

- •Предисловие
- •1. Технология фанеры общего назначения
- •1.1. Характеристика сырья, материалов и готовой продукции
- •Синтетические смолы для производства фанеры
- •Отвердители синтетических смол для производства фанеры
- •Наполнители синтетических смол для производства фанеры
- •1.2. Нормирование расхода сырья и материалов. Его основные принципы
- •1.2.1. Расчет норм расхода сырья и шпона
- •Исходные данные для расчета нормы расхода сырья Нс на 1 м3 сырого шпона
- •Нормативы расхода фанерного лиственного сырья по стб 1712-2007 на производство сырого шпона лущеного, м3/м3
- •Нормативы расхода фанерного хвойного сырья по стб 1711-2007 на производство сырого шпона лущеного, м3/м3
- •Поправочный коэффициент на длину чурака Кд
- •Коэффициент Кл.Я, учитывающий потери сырья при переработке березовых и ольховых чураков с ложным ядром
- •Тангенциальная усушка шпона ут
- •Исходные данные для расчета нормы расхода сухого шпона Нш на 1 м3 обрезной фанеры (указываются в задании)
- •Нормативы потерь сухого шпона на ленты для починки форматных листов Кл
- •Нормативы потерь сухого шпона на прирубку неформатного шпона Кр
- •Упрессовка основных видов фанеры у
- •Рекомендуемые схемы сборки пакетов для фанеры марки фсф из древесины хвойных пород (клеи фенолформальдегидные)
- •Рекомендуемые схемы сборки пакетов для фанеры марки фк из древесины хвойных пород (клеи карбамидоформальдегидные)
- •Рекомендуемые схемы сборки пакетов для фанеры марки фсф из древесины лиственных пород (клеи фенолформальдегидные)
- •Рекомендуемые схемы сборки пакетов для фанеры марки фк из древесины лиственных пород (клеи карбамидоформальдегидные)
- •Спецификация фанеры, пакета и шпона
- •Коэффициент Кобр, учитывающий отходы при обрезке фанеры по форматам
- •Нормативы потерь при переобрезке фанеры Кпер
- •Коэффициент потерь при шлифовании фанеры Кшл
- •Нормы расхода древесины
- •1.2.2. Расчет норм расхода смолы и других компонентов клея
- •Расход клеев при контактном способе нанесения
- •Параметры карбамидных смол
- •Параметры клеящих фенольных смол типа сфж
- •Рекомендуемые составы фенолформальдегидных клеев
- •Рекомендуемые составы карбамидоформальдегидных клеев
- •Нормы расхода компонентов клея
- •1.3. Баланс древесины в производстве фанеры
- •Значение коэффициента выхода форматного шпона Кф
- •Диаметр карандашей при лущении на станках с телескопическими шпинделями в зависимости от сорта сырья
- •Объем чураков в зависимости от их диаметра и длины
- •Баланс сырья и материалов
- •1.4. Отходы древесины на различных операциях
- •Отходы и потери древесины на программу цеха
- •1.5. Расчет потребности в оборудовании для производства шпона и фанеры
- •Загрузка оборудования
- •1.5.1. Гидротермическая обработка сырья
- •Режимы гидротермической обработки сырья в бассейнах с температурой воды 40с
- •Режимы гидротермической обработки сырья в бассейнах с температурой воды 60–80с
- •1.5.2. Окорка сырья
- •1.5.3. Разделка сырья на чураки
- •Зависимость цикла времени от диаметра кряжа
- •1.5.4. Лущение чураков
- •1.5.5. Рубка и укладка шпона
- •1.5.6. Сушка шпона
- •Значения
- •1.5.7. Сортирование сухого шпона
- •Качественный выход шпона из сырья
- •1.5.8. Нормализация размеров и качества шпона
- •Нормы времени на починку листа шпона tц
- •1.5.9. Нанесение клея на шпон
- •1.5.10. Сушка шпона с нанесенным клеевым слоем
- •1.5.11. Сборка пакетов фанеры
- •К расчету производительности одной позиции сборки и пресса для подпрессовки
- •1.5.12. Холодная подпрессовка пакетов
- •1.5.13. Технология склеивания фанеры
- •Рекомендуемые температуры нагревательных плит пресса
- •Рекомендуемое давление для склеивания фанеры
- •Время склеивания фанеры марки фк клеями на основе смол марок кф-ж, кф-мт, кф-о и температура плит пресса
- •Время склеивания фанеры марки фсф клеями на основе смол марок сфж-3013, сфж-3014, сфж-3093 и температура плит пресса
- •Время склеивания фанеры по одному листу
- •Время второго периода снятия давления
- •Программа проектируемого цеха
- •1.5.14. Починка фанеры
- •1.5.15. Послепрессовая обработка фанеры
- •Коэффициент сортности фанеры марок фк и фсф
- •Пример сортового выхода фанеры
- •1.6. Расчет площади цеха и разработка его планировки
- •Результаты расчета площади цеха
- •1.7. Описание технологического процесса
- •1.8. Мероприятия по охране окружающей среды, труда и безопасности жизнедеятельности,
