

Шероховатость обработанной поверхности в зависимости от геометрии инструментов и режимов резания.
Влияние скорости резания на шероховатость обработанной поверхности показано на рисунке
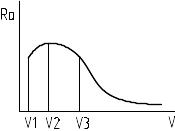
В диапазоне скоростей V1-V2 шероховатость увеличивается, что вызывается началом наростообразования достигающего максимального значения при скорости V2. Начиная со скорости V2, под действием возросшей температуры условия для наростообразования ухудшаются, а при скорости V3 нарост исчезает, что приводит к уменьшению микронеровностей. При дальнейшем увеличении скорости резания шероховатость поверхности продолжает снижаться, что объясняется снижением трения между задней поверхностью резца и обработанной поверхностью, а также общим сокращением пластической деформации. Передний угол также влияет на шероховатость обработанной поверхности. При увеличении переднего угла высота микронеровностей убывает, что приводит к уменьшению деформации при резании. Высота микронеровностей уменьшается значительно при увеличении скорости резания.
Классификация и основные задачи, решаемые системами автоматического управления: точность, устойчивость, качество.
Если САУ находится в состоянии равновесия, то такое состояние возможно при отсутствии возмущающих воздействий и изменении управляющих воздействий. При переходе системы из одного установившегося режима в другой, она может оказаться либо устойчивой, либо неустойчивой. САУ считается устойчивой, если после установления новых значений возмущающих или управляющих воздействий эта система, спустя некоторое время может монотонно приближаться к новому установившемуся значению или, совершив несколько колебаний около нового установившегося значения управляемого параметра, приходит к установившемуся режиму работы. Неустойчивая система, придя в движение, не возвращается к установившемуся состоянию равновесия. Устойчивость САУ является основным, но недостаточным условием, т.к. не всякую устойчивую САУ можно применять на практике. Для исследования САУ водится понятие качества процесса управления. Первой характеристикой системы управления является степень поддержания управляемого параметра, когда на САУ не воздействуют внешние возмущающие факторы. Второй характеристикой - вид переходных процессов, возникающих при воздействии внешних возмущающих факторов. В зависимости от роли человека в системе управления все системы можно разделить на два класса: 1.Информационные системы, обеспечивающие сбор и выдачу в удобном для обозрения виде измерительную информацию о ходе технологического или производственного процесса. 2.Управляющие системы, которые обеспечивают наряду со сбором информации выдачу непосредственно исполнительным устройствам.
Линейные и нелинейные, дискретные, одноконтурные и многоконтурные, адаптивные, смешанные.
Линейные если описываются линейным уравнением
Дискретные если система имеет дискретность сигнала
Адаптивные – используют свойства самого объекта
Одноконтурные – имеют один контур
Основными показателями качества считается время в течение которого установленное системой значение станет равным заданным с определенной степенью точности.