

6.1. Общие сведения
Для изготовления деталей из профильного и листового металла применяют специальные прессы и станки.
Формообразование деталей выполняют на этом оборудовании при помощи одного формоизменяющего элемента обычно весьма простой конструкции и в ряде случаев универсального, поэтому при переходе на выпуск других деталей не требуется длительного времени для изготовления оснастки.
Некоторые конструкции станков при этом требуют только соответствующей переналадки. Эти специфические особенности специальных станков и прессов полностью обеспечивают гибкость производства.
При малых толщинах материала и больших радиусах кривизны деталей обеспечить формообразование их крайне затруднительно, поскольку степень деформации заготовки находится в пределах упругих деформаций и по снятии формоизменяю-щих усилий деталь распрямляется. Такие детали успешнр штампуют на специальных прессах.
Специальные прессы и станки можно классифицировать согласно схеме, приведенной на рис. 84. Как видно из рис. 84, на этом оборудовании возможно формообразование деталей из профилей и листового металла, причем формообразование может быть с предварительным растяжением металла или без него.
Предварительное растяжение металла снижает гофрообра-зование и несколько уменьшает углы отпружинивания.
На перечисленном в схеме оборудовании возможны гибка, гибка с растяжением и обтяжка. На таких прессах и станках изготовляют преимущественно из листа детали типа обшивок и детали из профилей поперечного и продольного силового набора.
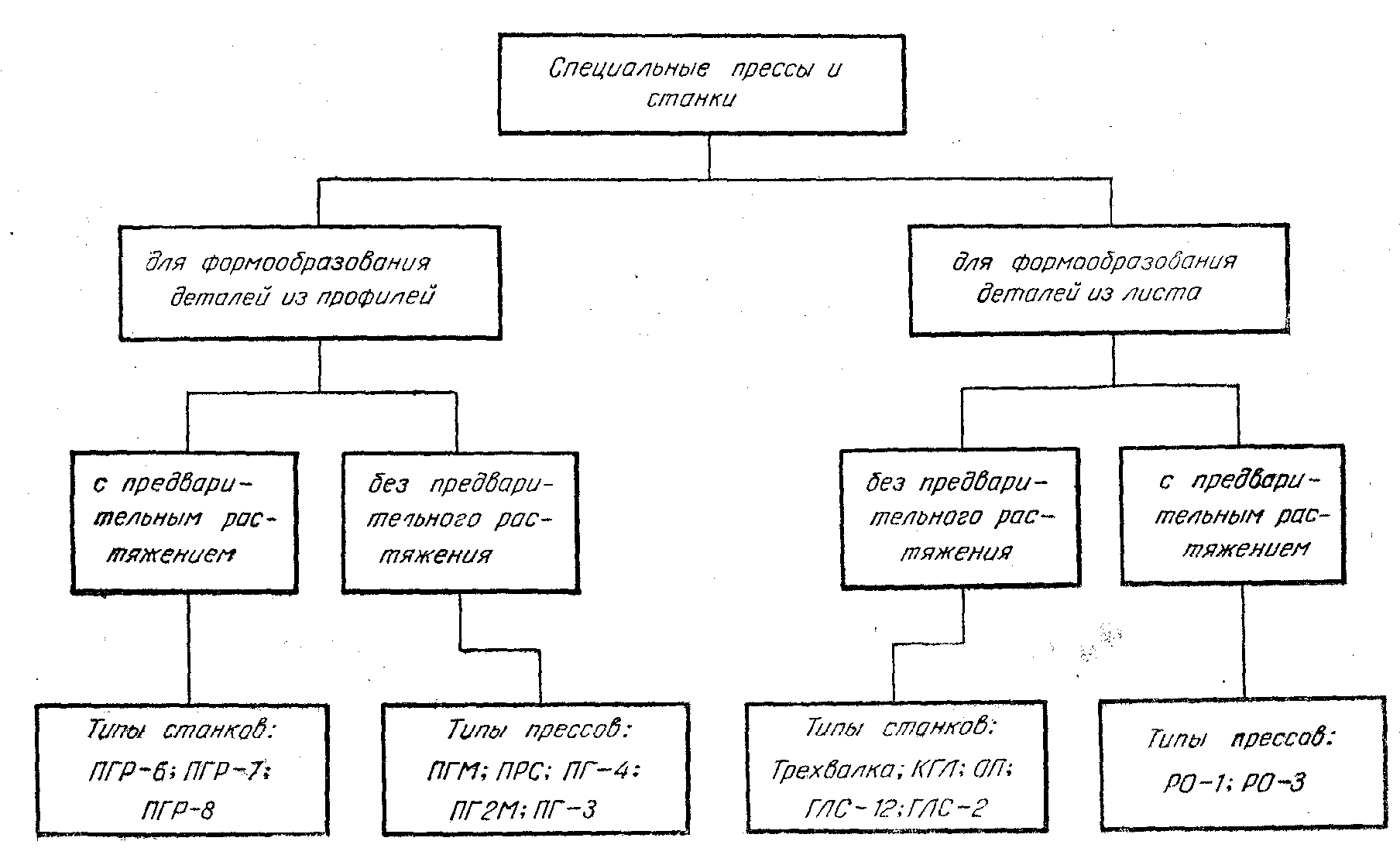
Рис. 84. Классификация специальных прессов и станков
6.2 Элементы теории гибки с растяжением
При гибке в металле в зоне изгиба возникают растягивающие и снижающие напряжения. На рис. 85, а и б изображена полоса металла до и после гибки.