- •1.9. Технико-экономические показатели производства
- •Технико-экономические показатели цеха лущеного шпона
- •Технико-экономические показатели цеха фанеры
- •2. Технология древесностружечных плит и плит оsb из крупноразмерной ориентированной стружки
- •2.1. Общие сведения
- •Синтетические смолы, используемые для производства дСтП и osb
- •Компоненты клеев
- •Акцепторы формальдегида синтетических смол для производства дСтП и osb
- •Основные требования к готовой продукции
- •2.3. Расчет производительности головного оборудования
- •Режим прессования дСтП
- •Удельная продолжительность прессования стружечных плит
- •Технологический режим прессования
- •Технические режимы пресса sps210-19,1 фирмы«Dieffenbacher» по выпуску дСтП шириной 1830 мм
- •Технологические режимы пресса фирмы «Siempelkamp»ContiRoll при ширине плиты нетто 2070 мм и технологической длине пресса 28,8 м
- •2.4. Нормирование расхода сырья и материалов в производстве плит
- •2.5. Методика расчета индивидуальных норм расхода древесного сырья
- •Базисная плотность основных пород древесного сырья
- •Средние значения содержания коры и ее плотности для наиболее распространенных пород древесины
- •Коэффициент Кт.Стр, учитывающий потери древесного сырья при изготовлении технологической стружки
- •Коэффициент Кс, учитывающий потери древесины при сушке и транспортировании и потери смолы при промывке трубопроводов, емкостей хранения и расходных емкостей
- •Коэффициент, учитывающий потери древесины и материалов при смешивании стружки со связующим, формировании и транспортировании ковра
- •Коэффициент Кобр, учитывающий отходы и потери древесного сырья и материалов при форматной обрезке плит
- •Коэффициент Кшл, учитывающий потери древесины и материалов при шлифовании плит
- •Коэффициенты, учитывающие потери древесного сырья и материалов в производстве нешлифованных плит из крупноразмерной ориентированной
- •Коэффициент Кшл, учитывающий потери древесного сырья и материалов при шлифовании плит из крупноразмерной ориентированной стружки
- •2.6. Методика расчета индивидуальных норм расхода материалов
- •Средняя норма расхода связующего (по сухим веществам) по отношению к массе абсолютно сухой стружки
- •Индивидуальные нормы расхода сырья и материалов на производство дСтП плит толщиной s
- •2.7. Баланс древесного сырья и материалов
- •Пооперационный расход сырья и материалов на 1 м3 древесностружечной плиты
- •Часовой расход сырья и материалов на технологических операциях производства древесностружечных плит
- •2.8. Расчет потребности в оборудовании
- •2.8.1. Подготовка древесного сырья (хранение, окорка, разделка)
- •Продолжительность гидротермической обработки сырья
- •2.8.2. Выработка стружки из древесины и щепы
- •Коэффициент объемной усушки древесины Коб
- •Варианты оборудования для участков измельчения древесины
- •Размеры древесных частиц для плит марок п-а и п-б и плит osb
- •2.8.3. Сушка древесных частиц
- •Режимы сушки древесных частиц в сушильных барабанах
- •2.8.4. Участок приготовления связующего и осмоления стружки
- •2.8.5. Формовочно-прессовое отделение и послепрессовая обработка плит
- •Формирующая система «Siempelkamp» – последовательные концепты
- •2.8.6. Хранение межоперационных запасов щепы и стружки
- •Насыпная плотность некоторых сыпучих материалов кг/м3
- •Сводная таблица загрузки оборудования завода дСтП
- •2.9. Расчет площади цеха дСтП и разработка его планировки
- •3. Технология древесноволокнистых плит сухого способа производства
- •3.1. Общие сведения и исходные данные к проекту
- •Типы плит сухого способа формования
- •Синтетические смолы для древесноволокнистых плит сухого способа производства
- •Компоненты синтетических смол для древесноволокнистых плит сухого способа производства
- •Основные требования к готовой продукции
- •3.3. Расчет производительности головного оборудования древесноволокнистых сухого способа производства
- •Циклограмма прессования тонких двп сухого способа прессования
- •Продолжительность цикла прессования твердых и полутвердых двп сухого способа производства в 22-этажном прессе «Dieffenbacher» при температуре 220с
- •Технические параметры пресса фирмы «Dieffenbacher»
- •Параметры выпускаемой продукции на прессе фирмы «Dieffenbacher»
- •Технические параметры пресса фирмы «Siempelkamp»
- •Производственная скорость пресса фирмы «Dieffenbacher» длиной 31,91 м при производстве плит mdf шириной 2070 мм
