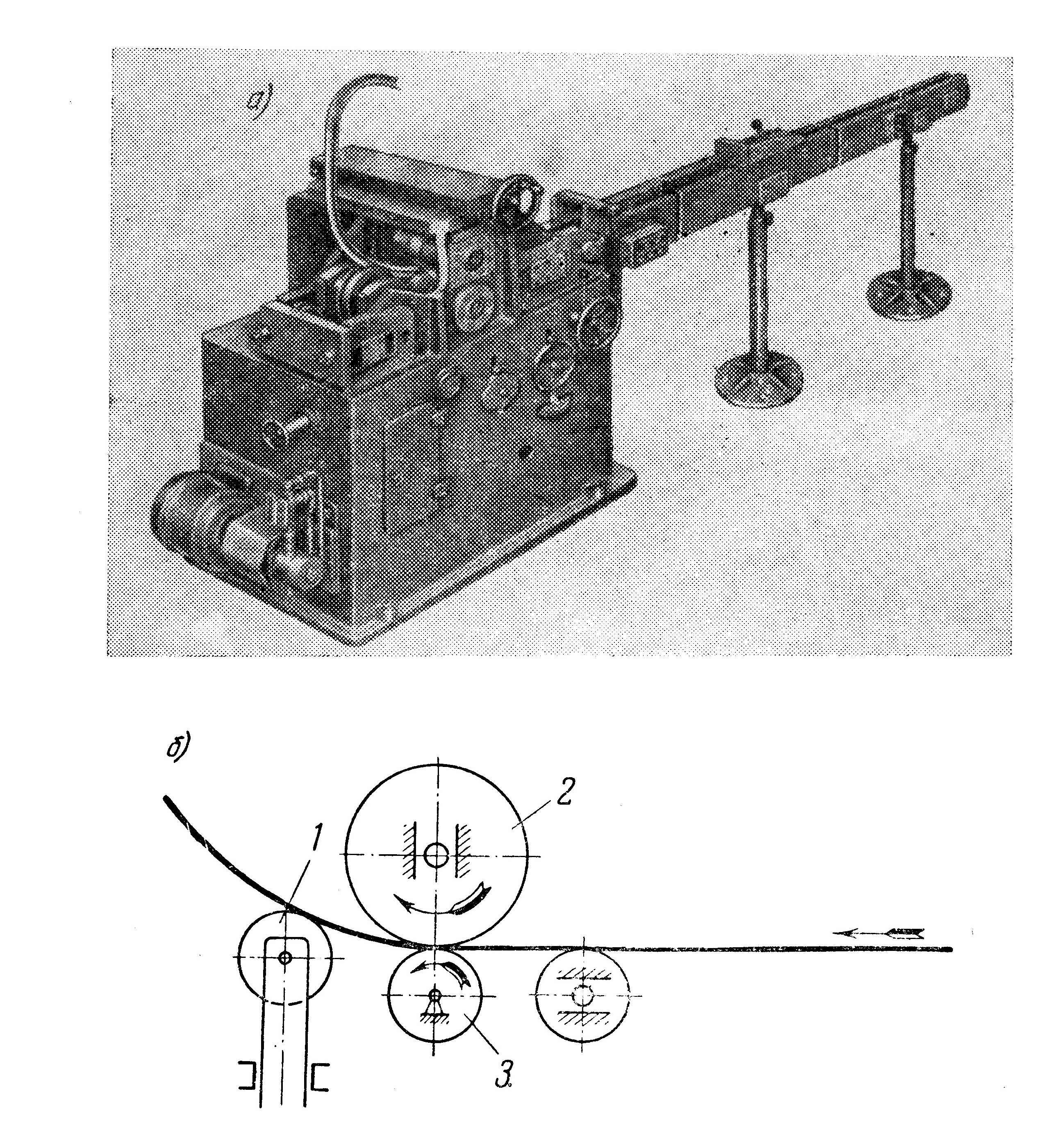
Рис. 99. Четырехроликовый профилегибочный станок типа ПГ-2, работающий по копиру:
а — общий вид; б — схема работы; 1 — гибочный ролик;
2 и 3— верхний и нижний ведущие ролики
Несколько большую мощность и некоторые конструктивные особенности имеет станок модели ПГ-3. На этом станке возможна гибка прессованных деталей из дуралюминовых профилей.
