

7.5. Заготовки и их расчёт
Основным исходным положением при расчете плоской заготовки является равенство объемов детали с учетом припусков и заготовки, т. е.
![]() (94)
(94)
где
![]() —
объем материала заготовки;
—
объем материала заготовки;
![]() —
объем материала
детали;
—
объем материала
детали;
![]() —
объем материала
припусков.
—
объем материала
припусков.
Зная размеры детали по чертежу и намечая схему формоизменения, можно определить необходимые размеры заготовки, если использовать формулу (94).
Рассмотрим особенности проектирования заготовок для конусных деталей, имеющих угол раствора менее 30°. Анализом, проведенным в § 4, установлено, что невозможно раскатать из плоской заготовки деталь с углом раствора конуса менее 30°. Вторым ограничением является допустимый предел формоизменения. При условиях, превышающих допустимые пределы, раскатку ведут в два или несколько переходов.
В ряде случаев, если необходимо получить конусные детали с углом раствора меньше 30°, применяют чашеобразные заготовки. Такая заготовка (рис. 128) допускает уменьшение предельного угла.
Чашеобразная заготовка может быть литой, кованой, обработан- ной на металлорежущем станке или полученной методом обкатки из плоской заготовки. В этом случае чашеобразная заготовка является как бы первым переходом операции обкатки, выполняемой в два перехода. Возможна обкатка и с большим числом переходов.
Рис. 128. Чашеобразная заготовка

Рис. 129. Схема обкатки в два перехода
В случае многопереходной обкатки (рис. 129) соотношение толщин можно выразить формулой:
откуда![]() Если обозначить через
абсолютное утонение, то
Если обозначить через
абсолютное утонение, то
![]()
откуда
![]()
где выражено в процентах.
Подставим
значения
![]() ,
выраженные через толщину заготовки,
,
выраженные через толщину заготовки,
![]()
После преобразования
![]() (96)
(96)
По формуле (96) можно рассчитать предельный угол чашеобразной заготовки.
Пример.
Деталь в форме конуса должна иметь угол
раствора
![]() 10°.
Определить угол наклона стенок
10°.
Определить угол наклона стенок
![]() чашеобразной заготовки при условии,
что материал допускает утонение до 70%.
чашеобразной заготовки при условии,
что материал допускает утонение до 70%.
Решение:
![]()
что соответствует углу = 35°.
Угол желательно несколько уменьшить. Это облегчит
условия формоизменения.
Регулируя с помощью следящего устройства подачу роликов, можно получать детали с утолщениями и фланцами (рис. 130).
На рис. 131 показаны заготовки чашеобразной формы для получения деталей сложной геометрической формы.
Детали, имеющие переменную толщину стенки, получают из заготовок дисковой формы с переменной толщиной по радиусу (рис. 132). Заготовки рассчитывают по нескольким точкам, используя синусоидальную зависимость между толщинами стенок детали и ее заготовки.
Рис. 130. Деталь с переменной толщиной стенки и утолщениями, изготовленная раскаткой
Следовательно,
где:
![]() ...,
...,![]() —толщина
стенок заготовки детали;
—толщина
стенок заготовки детали;
![]()
![]()
![]() ...,
...,
![]() —толщина
соответствующей стенки детали.
—толщина
соответствующей стенки детали.
Пользуясь этими соотношениями, можно произвести расчет толщины стенки детали, получаемой из данной заготовки.
Толщина стенки переменной величины может быть получена прл криволинейных образующих оправки (рис. 133) из плоской заготовки. Для расчета используют ту же синусоидальную зависимость, но в данном случае постоянной величиной будет толщина заготовки S, а переменной —sin угла , изменяющийся вдоль образующей.