- •Производственная скорость пресса фипмы «Dieffenbacher» длиной 31,91 м при производстве плит hdf шириной 2070 мм
- •Основные технологические характеристики процесса прессования двп с помощью пресса «Auma-30f»
- •3.4. Расчет норм расхода сырья и материалов в производстве древесноволокнистых плит сухого способа изготовления
- •3.4.1. Расчет норм расхода сырья
- •Средняя базисная плотность древесины наиболее распространенных пород
- •Средние значения содержания коры и ее плотности для наиболее распространенных пород древесины
- •Доля связующего (по сухому остатку) в древесноволокнистой плите
- •Количество гидрофобного компонента к абсолютно сухому волокну
- •Отходы при продольном и поперечном раскрое плит
- •Потери при сушке, формировании и подаче волокна к формирующей машине
- •Выход древесного волокна в зависимости от типа оборудования
- •Выход сортированной щепы в зависимости от вида сырья
- •3.4.2. Расчет индивидуальных норм расхода материалов (смолы, гидрофобного компонента, отвердителя)
- •Коэффициент потерь материала Кmп
- •Индивидуальные нормы расхода сырья и материалов на 1000 м2 древесноволокнистой плиты
- •Потребность в сырье и материалах
- •Объемы выпуска плит
- •3.5. Разработка технологической схемы и планировки участка производства древесноволокнистых плит сухого способа изготовления
- •3.5.1. Приемка и хранение сырья и материалов
- •3.5.2. Приготовление, сортирование технологической щепы и ее гидромойка
- •3.5.3. Размол технологической щепы на волокно
- •3.5.4. Приготовление и введение связующего, отвердителя и гидрофобного компонента
- •3.5.5. Сушка древесноволокнистой массы
- •3.5.6. Формирование древесноволокнистого ковра
- •3.5.7. Прессование плит
- •3.5.8. Раскрой плит на форматы, упаковка и укладка плит
- •3.6. Расчет площади цеха и разработка его планировки
- •3.7. Описание технологического процесса
- •3.8. Мероприятия по охране окружающей среды
- •3.9. Технико-экономические показатели производства
- •3.10. Мероприятия по охране труда
- •ПриложениЕ
- •1. Технические характеристики оборудования и расходных материалов для производства фанеры
- •Технические характеристики окорочных станков
- •Технические характеристики круглопильных станков
- •Технические характеристики центровочно-загрузочных устройств
- •Технические характеристики лущильных станков
- •Технические характеристики бесшпиндельных лущильных станков
- •Техническая характеристика линии лущения, рубки и укладки шпона лур14-17
- •Техническая характеристика вакуумного укладчика лур 14-17
- •Технические характеристики ножниц типа apl для рубки шпона со шпоноукладчиком типа vpl
- •Техническая характеристика роторных ножниц нр 18-3
- •Технические характеристики сушилок листов шпона
- •Технические характеристики паровых сушилок для шпона
- •Технические характеристики роликовых сушилок с обогревом топочными газами
- •Технические характеристики сушилок для пропитанного шпона
- •Технические характеристики станков для резки листовых материалов
- •Технические характеристики шпонопочиночных станков
- •Технические характеристики ребросклеивающих станков с продольной подачей шпона (для увеличения их ширины)
- •Технические характеристики ребросклеивающих станков с поперечной подачей шпона (для увеличения их ширины)
- •Техническкие характеристики линий ребросклеивания фирмы «Raute-wood»
- •Технические характеристики клеенаносящих станков
- •Техническая характеристика линии сращивания шпона оао «Фантех» (для зарезки уса и склеивания кусков шпона для увеличения их длины)
- •Технические характеристики импортных прессов для горячего прессования фанеры
- •Технические характеристики клеильных прессов
- •Технические характеристики обрезных станков
- •Технические характеристики широколенточных шлифовальных станков
- •Технико-экономические показатели гидротермической обработки фанерного сырья (для объема в 125 тыс. М3 сырья в год)
- •Расход пара на участке гидротермообработки фанерного сырья
- •Структура себестоимости фанерной продукции, %
- •Полная трудоемкость 1 м3 обезличенной фанеры
- •Расход электроэнергии на лущение шпона
- •Расход пара на сушку шпона, кг/м3
- •Расход электроэнергии на сушку шпона, кВт · ч/м3, сухого шпона
- •Расход пара на склеивание фанеры
- •Расход электроэнергии на производство 1 м3 фанеры, кВт · ч/м3
- •Расход условного топлива на выпуск фанерной продукции, т/м3
- •Расход режущего и заточного инструмента
