

6.7. Формообразование деталей на прессах типа пкд
Формообразование гидроштамповкой полых деталей, имеющих форму тел вращения из высокопрочных материалов или при относительно большой толщине стенок, связано с большими трудностями. Потребные давления жидкости при этом возрастают, и конструкции установок настолько усложняются, что становятся малопригодными в эксплуатации.
Полые детали формы тел вращения с высокопрочными стенками рационально штамповать на специальных прессах с разжимными пуансонами. На рис. 116 показаны типовые детали, штампуемые на этих прессах.
На рис. 117 приведена схема работы пуансона специального пресса типа ПКД.
Пуансон имеет ряд разжимных секторов, у которых наружный контур соответствует внутреннему контуру обвода детали. Пуансон насаживают на конусную оправку и по мере его продвижения вниз сектора разжимают, а заготовку обтягивают по пуансону.
На рис. 118 дана конструктивная схема пресса для калибровки деталей ПКД. Привод пресса гидравлический. Пуансоны сменные, заготовку фиксируют на пуансоне по высоте упорами. Необходимое усилие пресса для формообразования детали зависит от прочностных характеристик материала заготовки и может быть подсчитано по формуле, составленной из условия равновесия внешних сил и напряжений деформируемого материала:
![]() (78)
(78)
где Р — усилие пресса,
К— коэффициент, учитывающий влияние угла конуса и
коэффициента трения:
![]() (79)
(79)
L — длина образующей;
f— коэффициент трения сектора пуансона по конусу;
