

7. Обкатка и раскатка
7.1. Общие сведения
Обкатка — процесс формоизменения заготовки при помощи ролика или давильника, обжимающего заготовку по вращающейся оправке (рис. 119). Оправка имеет форму внутреннего контура изготовляемой детали. Таким образом, из плоской заготовки получают полые детали формы тел вращения. Диаметр заготовки обычно значительно больше диаметра изделия и приближается по величине к сумме диаметра дна и двух образующих. Вследствие относительно небольших давлений ролика на материал при обкатке обычно применяют один ролик, что обусловливает неуравновешен- ную схему нагрузок на оправку. Процесс обкатки по существу сходен с процессом вытяжки. При обкатке толщина стенки детали может быть меньше (на 10 15%), равна или даже несколько больше толщины металла заготовки. Утолщение стенок детали происходит за счет посадки металла.
Раскатка — процесс формоизменения плоской заготовки (или заготовок формы полого тела вращения) при помощи роликов, обжимающих заготовку по вращающейся оправке (рис. 119). При раскатке усилия много больше, поэтому требуется применение двух роликов, диаметрально располагаемых по отношению оправки, что уравновешивает усилия от них. Толщина заготовки значительно больше толщины стенки детали, а диаметр заготовки равен максимальному диаметру изделия. При раскатке материал заготовки значительно утоняется (до 90%). Процесс раскатки в принципе сходен с процессом протяжки. Внешне