

3.4. Технология изготовления деталей методом ударной штамповки резиной
С технологической точки зрения детали, которые формуют методом ударной штамповки резиной, можно подразделить на три класса. На рис. 52 приведены типичные детали каждого класса.
К первому классу относятся детали, имеющие элементы вытяжки при защемленном (штамповка с прижимом) или незащемленном (штамповка без прижима) фланце (коробки, днища, обтекатели).
Для деталей второго класса характерно наличие отбортовки, вытяжки и гибки (полупатрубки).
Третий класс деталей характеризуется гибкой бортов выпуклых, вогнутых, прямых (элементы нервюр и шпангоутов, диафрагмы).
Детали первого и второго классов рационально штамповать по I схеме, а детали третьего класса — по II схеме. Для деталей первого и второго классов применяют грубо приближенные заготовки, т. е. со значительными припусками, которые после формообразования детали обрезают.
Для деталей третьего класса заготовки должны быть в виде точных разверток деталей на плоскости.
Каждый класс деталей имеет свои особенности штамповки. Рассмотрим эти особенности.
 Рис. 52. Классификация
деталей, штампуемых по методу ударной
штамповки резиной:
Рис. 52. Классификация
деталей, штампуемых по методу ударной
штамповки резиной:
а — детали первого класса; б — детали второго класса;
в — детали третьего класса
3.4.1. Особенности штамповки деталей первого класса
При штамповке
деталей первого класса можно неравномерно
перемещать материал в полость матрицы.
Поэтому получить детали типа днищ,
коробок, обтекателей без фланца
невозможно. Для получения таких деталей
ведут штамповку с фланцем с последующей
его обрезкой. Заготовка для получения
деталей должна иметь припуски на
образование радиуса гм
и фланца (рис. 53). Отношение диаметра
фланца d$
к диаметру
детали d
должно быть
![]() .При
штамповке деталей с фланцем припуск на
обрезку по фланцу должен быть порядка
15…20 мм.
.При
штамповке деталей с фланцем припуск на
обрезку по фланцу должен быть порядка
15…20 мм.
Для получения
деталей высокого качества необходимо
учитывать отношение высоты детали к
диаметру, т. е. относительную глубину
вытяжки (рис. 53, а)
![]() · Численная величина относительной
глуби- ны вытяжки должна быть меньше
определенных значений, завися- щих от
относительной величины фланца
· Численная величина относительной
глуби- ны вытяжки должна быть меньше
определенных значений, завися- щих от
относительной величины фланца
![]() механических
харак- теристик металла и величины
давления, развиваемого резиновой
подушкой. Если относительная глубина
вытяжки будет больше, то возникнут
гофры.
механических
харак- теристик металла и величины
давления, развиваемого резиновой
подушкой. Если относительная глубина
вытяжки будет больше, то возникнут
гофры.
На рис. 54 приведен график зависимости относительной глубины вытяжки для деталей из сплавов алюминия при давлении резиновой подушки в пределах 200—300 кГ/см2 от относительной величины фланца.
При штамповке деталей из сталей марок С20 или 1Х18Н9Т давление резиновой подушки должно быть увеличено в 2—2,5 раза.
Для качественной
(без гофрообразования) штамповки
прямоуголь- ных (в плане) коробок радиусы
сопряжения боковых стенок должны
находиться в пределах 10-20 мм,
а относительная
глубина вытяжки должна быть
![]()
![]() 0,45
при относительной величине фланца
(рис. 53, б). 1,1 <
0,45
при относительной величине фланца
(рис. 53, б). 1,1 <
![]() 1,4.
Эти соотношения относятся к давлению
резиновой подушки порядка 300 кГ/см2.
1,4.
Эти соотношения относятся к давлению
резиновой подушки порядка 300 кГ/см2.
Следует отметить, что при недостаточном давлении возможна штамповка в несколько ударов. Например, при давлении Qp = 200 кГ/см2 и относительной глубине h/b =0,15 требуется один удар, а при увеличении относительной глубины до h/b = 0,35 требуется 5—6 ударов.
