2.7. Оборудование, применяемое при штамповке резиной
При штамповке резиной наиболее рационально применять гидравлические прессы, но можно использовать и другие типы прессов, не имеющих жесткой связи с приводом. Наличие такой связи нежелательно, так как резиновая подушка аккумулирует энергию и при неблагоприятных условиях отдача этой энергии может вызвать перенапряжения в отдельных узлах пресса и поломку его деталей.
Потребные усилия прессов для штамповки резиной достигают нескольких десятков тысяч тонн. Необходимость прессов большой мощности является основным недостатком метода штамповки резиной.

Рис. 44. Шестиколонный пресс мощностью 50 МН для групповой штамповки
Прессы большой мощности уникальны и стоят очень дорого.
На рис. 44 показан пресс с наибольшим усилием с шестью столами. При наличии нескольких столов коэффициент использова- ния пресса резко возрастает, поскольку столы последовательно по- даются под пресс. В то время как совершается процесс штамповки, на других столах производят набор жестких элементов штампа и укладывают на них заготовки. Пресс такой мощности представляет собой очень сложное сооружение. Известны и более мощные прессы — 750 — 1000 МН и более. Последние имеют рамную конструкцию, поскольку размеры колонн достигают диаметра, сужающего рабочую зону пресса.
В настоящее время используют специальные прессы для глубокой вытяжки типа ПШВР-1 (рис. 45) и ПШВР-3.
В табл. 8 приведены основные характеристики этих прессов1.
Глубокую вытяжку резиной можно производить также на универсальных гидравлических прессах, но с применением специальных установок для глубокой вытяжки.
Эти установки при оснащении ими универсальных прессов заменяют специализированные прессы типа ПШВР.
Схема такой установки приведена на рис. 46.
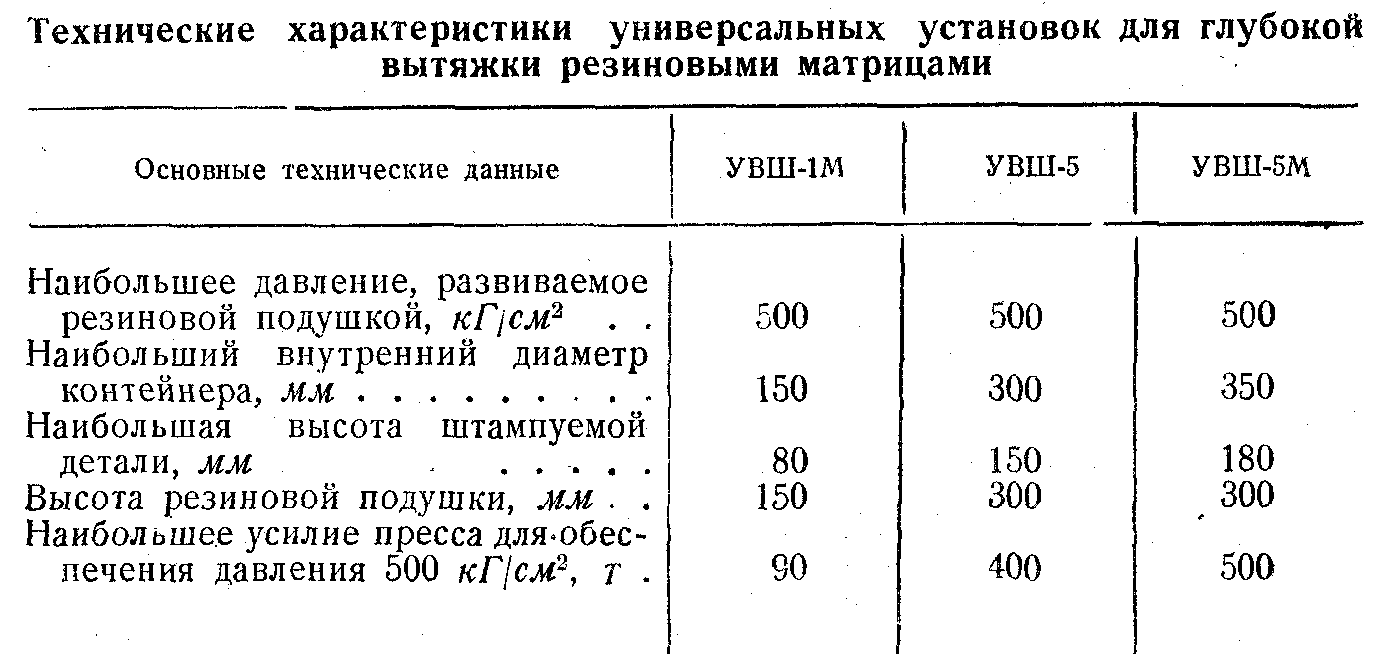
Характеристики универсальных установок даны в табл. 9.