Изготовляемые детали могут иметь постоянную малку (открытую или закрытую) в пределах от 0 до 30°. Минимальный радиус гиба — 250 мм.
В отличие от станка ПГ-2 с одним гибочным роликом, станок ПГ-3 имеет два гибочных ролика.
Еще большую мощность имеет четырехроликовый станок ПГ-4 конструкции М. В. Солдатова, предназначенный для гибки кольцевых деталей с минимальным радиусом 200 мм. Максимальное усилие нижнего приводного ролика — 200 кН.
На рис. 100, а и б показан станок ПГ-4 и схема его работы. Станок обеспечивает получение кольцевых стальных деталей без подгибки концов.
Станок настраивают по приборам, входящим в состав пульта управления.
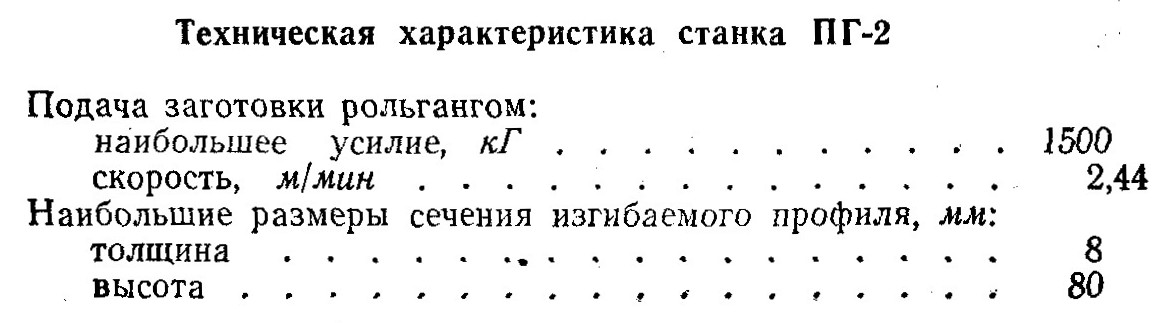
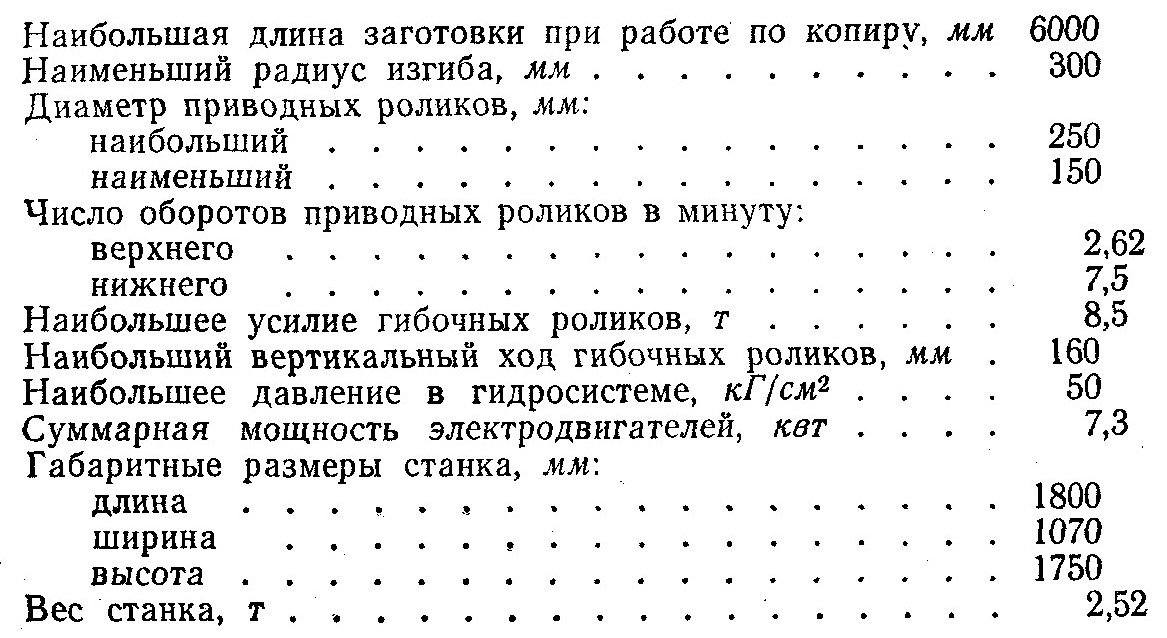
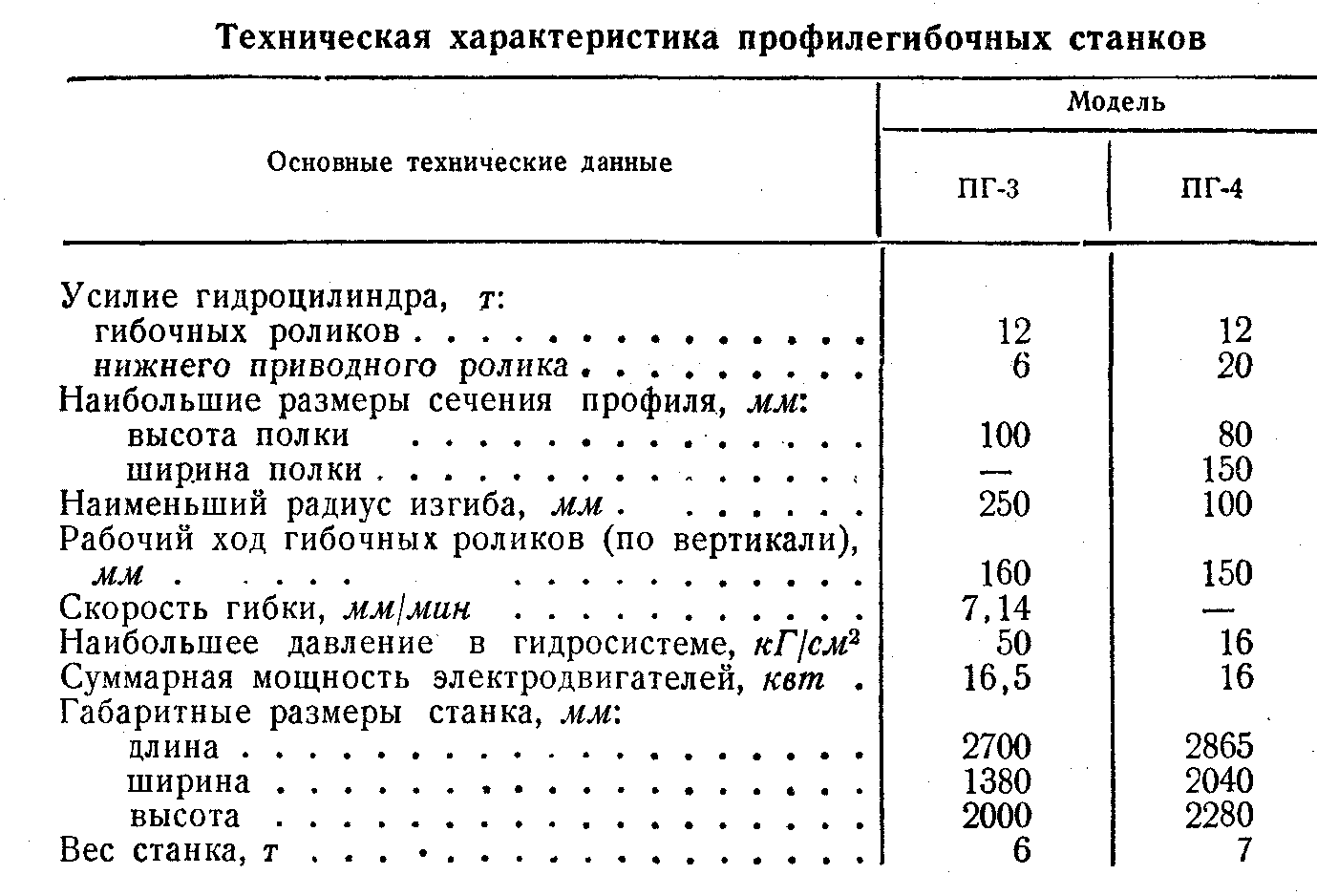
Основная характеристика профилегибочных станков типа ПГ приведена в табл. 14.