- •2. Технические характеристики оборудования и расходных материалов для производства древесностружечных плит и древесноволокнистых плит сухого способа производства.
- •Показатели перерасчета (условные эквиваленты) различных видов древесного сырья в дровяную древесину для технологических нужд
- •Баланс рабочего времени ведущего оборудования
- •Техническая характеристика многоэтажных гидравлических прессов
- •Техническая характеристика пресса дао-850 и линии на основе пресса до-850
- •Техническая характеристика ленточного пресса «Contirol» фирмы «Siempelkamn»
- •Технические характеристики кранов
- •Технические характеристики греейферов
- •Технические характеристики некоторых окорочных станков производства компании «ValonCone» (Финляндия)
- •Технические характеристики разобщителей кряжей
- •Технические характеристики станков дц–10м, дц–10
- •Технические характеристики дровокольных станков
- •Технические характеристики рубительных машин
- •Технические характеристики рубительных машин фирмы «Bruks»
- •Технические характеристики рубительных машин hrl фирмы «Mayer»
- •Технические характеристики рубительных машин серии srh фирмы «Mayer»
- •Технические характеристики рубительных машин серии srv фирмы «Mayer»
- •Технические характеристики барабанных сортировок тт фирмы «Нomback»
- •Технические характеристики сортировок для щепы
- •Технические характеристики магнитных сепараторов
- •Технические характеристики центробежных стружечных станков
- •Технические характеристики молотковых мельниц фирмы «Pallman» для получения стружки из вторичного древесного сырья
- •Технические характеристики молотковой мельницы типа мм-озас (завод «Госбо») для получения мелкой фракции стружки
- •Технические характеристики мельниц типа ммv
- •Техничеаские характеристики мельницы типа нм
- •Технические характеристики стружечных станков с ножевым валом для переработки мерных отрезков
- •Техническая характеристика cтружечного станка фирмы «Pessa»
- •Технические характеристики рубительных машин серии pzu
- •Производительность рубительных машин серии pzu
- •Технические характеристики лопастных мельниц фирмы Pallman для получения мелкой фракции стружки
- •Техническая характеристика системы сепарации типа ClassiScreanTm
- •Техническая характеристика установки для очистки щепы марки mhr фирмы «Mayer»
- •Техническая характеристика барабанной сушилки «Прогресс» н167-66
- •Технические характеристики агрегата комбинированной сушки стружки
- •Техническая характеристика сушильной установки фирмы «Metso», предназначенной для сушки измельченной древесины
- •Технические характеристики вибросепараторов фирмы «Техпан»
- •Технические характеристики механических качающихся сортировок
- •Технические характеристики однопроходных сепараторов
- •Технические характеристики пневматических сепараторов
- •Техническая характеристика пневмоситового сепаратора модели дрс-4
- •Техническая характеристика высокооборотных смесителей
- •Технические характеристики смесительных машин (давление 2,5 мПа)
- •Смесители стружки со связующим фирмы Metso для производства дСтП
- •Техническая характеристика насоса-дозатора нд-1000/10
- •Значения мощности формирующих установок при различной ширине ковра
- •Техническая характеристика формирующей машины дф – 6
- •Техническая характеристика пресса пр–5
- •Техническая характеристика подпрессовщика дСтП, mdf непрерывного действия фирмы Siempelkamp mdf v5x800
- •Технические характеристики пильных агрегатов фирмы Siempelkamp для поперечной разрезки ковра дСтП, мдф
- •Технические характеристики веерного охладителя фирмы Siempelkamp
- •Техническая камера линии (участка) охлаждения дло
- •Техническая характеристика камеры охлаждения дко100
- •Технические характеристики форматно – обрезных станков российского производства
- •Техническая характеристика шлифовальной линии «Бизон»
- •Технические характеристики широколенточных шлифовальных станков
- •Техническая характеристика вертикальных бункеров (Россия)
- •Технические характеристики бункеров
- •Техническая характеристика бункера для мокрой стружки
- •Технические характеристики накопительных устройств для измельченной древесины
- •Технические характеристики бункеров для сухой стружки и пыли
- •Технические характеристики бункеров фирмы «Келлер»
- •Технические характеристики дозирующих бункеров для сухой стружки
- •Предназначены для дозированной подачи сухой стружки в смесители.