При уменьшении внутреннего диаметра контейнера и соответствующих изменениях конструктивных размеров давление резиновой подушки можно повысить до 80…120 МПа.
Для штамповки деталей из материалов, формоизменяемых с предварительным нагревом (магниевые сплавы, сплавы титана), применяют специальные гидравлические прессы, оборудованные устройствами, нагревающими подштамповые плиты. От подштампо- вых плит нагреваются жесткие формоизменяющие элементы и заго- товки деталей, укладываемые на них. После определенной выдерж- ки заготовки приобретают температуру, необходимую для штампов- ки.
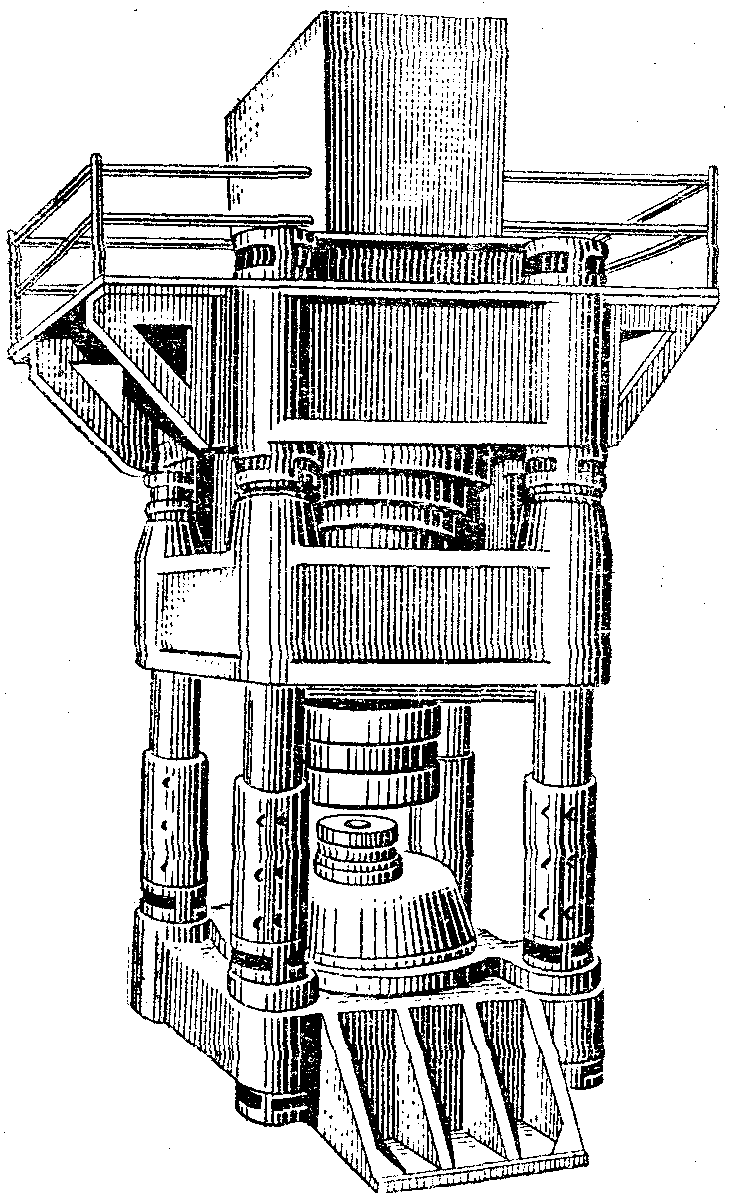