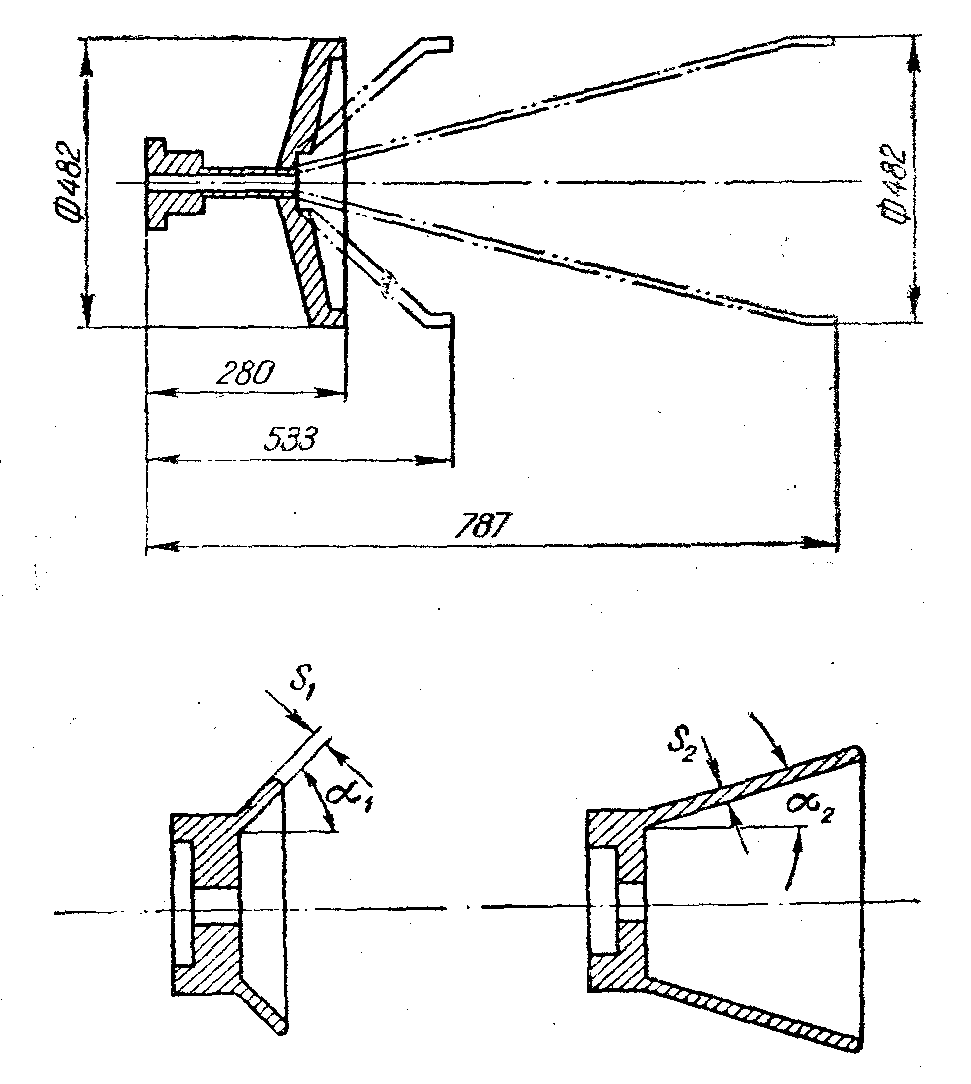
Рис. 131. Раскатка деталей сложной формы из чашеобразных заготовок
Для получения деталей с постоянной толщиной стенки при обкатке по оправке с криволинейной образующей необходима заготовка переменной толщины. Размеры такой заготовки получают из той же синусоидальной зависимости. Для этого определяют синусы углов по оправке в нескольких характерных точках:

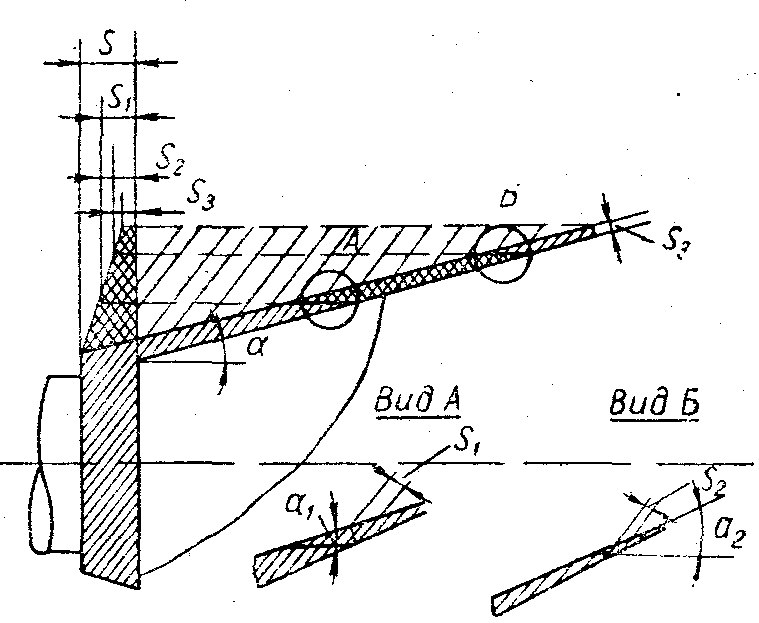
Рис. 132. Раскатка детали из заготовок переменной толщины
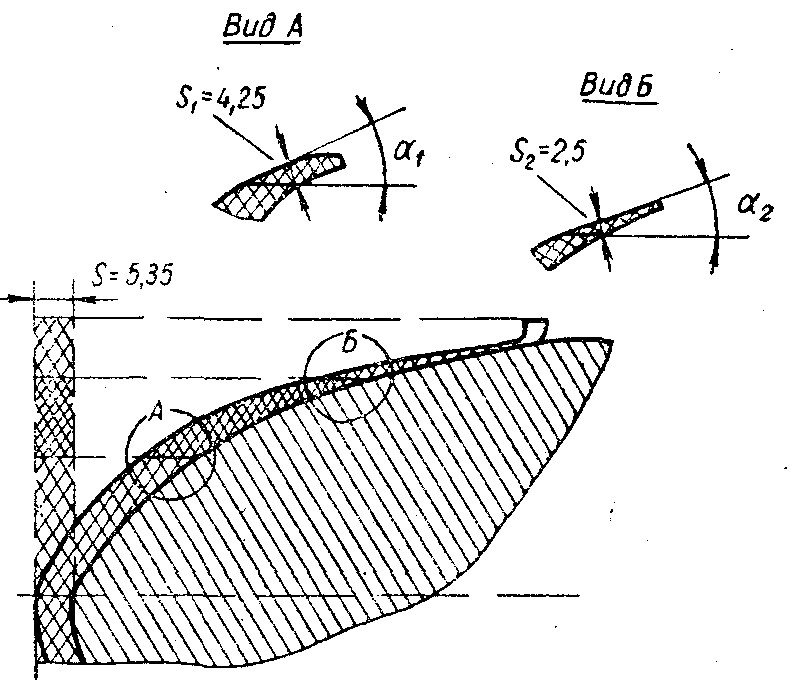
Рис. 133. Раскатка детали ожевальной формы с переменной толщиной стенки
Для уменьшения усилий при обкатке, а также для получения допустимых степеней формоизменения заготовки должны поступать в отожженном состоянии.