Рассматривая заготовку до и после изгиба, нетрудно увидеть, что отрезки
![]()
После изгиба эти отрезки превратятся в дуги. Примем
![]()
Это показывает, что с наружной стороны от средней линии а0b0 возникают растягивающие напряжения, а с внутренней стороны — сжимающие.
В действительности явления при изгибе имеют более сложный характер. Вследствие сжимающих и растягивающих напряжений поперечное сечение изгибаемой полосы искажается (рис. 86), при этом нейтральная линия (линия, на которой отсутствуют напряжения) смещается со средней линии в сторону сжимающих напряжений тем больше, чем больше толщина полосы.
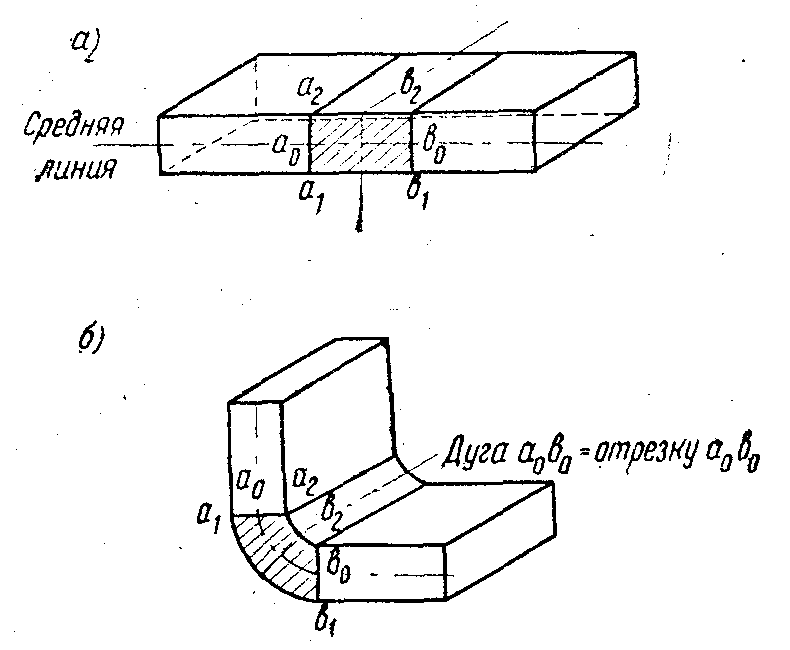
Рис. 85. Схема гибки без растяжения
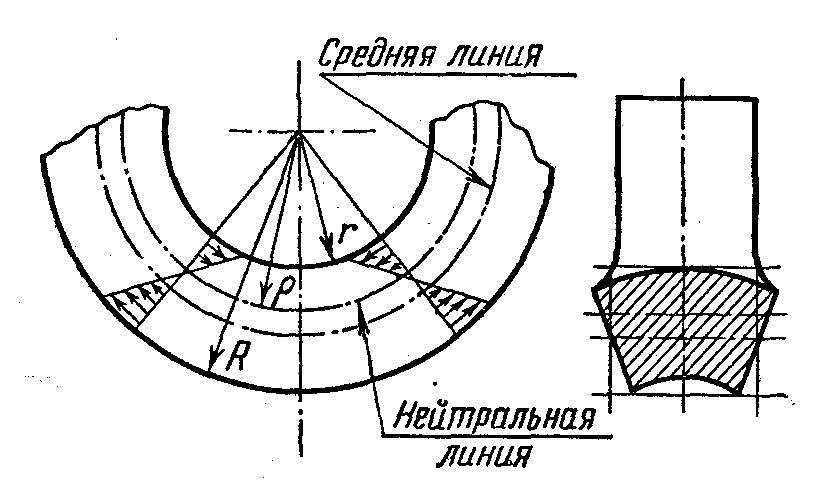
Рис. 86. Схема напряжений и искажений в зоне гиба
Степень искажения зависит от толщины изгибаемой заготовки и ее ширины. Чем больше толщина и меньше ширина изгибаемой поло- сы, тем больше искажение.