Рис. 45. Общий вид пресса ПШВР-1 для вытяжки при повышенных давлениях резиновой матрицей
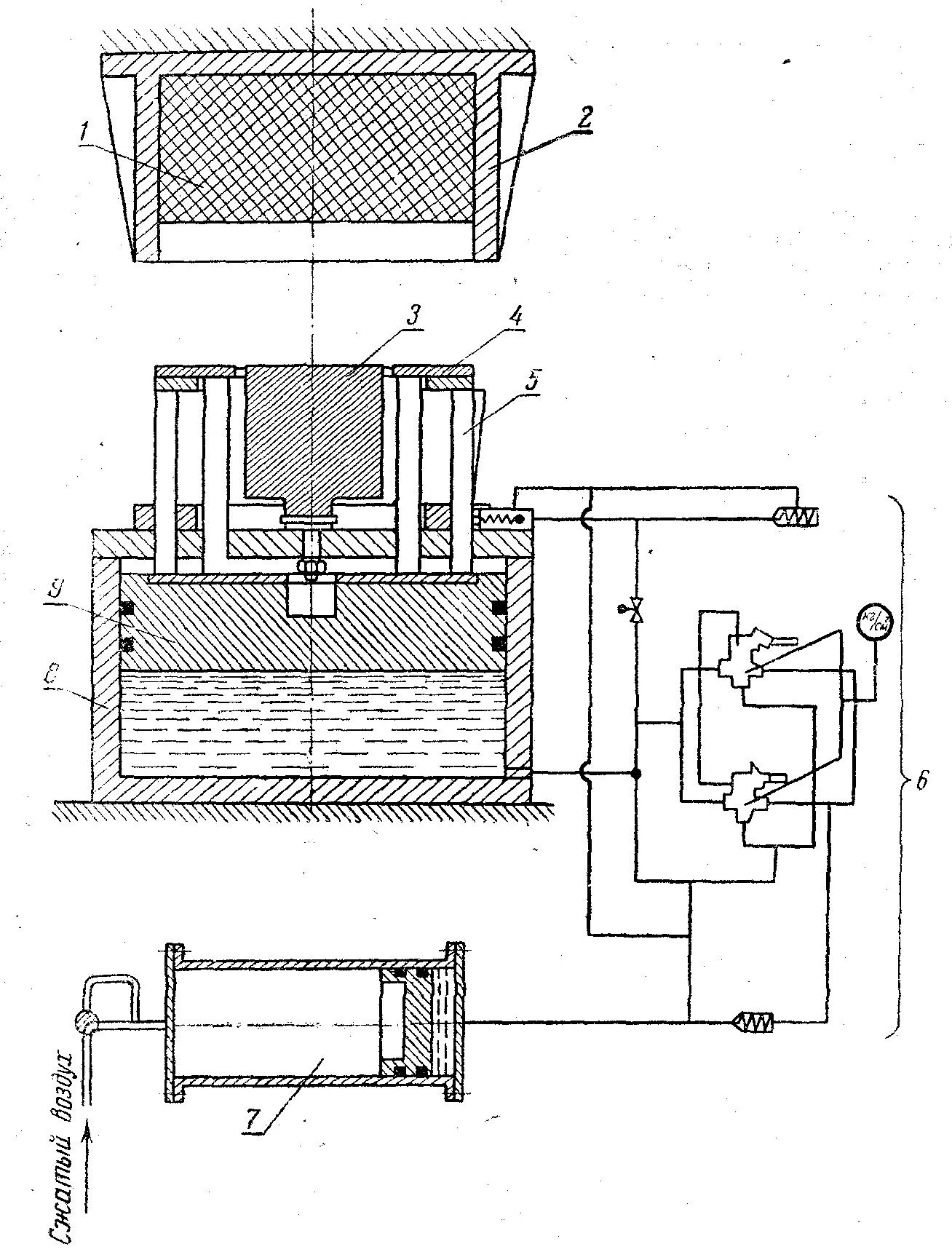 Рис. 46. Универсальная
установка для глубокой вытяжки деталей
с прижимом и резиной, работающей в
качестве матрицы:
Рис. 46. Универсальная
установка для глубокой вытяжки деталей
с прижимом и резиной, работающей в
качестве матрицы:
1--резиновая матрица; 2 —корпус матрицы; 3 — сменный пуансон; 4 — сменное прижимное кольцо; 5 —опорные колонки;
б — гидравлическая система регулировки давления;
7 — пневмогидро- аккумулятор; 8 — корпус гидравлического агрегата; 9 -поршень агрегата
Таблица 8

Таблица 9