оба процесса напоминают обработку на токарном станке. Необходимо отметить, что некоторые авторы книг по штамповке называют эти процессы по-разному, например давильные работы, выдавливание с утонением, выдавливание с утолщением, спинингование и др.
Терминология, принятая в данной книге, отражает сущность процессов и применяется наиболее часто.
По форме, которую можно получить при помощи обкатки и раскатки, детали можно разделить на четыре основные группы: 1) конические; 2) комбинированные с криволинейными образующими; 3) полусферические; 4) цилиндрические.
Обкатка и раскатка являются процессами формообразования деталей, которые в ряде случаев могут эффективно заменять вытяжку или гидроштамповку (при относительно небольших количествах изготовляемых деталей).
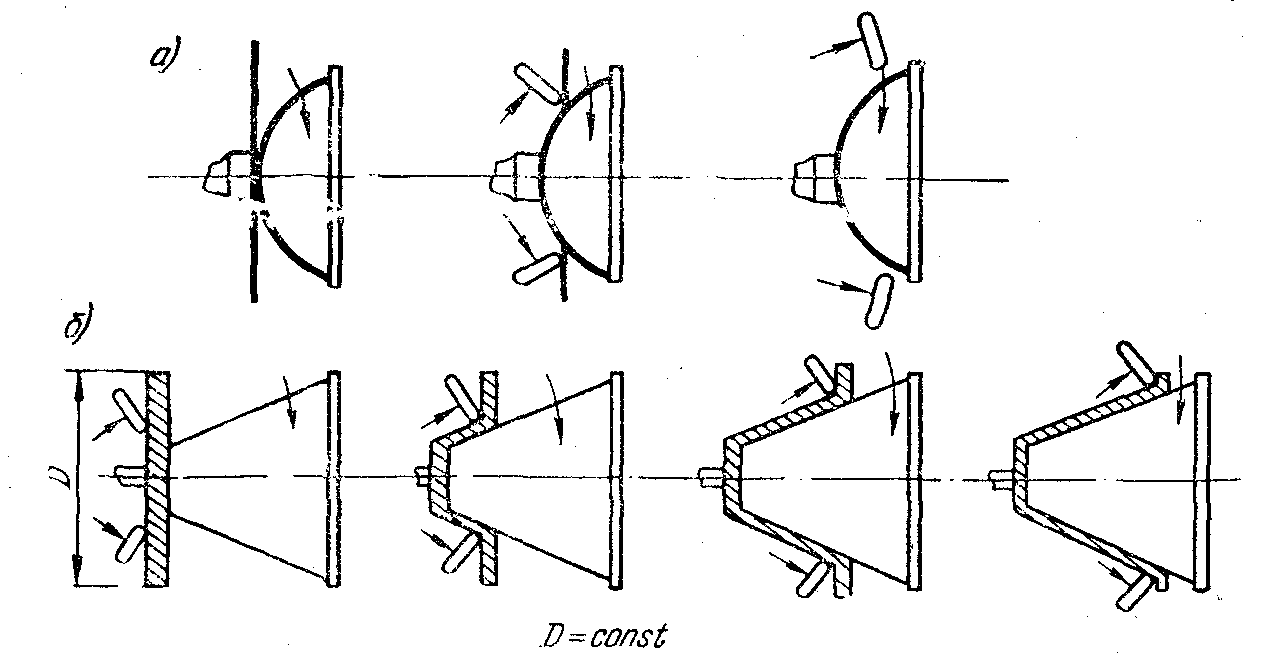
Рис. 119. Принципиальная схема процессов:
а — обкатки; б — раскатки
7.2. Технологический процесс обкатки
Способом обкатки можно выполнять следующие операции:
1) выдавливание пустотелых деталей формы тел вращения;
2) проглаживание поверхности полых деталей после ступенчатой вытяжки;
3) выдавливание узких горловин на цилиндрических заготовках; 4) завивка кромок.
Характерные схемы процесса обкатки приведены на рис. 120.
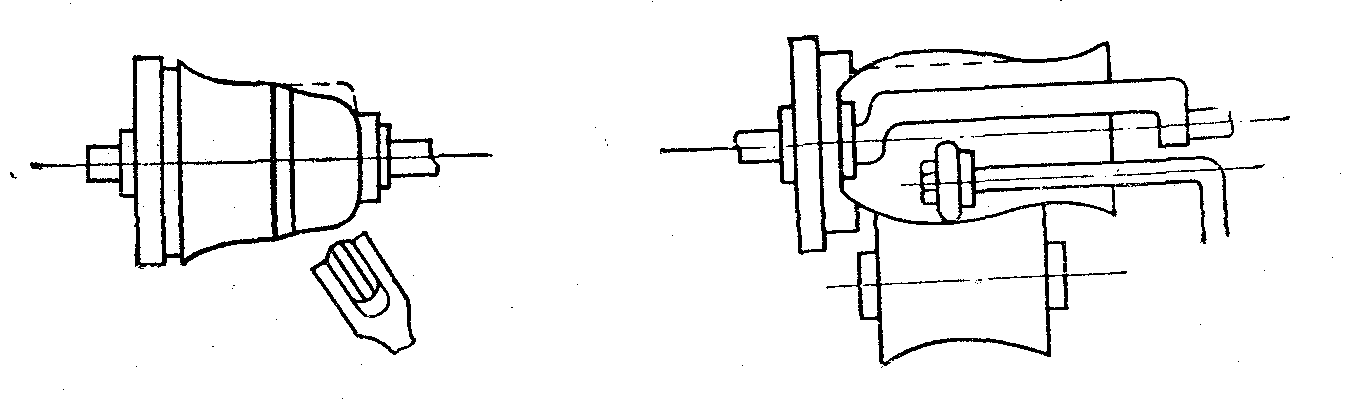
Рис. 120. Различные схемы обкатки
На рис. 121 показана последовательная деформация плоской заготовки при формообразовании детали со сложным контуром образующей.