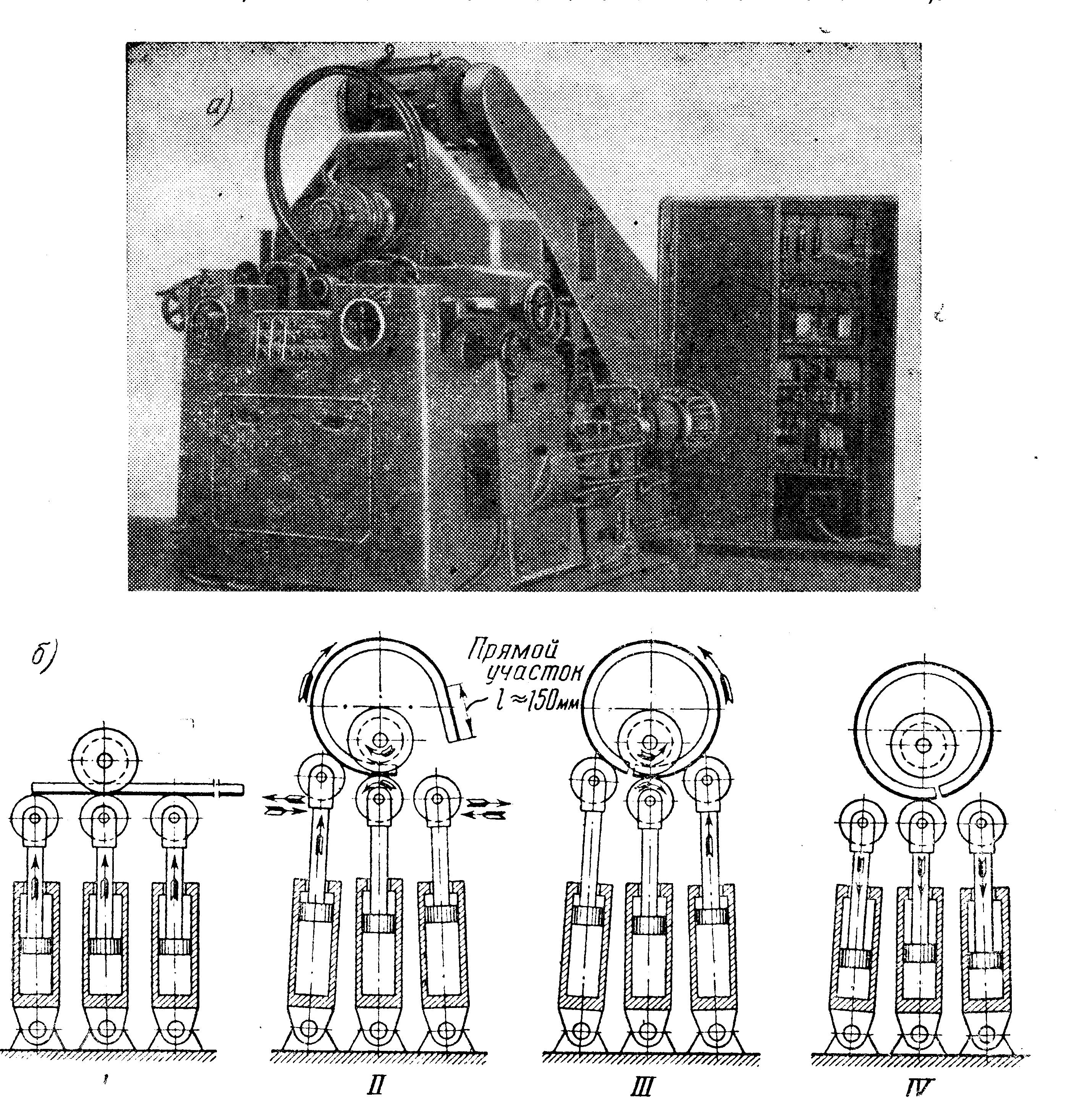
Рис. 100. Четырехроликовый
станок типа ПГ-4 для гибки кольцевых
деталей.
