

3. Разновидности метода штамповки резиной
3.1. Гидрорезиноштамповка
При гидрорезиноштамповке не нужно пользоваться мощными гидравлическими прессами.
Сущность метода сводится к тому, что необходимого давления, развиваемого резиновой подушкой, достигают, подавая жидкость от насоса высокого давления непосредственно в контейнер, в полость, расположенную над резиновой подушкой, в которую заложен резиновый мешок (рис. 47).

Рис. 47. Принципиальная схема установки для гидрорезиноштам- повки:
а — исходное положение; б — в ходе процесса штамповки; I — резиновая подушка; 2 — верхняя часть корпуса контейнера; 3 — средняя часть контейнера; 4 — основание контейнера; 5 — резино- вый мешок; 6 — штуцер для подачи жидкости; 7 — выдвижная подштамповая плита; 8 — жесткий формоизменяющий элемент
На рис. 48 дано сопоставление (в одинаковом масштабе) конструктивных схем установок для штамповки резиной и гидрорезиноштамповки при выполнении одной и той же операции. Насосная установка в схему не введена, поскольку она в обоих случаях одинакова.
Наличие полости с жидкостью над резиновой подушкой создает условия несколько большей возможности формоизменения резиновой подушки, а это обеспечивает получаемый эффект, как при использовании резины меньшей твердости. Поэтому для резиновых подушек при гидрорезиноштамповке применяют более твердые сорта. Обычно основную массу резиновой подушки изготовляют из резины марки 2462, а накладку — из резины марки 4004.
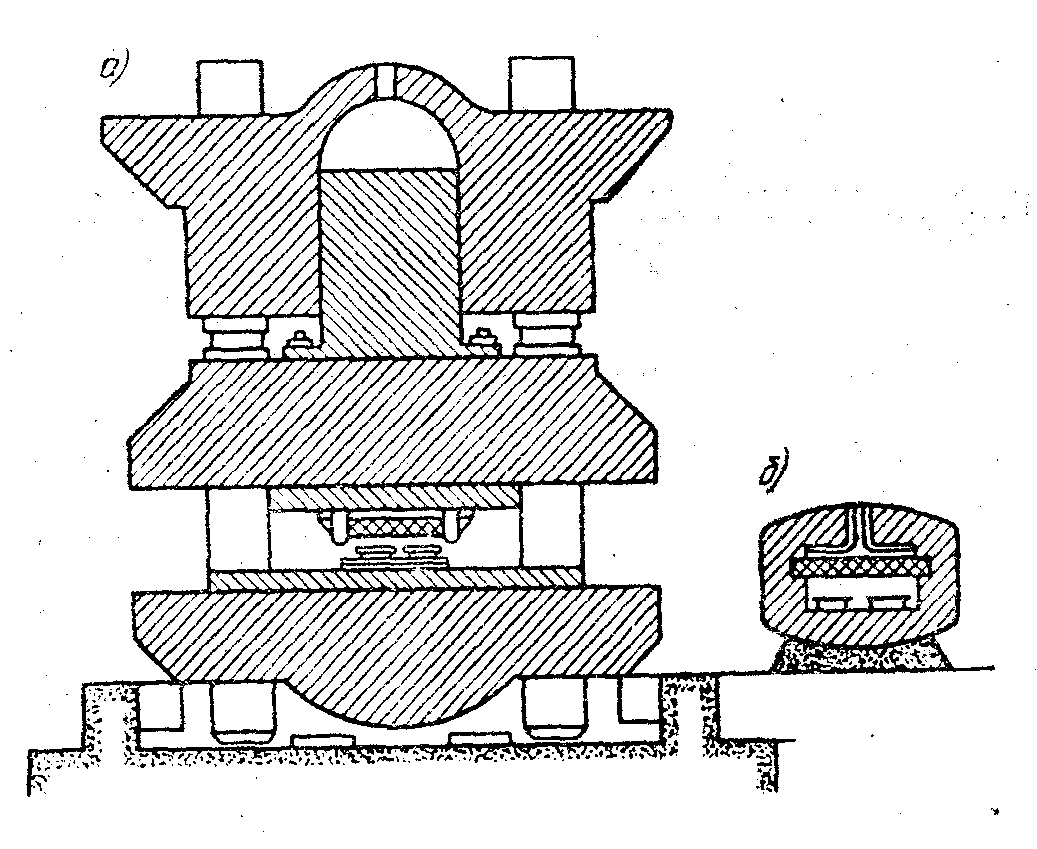
Рис. 48. Сопоставление размеров прессов при штамповке резиной и гидрорезиношгамповке:
а — установка для штамповки резиной; б — установка для гидро- резиноштамповки
Метод гидрорезиноштамповки можно осуществить по I, II, III и IV схемам. Все теоретические положения, приведенные в главе II, в равной мере относятся и к методу гидрорезиноштамповки. Приме- няемая оснастка остается такой же.
3.2. Оборудование при гидрорезиноштамповке
Поскольку применяемое давление жидкости при гидрорезиноштам- повке высокое (порядка 40 МПа и выше), то контейнер с резино- вой подушкой представляет собой мощное сооружение. На рис. 49 представлены общие виды двух установок для гидрорезиноштам- повки, выпускаемых отечественной промышленностью, типов ПШР-0 и ПШР-1. Это высокопрочные контейнеры, снабженные двумя столами — подштамповыми плитами имеющими форму корыта с толстыми стенками (см. схему на рис. 47). Такая форма подштамповых плит создает в зонах формоизменения (при штамповке по 1 схеме) клиновидность свободных объемов, что повышает горизонта- льные составляющие давлений.