- •Технические характеристики бункеров для хранения стружки мдf.
- •Технические характеристики дозирующих бункеров
- •Технологическая характеристика пресса Auma-30f
- •Техническая характеристика станка df-14 фирмы Pallmann для получения волокнистого материала
- •Технические характеристики рафинаторных установок серии pr фирмы Pallmann
- •Литература
- •Оглавление
3.5.7. Прессование плит
Сформированный ковер после обрезки кромок и прохождении через металлоискатель ленточным транспортером подается в высокочастотную установку для предварительного прогрева до температуры 50–70С. Предварительный прогрев способствует сокращению продолжительности прессования, а следовательно, увеличению производительности пресса. Прогретый ковер поступает на входную зону коландрового пресса Auma–30F. Температура при прессовании колеблется в пределах 160–190С. Прессование производится прижимными валками. Давление распределяется в следующей последовательности 20, 15, 28 МПа. Скорость прессования можно изменять в пределах от 3 до 20 м/мин. Плита транспортируется по направляющим, проходит через толщиномер и подается в форматно-обрезной станок. Схема устройства каландрового прессак приведена на рис. 3.1 (см. на с. 136)
3.5.8. Раскрой плит на форматы, упаковка и укладка плит
Бесконечная древесноволокнистая плита из непрерывного гидравлического пресса горячего прессования попадает на станцию кромкообрезки и рaзрезки на мерные длины для обрезки продольных кромок плиты-заготовки на нужную ширину и поперечной распиловки на отдельные плиты заданной длины. Участок раскроя плит после пресса представлен на рис. 3.7.
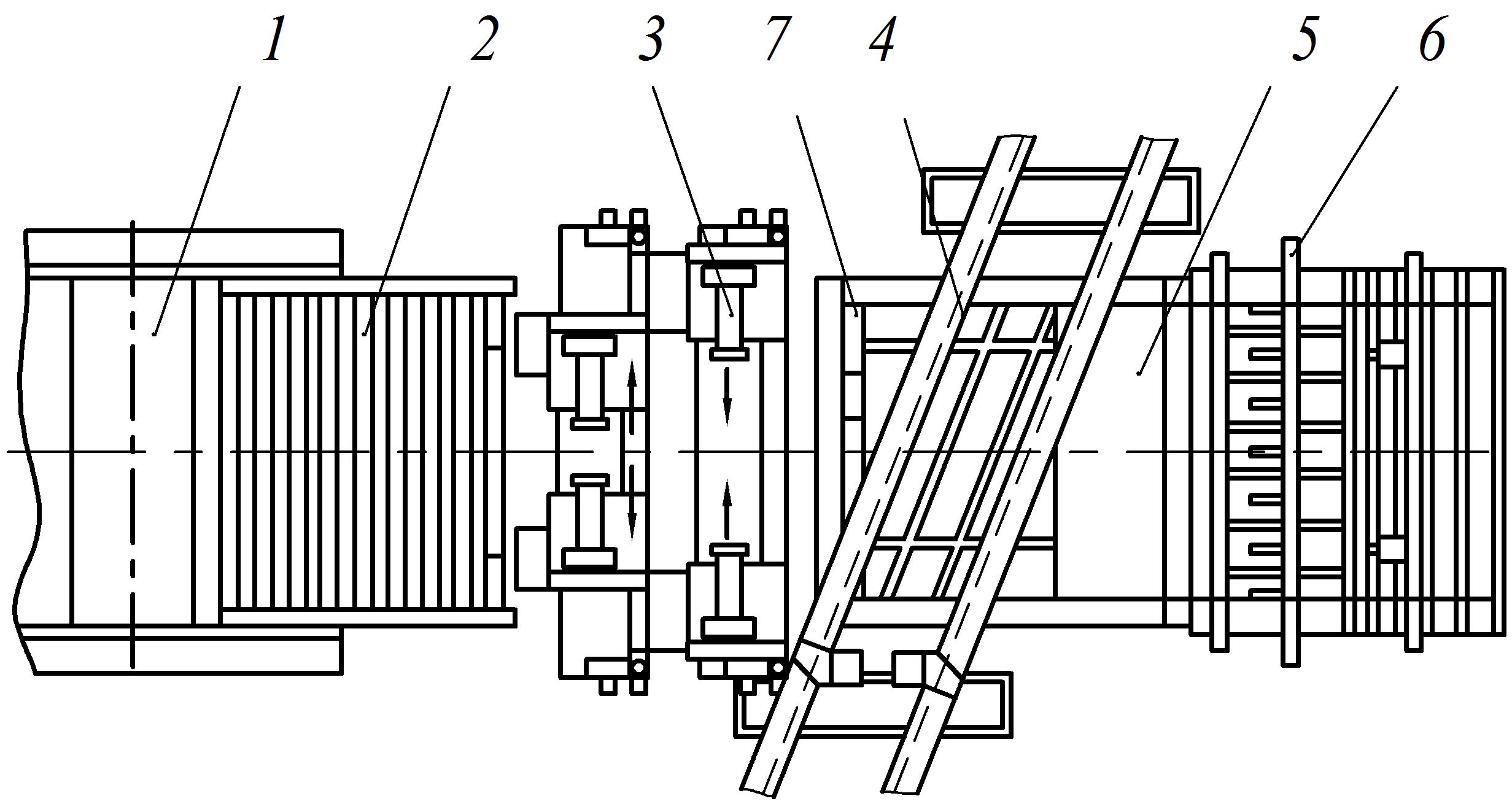
Рис. 3.7. Схема участка обрезки кромок и поперечного раскроя бесконечной ленты на плиты нужного формата: 1 – выходной барабан пресса; 2 – приемный рольганг; 3 – регулируемые триммерные пилы для обрезки кромок; 4 – диагональные пилы для поперечного резания; 5 – приемник для опилок; 6 – контроль толщины плиты; 7 – парные прижимные ролики