Наименьший радиус сопряжения дна и стенок (независимо от формы детали в плане) определяют по формуле:
![]() (48)
(48)
где
![]() —
предел прочности материала;
—
предел прочности материала;
s — толщина металла;
Qp — максимальное давление, развиваемое резиновой
подушкой.
Для штамповки деталей типа обтекателей (см. рис. 53, в) высокого качества необходимо соблюдать следующие соотношения, установленные практикой: R/s > 5 и b/l > 0,35.
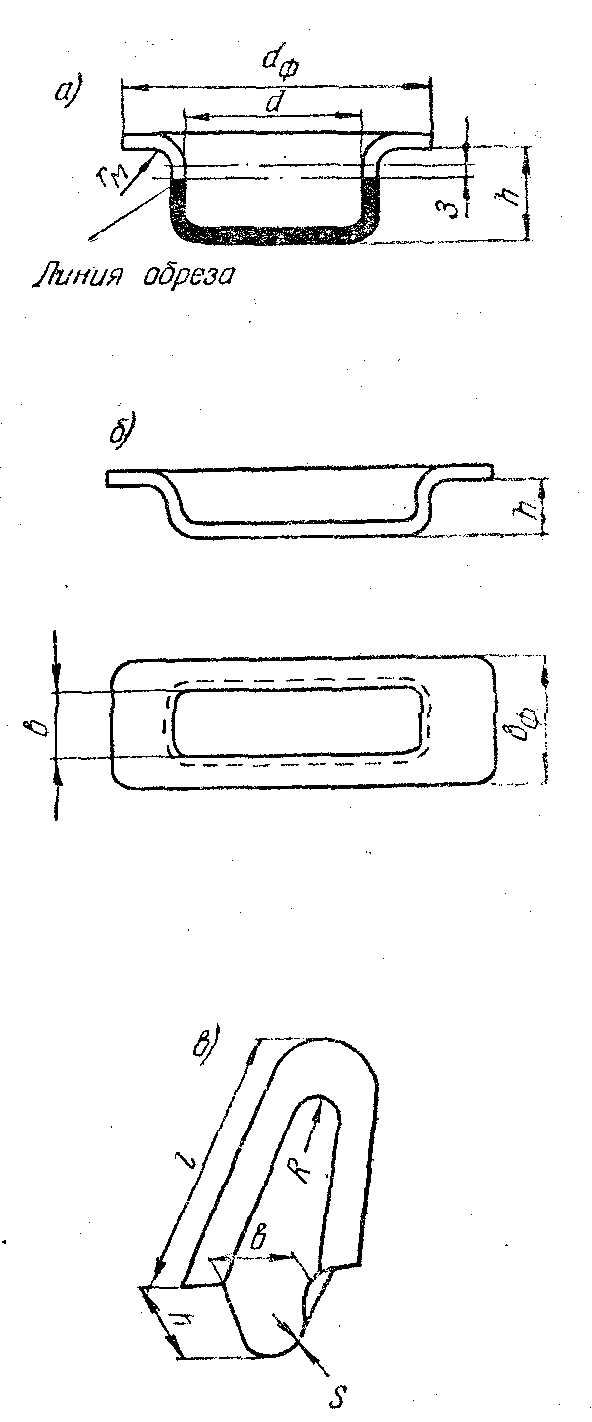
Рис. 53. Схема деталей первого класса: а - цилиндрической формы;6 — коробчатой формы; в — типа обтекателей
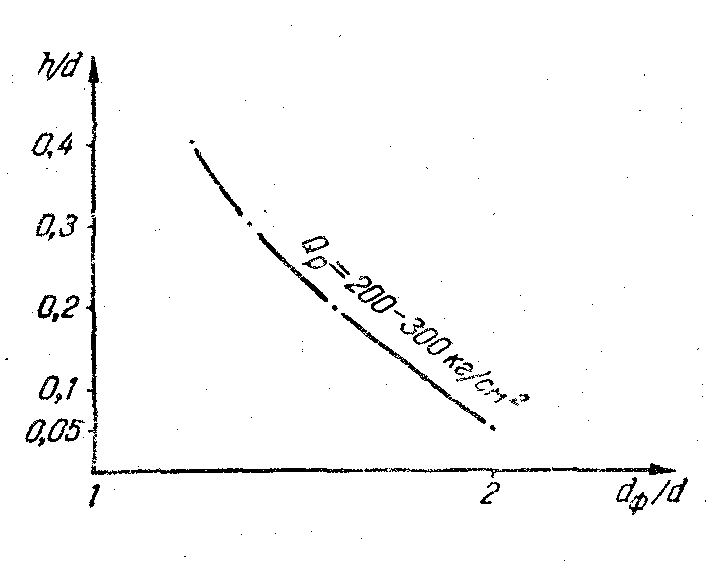
Рис. 54. График зависимости относительной глубины вытяжки от относительной величины фланца
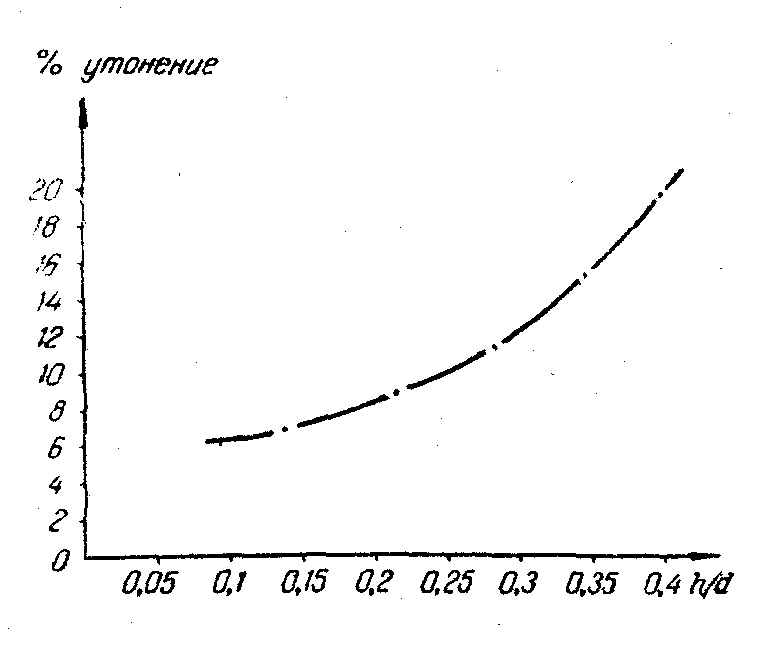
Рис. 55. График зависимости утонения от относительной глубины вытяжки при штамповке детален типа днищ
В случае штамповки
с перемещением фланца
![]() 0,5, а при
штамповке без перемещения фланца это
же соотношение нельзя допускать более
0,25.
0,5, а при
штамповке без перемещения фланца это
же соотношение нельзя допускать более
0,25.
Формообразование деталей, имеющих элементы вытяжки, сопровождается утонением материала, зависящим от относительной глубины вытяжки.
На рис. 55 приведен график зависимости величины утонения от относительной глубины вытяжки при штамповке деталей типа днищ. Если значительное утонение недопустимо, то вытяжку деталей следует произвести с подкладными пластинами (рис. 56) (преимущественно при плоском дне) или с заполнением объема кусками резины (при сферической форме дна).
Возможен метод штамповки в два перехода с накоплением металла. Первый переход служит для придания плоской заготовке формы, обеспечивающей набор металла. При выворачивании детали после первого перехода, происходящем при втором переходе, в центральной части перехода происходит утолщение, которое в процессе формоизменения растягивается и утоняется, тем самым обеспечивая равномерную толщину стенки по всему днищу. Если такого накопления металла не производить, то в центральной части днища будет значительное утонение.
Размеры первого
перехода рассчитывают из условий
равенства объема металла готовой детали
и перехода. Для определения этих величин
следует пользоваться формулами для
подсчетов объемов, имеющихся в справочниках
по холодной штамповке. Высоту первого
перехода подбирают из условий, что
периметр первого перехода l
должен быть
на 4…6% меньше периметра готовой детали
12.