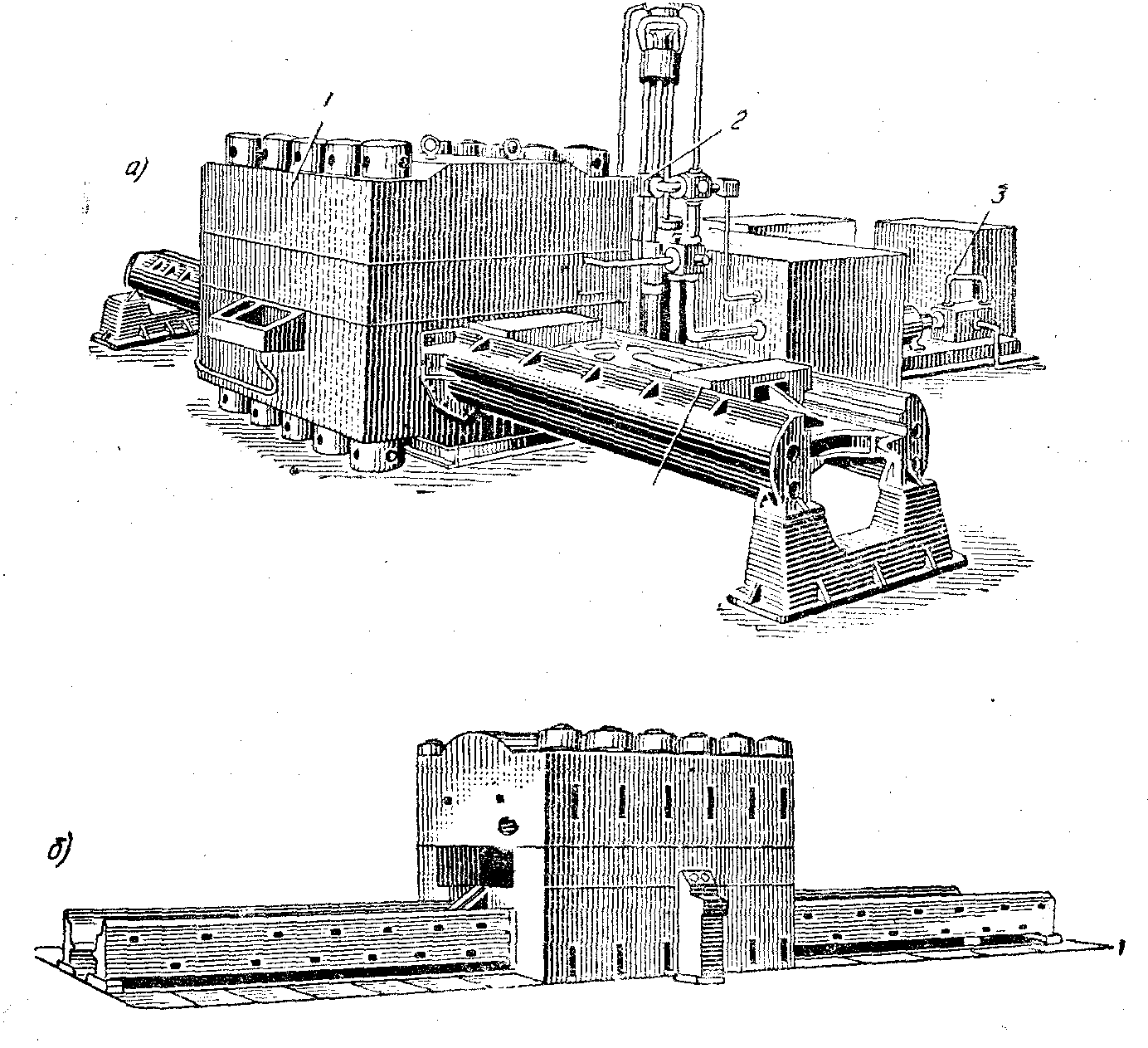
Рис. 49. Общий вид установок для гидрорезиноштамповки:
а—тип ПШР-0; 1—корпус контейнера; 2 — аккумулятор давления; 3 — насосная установка; 4 — выдвижные подштамповые плиты; б —тип ПШР-1
Выдвижные подштамповые плиты установлены с противополож- ных сторон контейнера и подаются в контейнер поочередно, т. е. они работают по челночной схеме. На одной плите набирают форм- блоки и укладывают заготовки, а другая плита находится в контей- нере. После штамповки первая плита выдвигается из контейнера, а вторая с набранными заготовками подается в контейнер. Такая схе- ма работы повышает производительность установки.
В табл.10 приведены технические характеристики установок ПШР-0 и ПШР-1 для изготовления деталей из листа методом штамповки резиной при повышенном давлении.
Таблица 10
Конструктивное оформление обоих типов прессов аналогично. Корпусы контейнеров стальные. Резиновые мешки обычно приклеи- вают к верхнему своду контейнера, а другой поверхностью — к резиновой подушке. Контейнер разборный. Отдельные секции кон- тейнера стянуты сквозными шпильками большого диаметра, что соз- дает удобство при ремонте и для смен резиновых подушек.