При расчете и проектировании конусных заготовок для формообразования деталей сложных контуров сказанное выше о плоских заготовках остается в силе. Однако, кроме этого, необходимо правильно выбрать начальные диаметры конусной заготовки. Диаметры выбирают так, чтобы удлинение кромок обоих торцов конуса было примерно одинаковым и меньше относительного удлинения для данного материала. Диаметр конусной заготовки определяют графическим методом. Вычерчивают контур изделия (рис. 134) и проводят прямую линию из точки В касательно к контуру (линия АБ). Участок АВ делят пополам. Размер а = АГ = ГВ откладывают на прямой ОБ. Из точки Е проводят прямую ЕГ, которую принимают как образующую конуса заготовки. Такое построение заготовки при ее формоизменении до размеров изделия на чертеже обеспечивает равенство удлинения кромок.
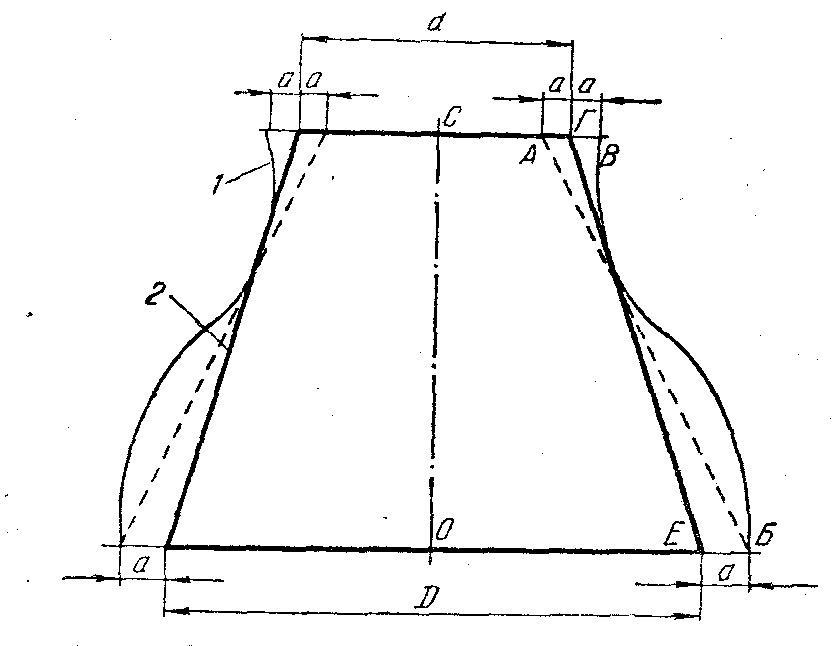
Рис. 134. Схема графического расчета конусной заготовки:
1 — контур изделия; 2 — контур заготовки