Готовые плиты сортируют и укладывают в пачки по 50–100 шт. в зависимости от толщины плиты. Погрузчиком пачки плит кладут на поддоны. Обвязывают стальной упаковочной лентой и отправляют на склад хранения для создания 5-суточного запаса.
3.6. Расчет площади цеха и разработка его планировки
Расчет площади цеха производится после разработки планировки размещения оборудования, уточнения его технических характеристик и нормативных документов по размещению соответствующего оборудования в соответствии с классами пожаро- и взрывоопасности, а также требований расположения в помещении технологического оборудования в соответствии с требованиями техники безопасности.
Пример плана расположения оборудования на формовочно-прессовом участке цеха по выпуску ДВП сухого способа производства приведён на рис. 3.8.
Наиболее перспективная технология производства древесноволокнистых плит сухого способа изготовления в горячих двухленточных проходных прессах приведена на схеме цеха MDF сухого способа изготовления на оборудовании фирмы Dieffenbacher в горячем двухленточном проходном прессе ( рис. 3.9).
На рис. 3.10. приведена планировка цеха производства древесноволокнистых плит сухого способа изготовления на оборудовании фирмы Dieffenbacher.
3.7. Описание технологического процесса
В разделе приводится краткое описание технологических операций процесса производства древесноволокнистых плит сухого способа, обращается внимание на особенности включенного в проект нового перспективного оборудования, обеспечивающего повышение мощности , сокращение потребляемой энергии, повывшение качества выпускаемой продукции. Перед описанием технологического проекта ознакомиться с технологическими процессами производства плит , изложенных в литературе [20–22].