Таблица14
Для доводки и гибки деталей из профилей уголкового, таврового и бульбополосового материала методом раскатки в роликах применяют станок ПРС-1.
Станок ПРС-1 принципиально отличается от всех описанных выше станков по характеру деформаций при гибке. Полку изгибаемого профиля (рис. 101) прокатывают между роликами, расположенными под небольшим углом. Толщина полки при прокатке изменяется в радиальном направлении, уменьшаясь к кромке.
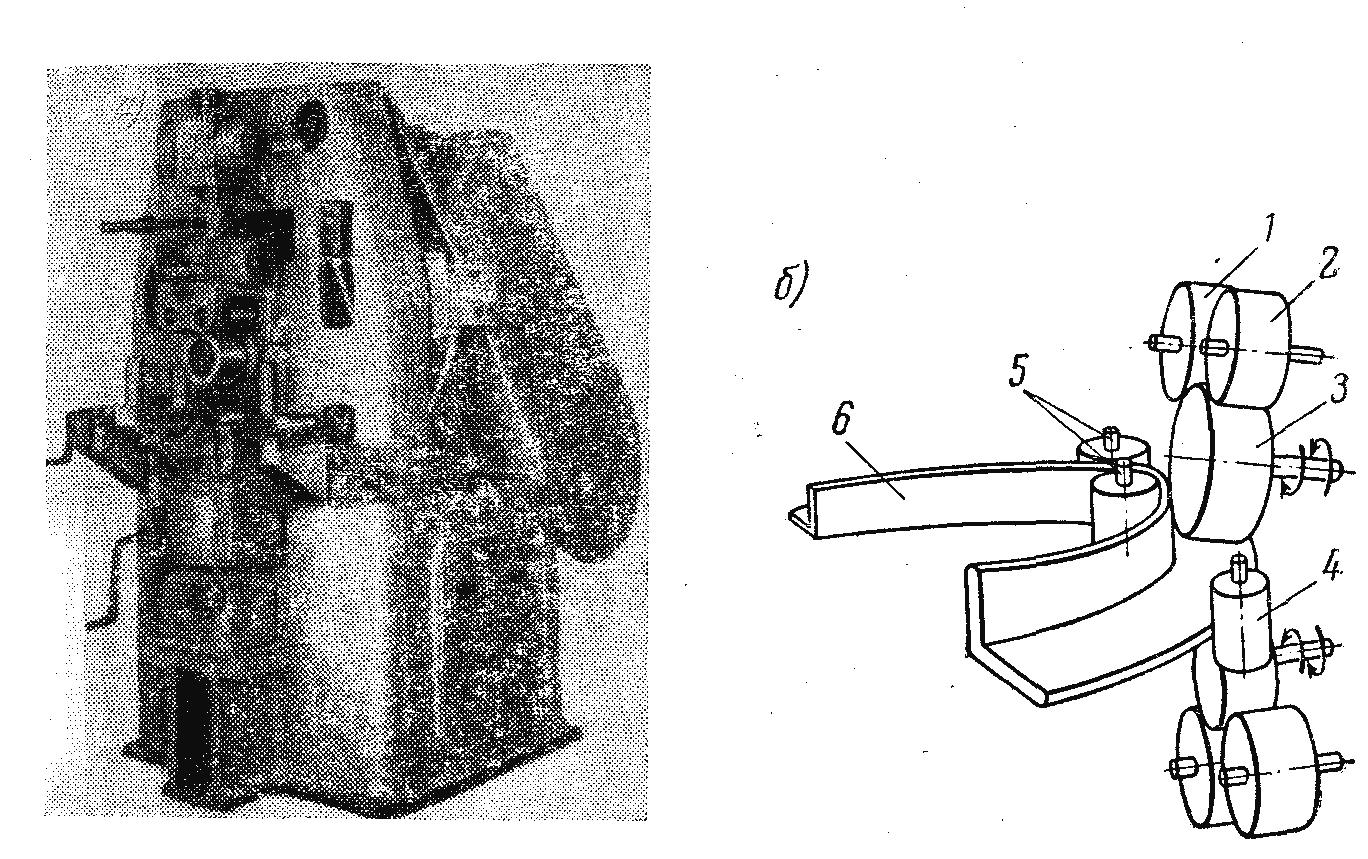
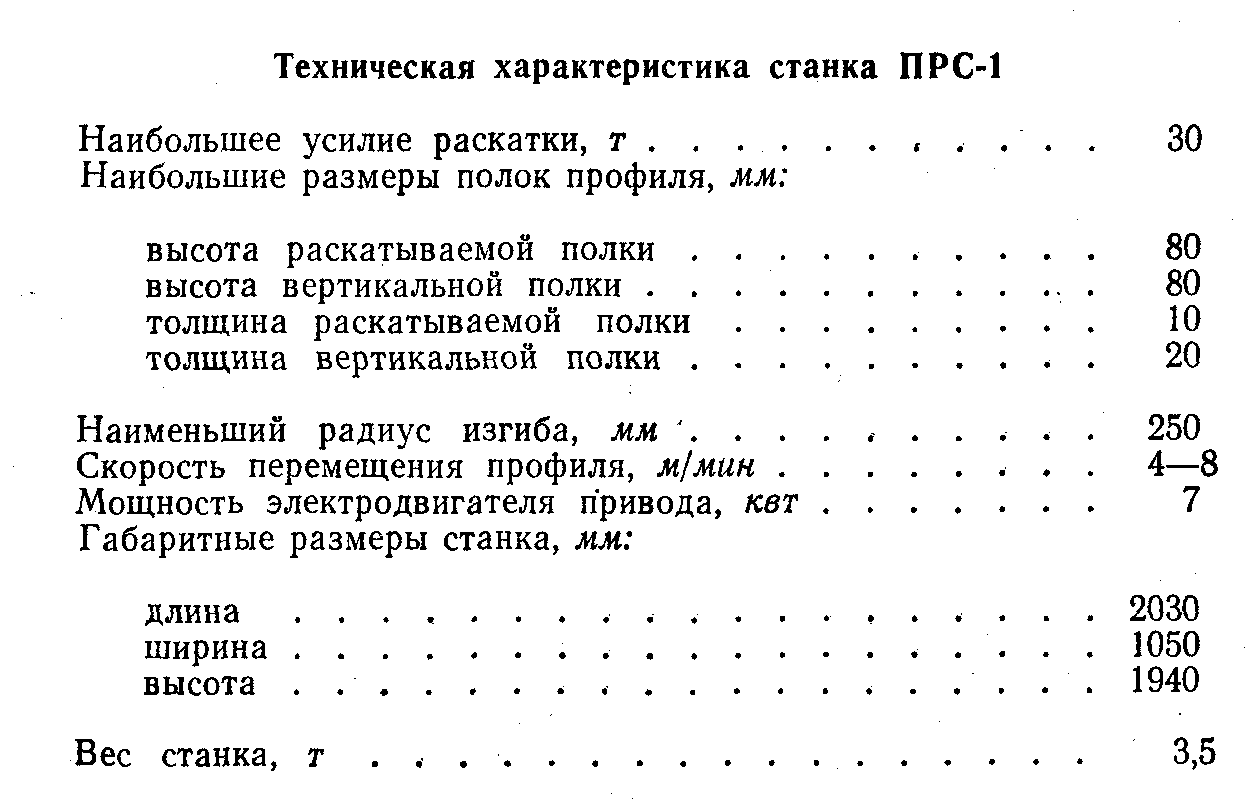
Рис. 101. Профилегибочный станок ПРС-1:
а — общий вид; б — схема работы; 1 и 2—опорные ролики;
3 — раскатный ролик; 4 и 5 — гибочные ролики;
6 — изгибаемая деталь