

4. Фрезы с затылованными и острозатылованными зубьями, их достоинства и недостатки, область использования. Заточка фрез
5. Технологические признаки и логические условия.
При проектировании техпроцессов технолог рассматривает конструктивные особенности детали, точность обработки поверхностей, шероховатость, серийность изготовления, вид детали. Все конструктивные и технологические особенности деталей описываются набором конструктивно-технологических признаков. Они служат основой для выбора технологического решения. При автоматизированном проектировании деталь можно описать набором логических условий. Каждое такое условие может принимать только 2 значения «0» или «1». Логическое условие связано с конкретным конструктивно-технологическим признаком. «1» соответствует наличию такого признака у детали, «0» - его отсутствию. В результате деталь можно описать многоразрядным двоичным кодом, содержащим всю информацию о ее особенностях. По этим кодам осуществляется автоматический выбор нужных технологических решений (операций, переходов).
Билет №26
1. Сущность ковки, как способа получения заготовок. В каких типах механообрабатывающих производств используются поковки? Преимущества и недостатки способа.
Процесс ковки основам на пластичности металла. Применяется в единичном и мелкосерийном производстве.
Преимущества: 1) возможность получения больших габаритов заготовки .
2) использование универсального оборудования.
3) является экономичным процессом в единичном и мелкосерийном производстве.
Недостатки: 1) низкая производительность .
2) низкая точность заготовки, большие припуски и напуски.
2. Зажимные устройства приспособлений. Конструктивное изготовление и расчет зажимных сил винтовых, клиновых, рычажных, эксцентриковых механизмов.
Зажимные устройства предназначены для надежного закрепления заготовки, они должны исключать вероятность сдвига, поворота или вибрации детали при обработке на станке, изменение заданного положения обрабатываемой детали в приспособлении.
Винтовой зажим: Q - усилие, прилагаемое рукояткой к плечу L, действующее перпендикулярно плоскости чертежа.
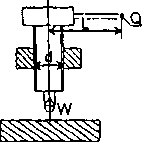 QL=W*rCP*tg(a*y)
QL=W*rCP*tg(a*y)
где rC-средний диаметр резьбы
а- угол подъема резьбы
Сила, необходимая для зажима детали винтовым зажимом зависит от длины рукоятки, формы зажимного торца винта и вида резьбы.
Клиновой зажим: P=Q*tg(a*2fi); a<2fi
a-самотормозящая

Рычажный зажим: N=(Q(L+L1))/L; N=Q+W; Q*L1=W*L

3. Автоматические транспортные накопительные и складские системы гпс. Оборудование компоновка, принципы управления транспортными потоками и роботизированные складами гпс.
Согласно ГОСТ 26238-85 АТСС - это система взаимосвязанных транспортных и складских устройств для укладки, хранения, временного накопления, разгрузки и доставки предметов труда и технологической оснастки. Накопительное системы бывают двух видов:
1) со стеллажным краном-штабелером
2) с конвеером-накопителем. Существует два варианта построения АТСС - совмещенные и раздельные.
- совмещенные ТНС: станки расположены параллельно стеллажу-накопителю. Кран-штабелер перемещается вдоль фронта станков по прямолинейному рельсовом пути и обслуживает как секции стеллажа, так и перегрузочные секции. Преимущества: не требуется специальной транспортной системы для обслуживания станков.
- раздельные ТМС: кран-штабелер подает их ячейки стеллажа тару с заготовкой на перегрузочный стол. Транспортная тележка перемещается по прямолинейному пути, забирает тару с заготовками и переносит на накопитель станка, а тару с готовыми деталями перевозит на перегрузочный стол, откуда ее штабелер устанавливает в свободную ячейку стеллажа.
- ТНС с замкнутой трассой
транспортировки. Штабелер подает тару с заготовкой на перегрузочный стол, откуда транспортирующая тележка подает ее на накопительный стол и далее она обрабатывается в соответствии с технологическим маршрутом.Технические средства АТНС подразделяются на основные и вспомогательные. Основные: стеллажи, краны-штабелеры, робокары, конвейеры, датчики, пульт управления, микропроцессоры и ЭВМ. Вспомогательные: тара, вибробункеры, ориентаторы, толкатели, сбрасыватели. Компоновка ГПС определяется технологическим процессом, зависит от конструктивных особенностей и объема изделий. Компоновка характеризуете и структурой технических средств и схемой их расположения. Участок цеха, на котором производится законченный процесс (от первой до последней операции) изготовления детали называется предметно-замкнутым участком. Также различают участки с технологической формой специализации, комбинированные ТСС для обработки корпусных деталей.