Специальные прессы предназначены для формоизменения заготовок относительно небольшой толщины и большой ширины. Это позволяет не считаться в практике с искажениями.
Заготовки вследствие пластических деформаций принимают изог- нутую форму. Однако пластические деформации всегда сопровож- даются упругими. Чем ближе слои к нейтральной линии, тем мень- ше в них напряжения. Следовательно, существуют слои, которые имеют напряжения, соответствующие упругим деформациям. После снятия изгибающих деталей упругие деформации вызовут явление отпружинивания, т. е. распрямление детали на некоторый угол. Кроме того, при определенных условиях возможно гофрообразова- ние в сжатых зонах (рис. 87).
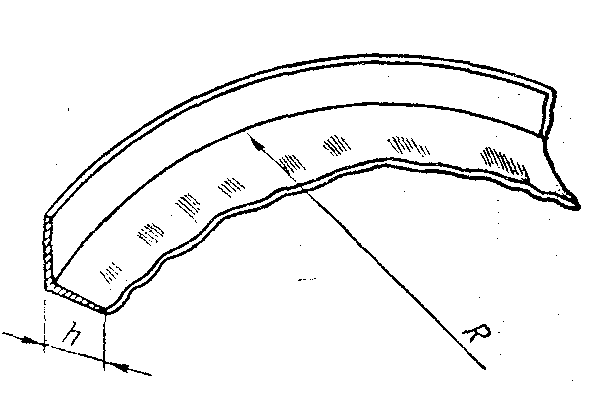
Рис. 87. Гофрообразование при гибке от сжимающих напряжений
Гибка с растяжением
характерна тем, что в изгибаемой
заготовке растягивающие напряжения
доводят до значений, близких к
![]() .
.
В этом случае нейтральная линия окажется за пределами сечения изгибаемой заготовки, т. е. в сечении возникнут только напряжения растяжения (рис. 88).
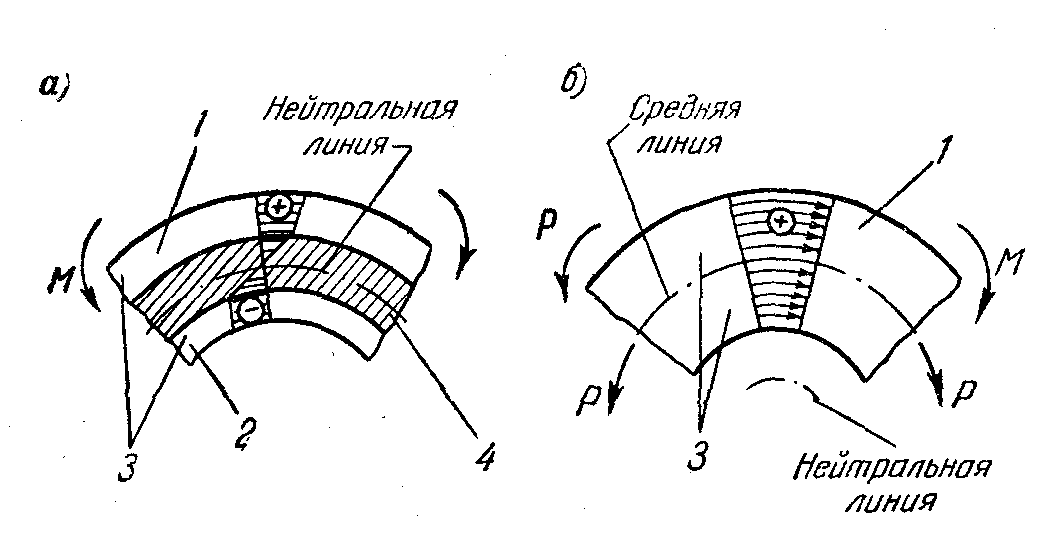
Рис. 88. Схема напряжений при гибке:
а — без растяжения; б — с растяжением; 1 — зона растяжения,
2 — зона сжатия; 3—зона пластических деформаций;
4 — зона упругих деформаций
Предварительное растяжение предотвращает образование гофров — явление, неизбежное при простой гибке фасонного профиля, имеющего высокую полку плоскости изгиба.
