

8.2. Разновидности взрывчатых веществ и их особенности
К взрывчатым веществам, используемым для штамповки, предъявляют следующие эксплуатационные требования: I) безопас- ность в обращении;
2) стабильность свойств;
3) высокая скорость взрывной реакции;
4) простота способа возбуждения взрывной реакции;
5) водоустойчивость;
6) невысокая стоимость.
Основными свойствами ВВ, которые имеют значение при их выборе для высокоскоростной штамповки, являются развиваемое давление, скорость детонации и энергия.
Различают два основных типа взрывчатых веществ или смесей:
1) метательные (порох или быстрогорючие смеси);
2) бризантные (быстродействующие ВВ и смеси). Их отличают по скорости перехода в газообразное состояние.
Порох и быстрогорючие смеси позволяют в достаточной мере контролировать и управлять процессом их горения, а следовательно, и нарастанием давления во времени. Максимальное давление при горении порохов можно получить в начале, конце или в любой другой момент горения. Давление продуктов сгорания порохов достигает 1400 МПа, что вполне достаточно для большинства листоштамповочных процессов.
Штамповка изделий из листовых металлов непосредственным воздействием продуктов сгорания порохов и смесей на деформируемый металл или через податливые среды пригодна для изготовления сравнительно мелких деталей, так как штампы в процессе деформации должны быть плотно закрыты. Удержать штампы в закрытом состоянии при штамповке крупногабаритных деталей вследствие высоких давлений продуктов сгорания очень трудно. Штампы в этих случаях должны иметь сложные запирающие устройства. Применение газовых смесей связано с некоторыми трудностями, так как для получения высоких давлений продуктов сгорания необходимо предварительное сжатие смеси, что усложняет технологическую оснастку. Поэтому штамповка крупногабаритных изделий из листовых металлов непосредственным давлением продуктов сгорания порохов и газовых смесей вряд ли найдет широкое применение.
Наиболее перспективным для изготовления крупногабаритных изделий из листовых металлов является применение в качестве энергоносителей бризантных ВВ. Их использование в листоштамповочном производстве исключает недостатки, которые бывают при штамповке пороха ми и горючими смесями. Поэтому основное внимание предприятий уделяется этому методу.
В табл. 23 приведены данные некоторых ВВ, применяемых при обработке металлов давлением.
Таблица 23

Всем требованиям, предъявляемым к взрывчатым веществам, наиболее полно удовлетворяют заряды из прессованного тротила, подрываемые с помощью электродетонаторов. Кроме того, применение тротила удобно также и потому, что он считается стандартным ВВ, и все расчеты в теории взрыва принято выполнять прежде всего на случай использования тротиловых зарядов.
Для штамповки некоторых изделий из листовых металлов иног- да требуется придать ударной волне определенную форму или создать местное усиленное воздействие ударной волны. Взрывчатые вещества допускают получение ударных волн практически любой конфигурации и действующих в любом направлении. Это достига- ется приданием заряду соответствующей формы, применением кумулятивных зарядов (зарядов, дающих направленные взрывы), созданием локализаторов или применением комбинированных зарядов, составленных из нескольких ВВ, имеющих различные скорости детонации. Так, для получения ряда изделий (гофриро- ванных панелей, коробчатых деталей, чеканки и т. п.) желательно, чтобы фронт падающей волны был плоским. Такой фронт нельзя получить даже при плоском (листовом) заряде ВВ.
Для получения плоского фронта ударной волны применяют заряд, состоящий из трех ВВ, имеющих большую разницу в скорости детонации. Схема такого заряда показана на рис. 141.
Детонатор 3, выполняемый из гремучей ртути или из азида свинца, крепят таким образом, чтобы он подрывал вспомогательный заряд 4, имеющий большую скорость детонации. Между вспомогательным и основным зарядом 1 находится взрывчатое вещество 2 с малой скоростью детонации. Вспомогательный и основной заряды расположены друг к другу под углом , а синус этого угла выбирают равным отношению скоростей детонации переходного заряда 2 и вспомогательного заряда 4. Такой комбинированный заряд дает возможность получить при взрыве плоскую ударную волну, направленную на деформируемый материал 5.
Из взрывчатых веществ можно получить заряды любой формы путем отливки или применяя пластифицированные ВВ, которым легко придать любую форму даже руками. Взрывчатые" вещества обычно выпускают в виде зерен, шашек различной геометрии, листов и шнуров.
В зависимости от формоизменяемой заготовки, способа штампов- ки взрывом, необходимых импульсов выбирают марку и соответст- вующую форму заряда.
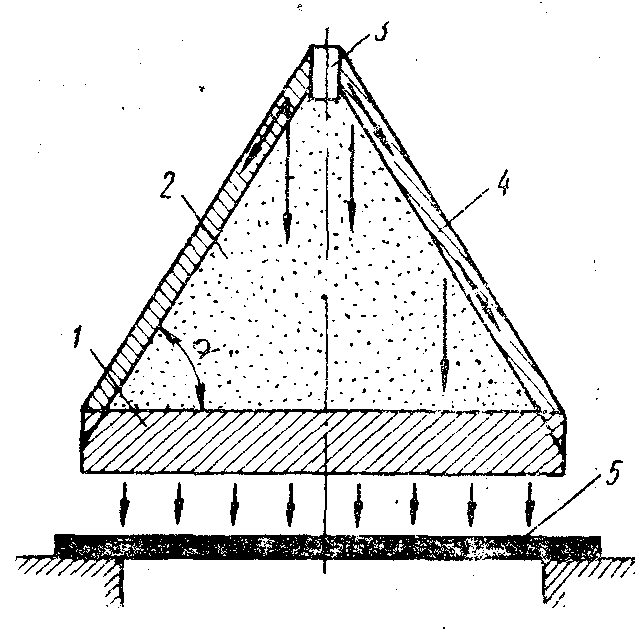
Рис. 141. Расположение ВВ в заряде для получения плоского фронта падающей волны