n — количество секторов;
![]() —
угол конуса;
—
угол конуса;
![]() —
угол сектора;
—
предел прочности.
—
угол сектора;
—
предел прочности.
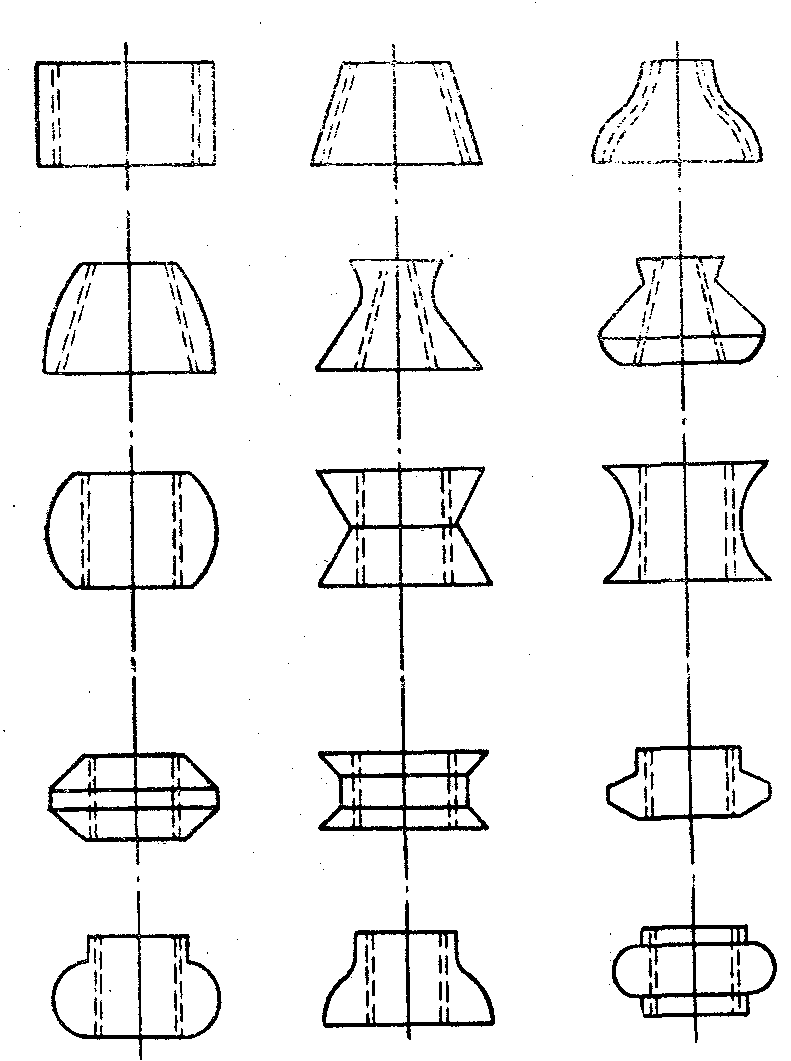
Рис. 116. Типовые детали, штампуемые на прессах с разжимными пуансонами
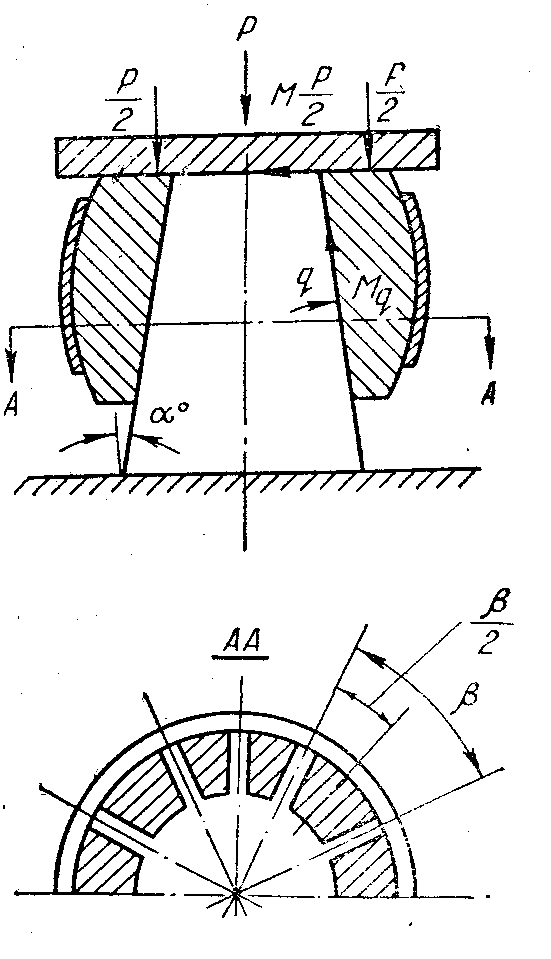
Рис. 117. Схема работы пуансона пресса ПКД
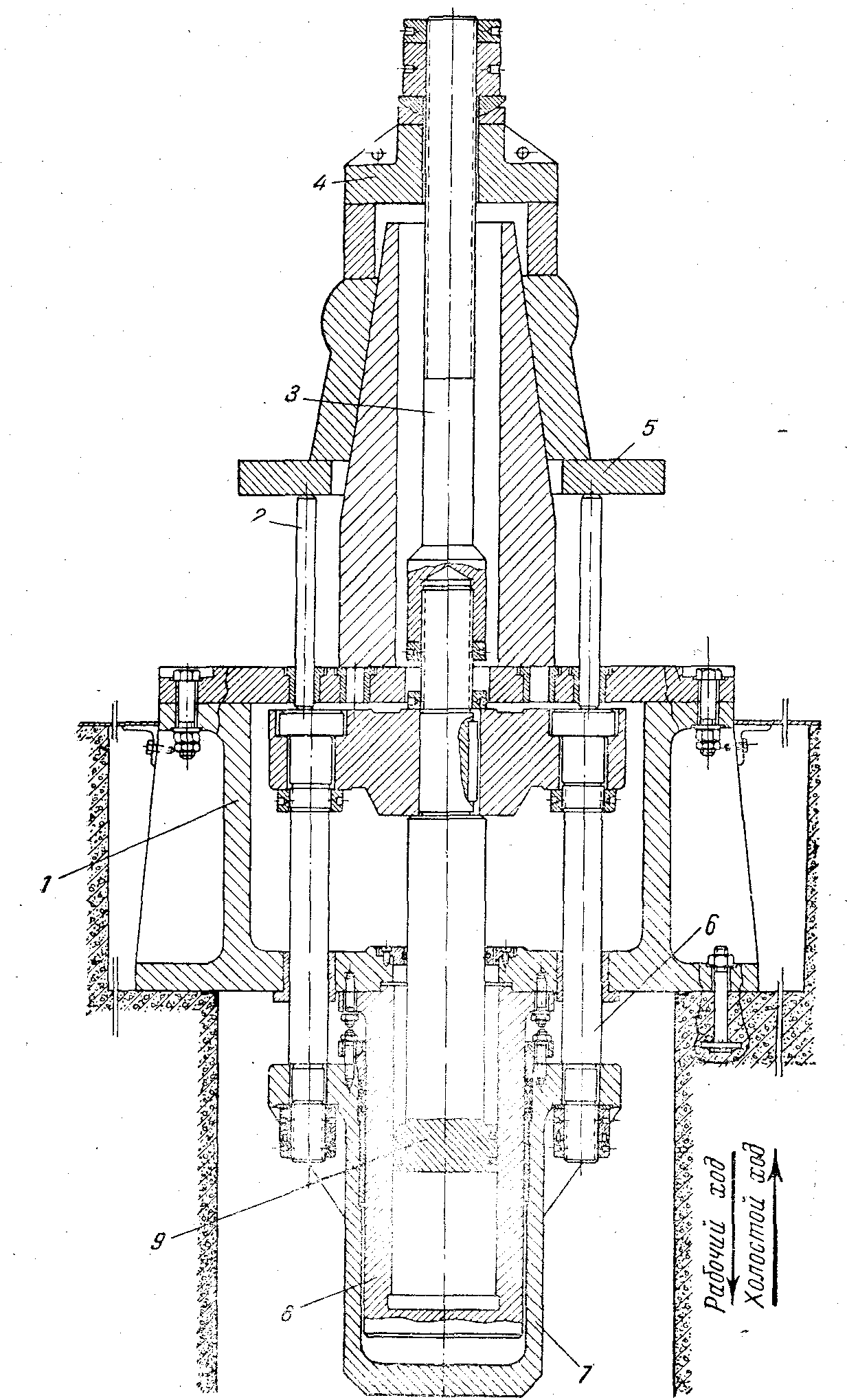
Рис. 118. Конструктивная схема пресса ПКД:
1 - станина; 2 — прижимная шпилька; 3 — тяга прижима;
4 — верхний прижим; 5 — траверса; 6 — колонка;
7 — силовой гидравлический цилиндр;
8 — плунжер силового гидравлического цилиндра;
9 — поршень холостого хода
Поскольку число
секторов берется на менее 8
12,
то, согласно расчету, при n=12
выражение n
![]() =
3,13 весьма близко к
=3,14.
Тогда
=
3,13 весьма близко к
=3,14.
Тогда
![]() (80)
(80)
Следует отметить, что детали, отштампованные на прессах ПКД, имеют некоторую огранку поверхности, поскольку между секторами материал деформируется по прямой. С увеличением числа секторов огранка уменьшается, однако увеличение числа секторов более 12 встречает трудности в конструктивном оформлении. Уменьшение огранки может быть достигнуто путем штамповки детали в два перехода. При первом переходе производят разжим пуансонов не полностью, затем производят поворот заготовки на угол /2, после чего осуществляют окончательную формовку детали.
Прессы ПКД выпускают двух моделей. В табл. 19 приведены их характеристики.
Таблица 19