Суммарная
деформация от напряжения, возникающего
при гибке с растяжением, должна быть
меньше
![]() (относительного
удлинения).
(относительного
удлинения).
На практике суммарную деформацию не рекомендуют принимать больше 8%. Это исключает возможный разрыв профиля. Предварительное удлинение заготовки выбирают в зависимости от величины отношения R/h (называемого относительным радиусом кривизны) по графику, показанному на рис. 89. При значениях R/h в пределах от 6 до 20 гибка с растяжением не дает гофрообразования.
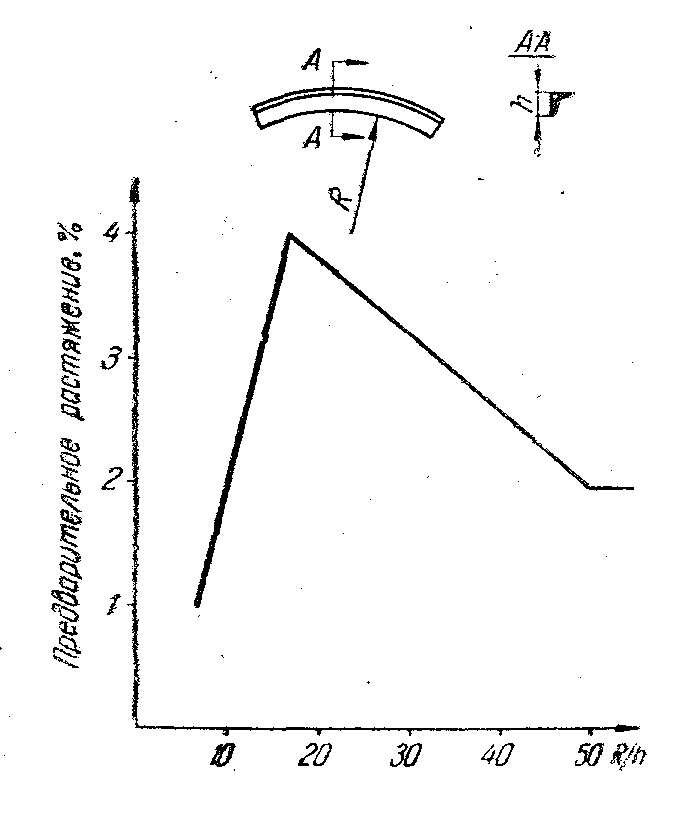
Рис. 89. График для определения предварительного растяжения
Гибка деталей с относительным радиусом кривизны от 20 и выше требует меньшего относительного удлинения, так как увеличение его не повышает точности детали.
Гибку с растяжением выполняют при помощи одного формоизменя- ющего элемента — пуансона — согласно схеме (рис. 90, б). Усилие предварительного растяжения рассчитывают по формуле:
![]() ,
(68)
,
(68)
где F—площадь поперечного сечения;
— предел текучести при растяжении.
Усиление калибровки приближенно определяют по формуле:
![]() ,
(69) где
—
предел прочности.
,
(69) где
—
предел прочности.
Наилучшие результаты получаются в том случае, когда усилия растяжения по всему сечению несколько больше напряжений, соответствующих упругим деформациям. При снятии нагрузки в этом случае деталь только несколько укоротится, но сохранит полученную кривизну. Однако при большой высоте полок разница в деформациях наружных волокон будет настолько велика, что в то время как на внутренних участках напряжение будет находиться вблизи границ упругости, на наружных участках начнется разрушение. В этих случаях приходится растягивающие усилия органичивать и, доводить их только до пределов, при которых напряжение на внешних участках сечения не будет достигать разрушающих значений.