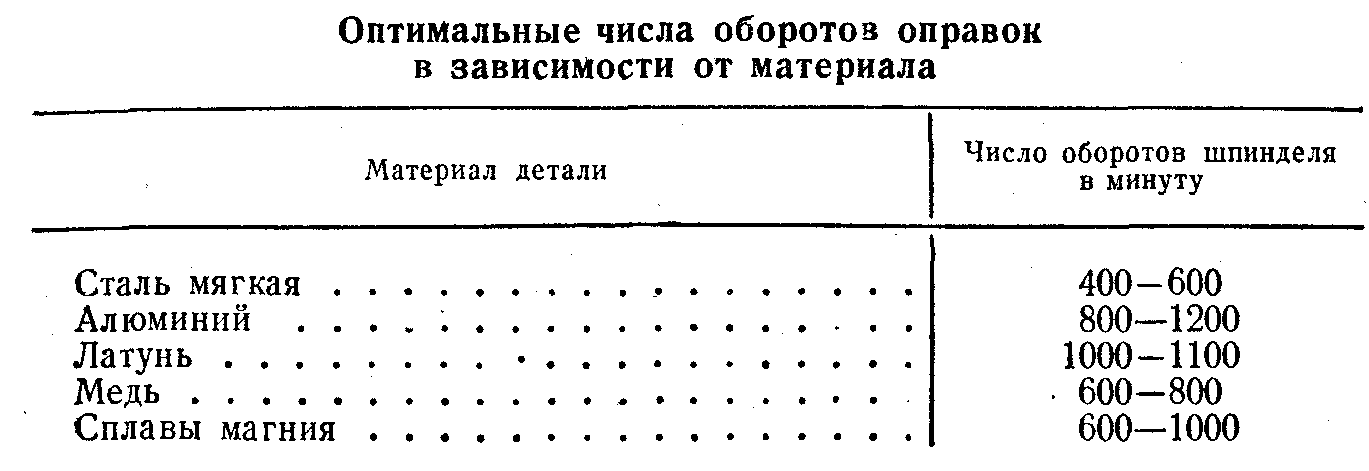
В качестве заготовок можно применять диски из листового материала, конусы, цилиндры. Точность обкатанных деталей находится в пределах 0,001—0,002 их диаметра.
Экспериментально установлены оптимальные числа оборотов оправок для различных материалов детали (табл. 20).
Таблица 20
Конические
детали можно выдавливать при предельном
отношении
![]() =
0,2
0,3,
где
=
0,2
0,3,
где
![]() —
наименьший диаметр конуса.
—
наименьший диаметр конуса.
Если деталь не может быть обкатана за одну операцию, то обкатку ведут за несколько последовательных переходов на разных оправках, но при одном и том же наименьшем диаметре оправки.
На рис. 122 приведен
пример обкатки детали в три перехода с
коэффициентами вытяжки
![]() —
0,67;
—
0,67;
![]() =
0,75 и
=
0,75 и
![]() =
0,77.
=
0,77.
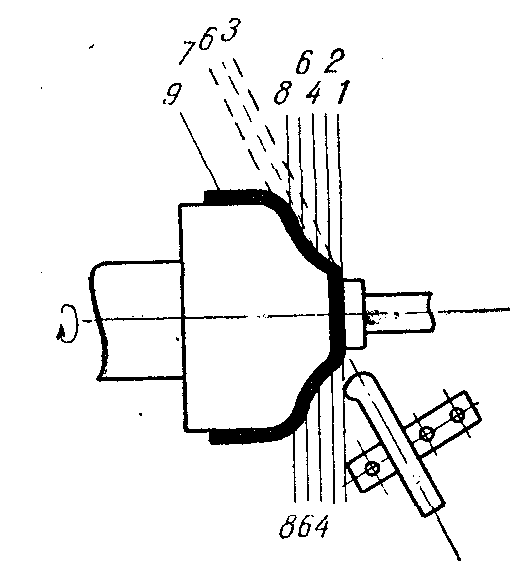
Рис. 121. Последовательность (обозначена цифрами) обкатки сложного профиля
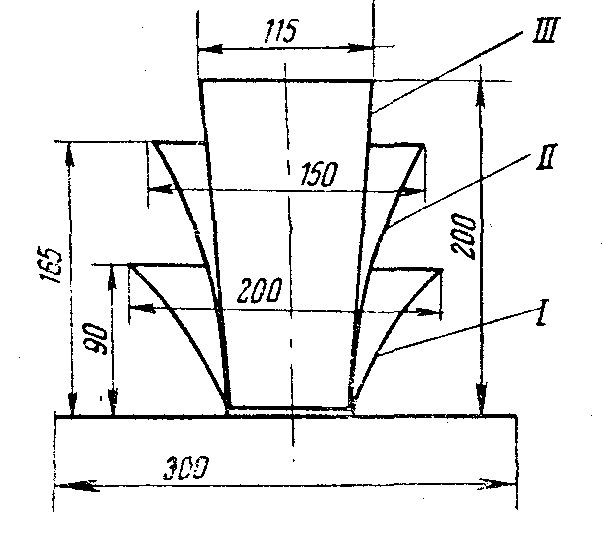
Рис. 122. Схема процессов обкатки за несколько переходов: / — /// номера переходов
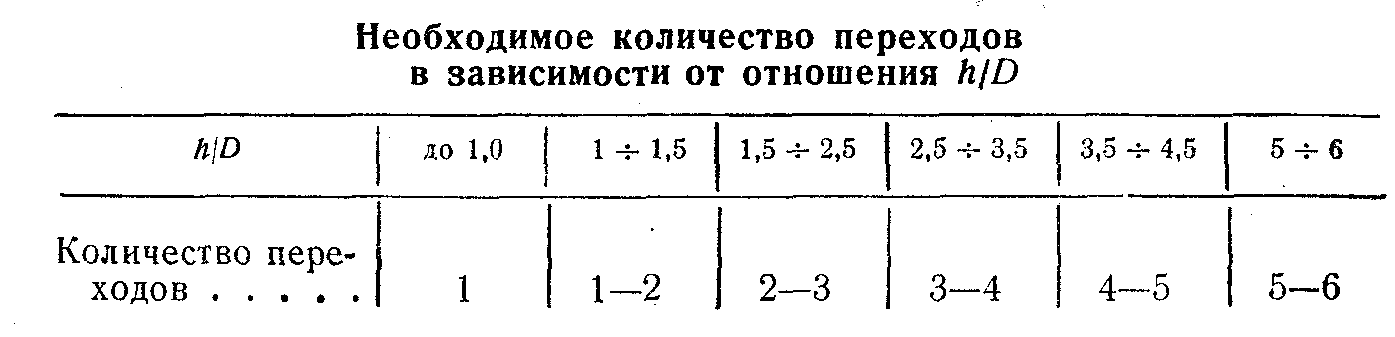
Процесс обкатки сопровождается большими степенями формоизменения, и упрочнения металла, поэтому часто прибегают к обкатке в несколько переходов с промежуточной термообработкой. Количество переходов зависит от отношения h/D (табл. 21), где h — глубина перехода; D — максимальный диаметр перехода.
Возможна обкатка при одновременном нагреве обкатываемой заготовки в зоне ее формоизменения, что в ряде случаев исключает промежуточную термообработку. Нагрев осуществляют при этом с помощью горелок. Горелки могут быть с сосредоточенным пламенем, т. е. обычные, применяемые при газовой сварке, и специальные, обеспечивающие обогрев больших поверхностей. Горелку устанавливают на суппорте стакана в диаметральном положении относительно ролика, производящего обкатку. Горелка перемещается одновременно с роликом, а металл при вращении оправки подается под ролик в нагретом состоянии. Заготовки из магния, и титана, при формоизменении которых требуется подогрев, обкатывают по нагретой оправке или с подогревом при помощи горелок.
Таблица 21
Процесс обкатки рекомендуется проводить с применением смазок, что улучшает чистоту поверхности детали и облегчает процесс формоизменения.
Для обкатки с подогревом применяют жаростойкие смазки, сохраняющие свойства при температурах 300…600° С. Хорошие результаты получаются при использовании коллоидального графита, разведенного тетрахлоридом. После обкатки смазку удаляют в щелочной ванне.
Для нержавеющих сталей при обкатке без подогрева в качестве смазки применяют мыло.