Радиус
перехода
![]() подбирают
из условия получения необходи- мой
высоты Н (рис. 57). Радиус перехода R2
должен
соответствовать радиусу перехода
готовой детали R
Для упрощения
подсчетов до- пустимо участки первой
вытяжки строить одним радиусом, который
следует подбирать графически из условий
нахождения точки А
в плоскости
зеркала матрицы.
подбирают
из условия получения необходи- мой
высоты Н (рис. 57). Радиус перехода R2
должен
соответствовать радиусу перехода
готовой детали R
Для упрощения
подсчетов до- пустимо участки первой
вытяжки строить одним радиусом, который
следует подбирать графически из условий
нахождения точки А
в плоскости
зеркала матрицы.
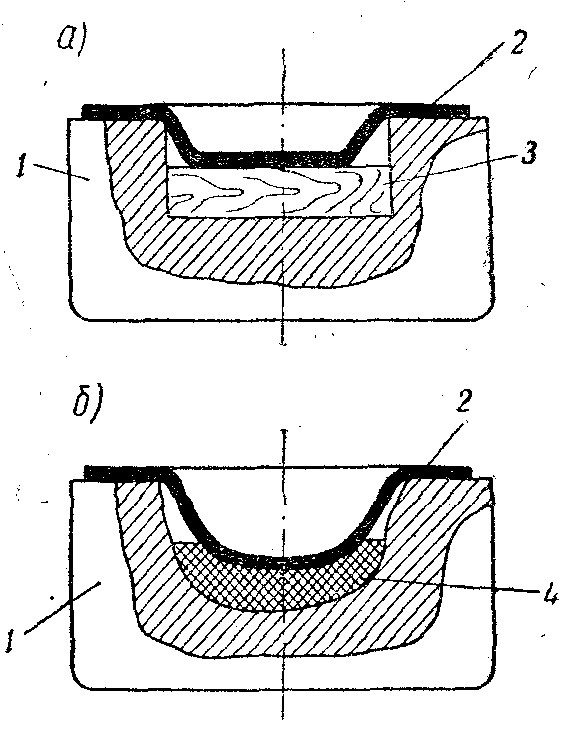
Рис 56. Схема вытяжки с применением подкладок:
a- при плоском дне: б - при сферическом дне; 1— матрица; 2 — деталь; 3 — деревянная подкладка; 4 — резиновая подкладка
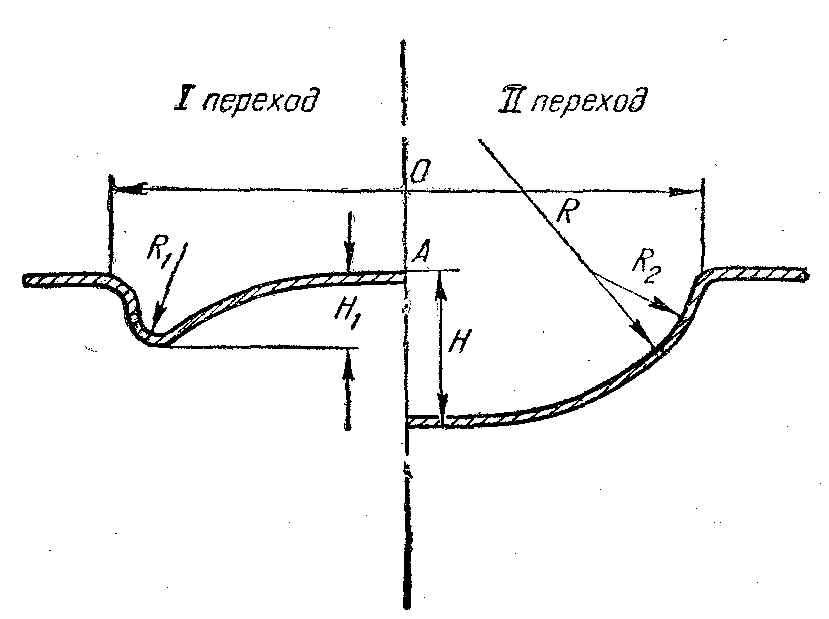
Рис. 57. Схема построения контура матриц при штамповке в два перехода