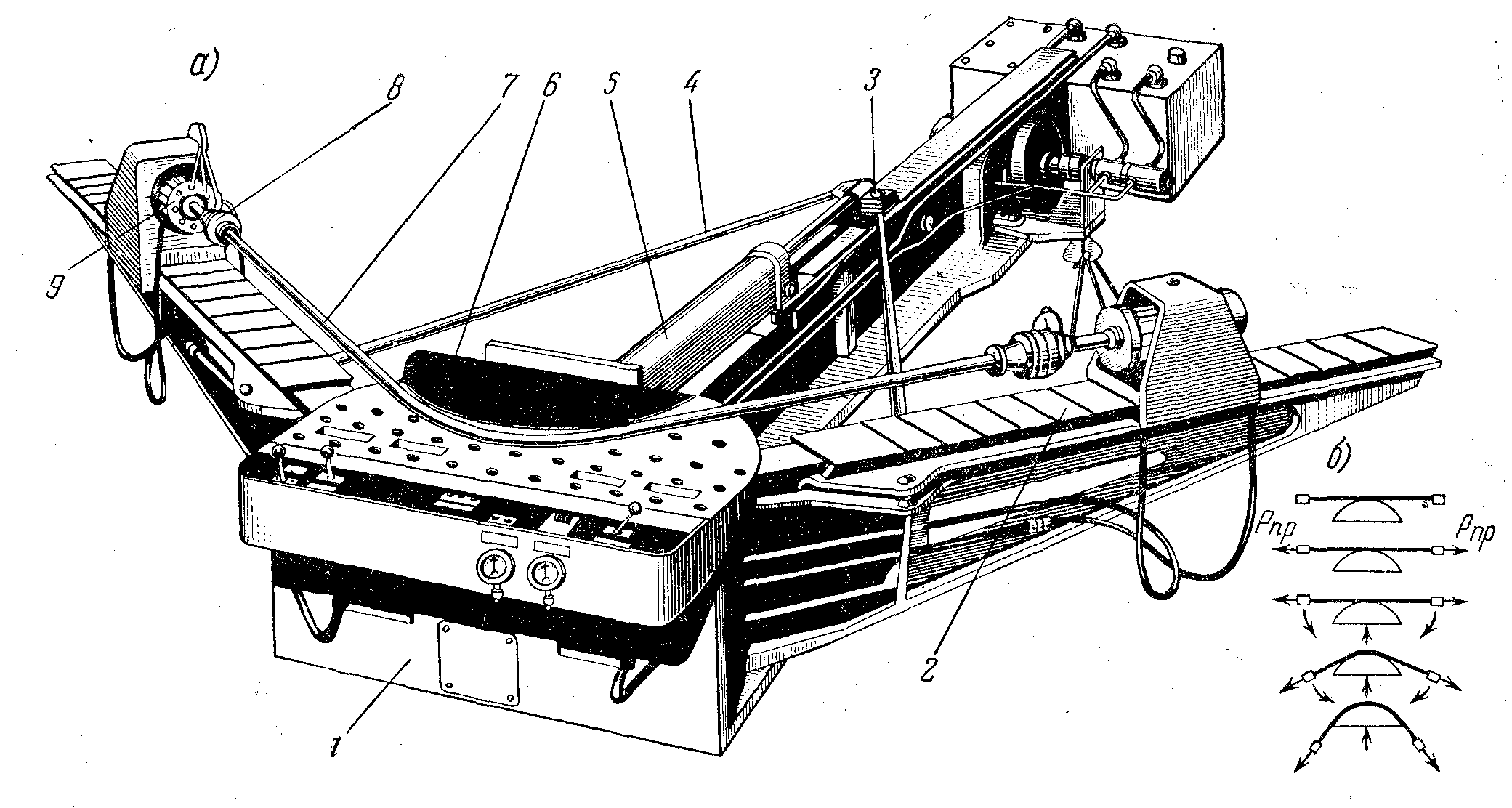
Рис. 90. Станок для гибки с растяжением деталей из профилей типа ПГР-6:
а — общий вид; б — схема гибки