

2.8.3. Сушка древесных частиц
Древесные частицы изготавливают из сырья влажностью выше точки насыщения волокна. Это способствует более качественному измельчению древесины. Технология изготовления плит предусматривает влажность частиц перед смешением со связующим для наружных слоев 4–6% для внутренних 2–4%.
Сушка стружки осуществляется в барабанных сушилках «Прогресс» и на сушильных установках типа АКС-5, АКС-8 (табл. П2.32, П2.33). Схема агрегата комбинированной сушки приведена на рис. 2.7.
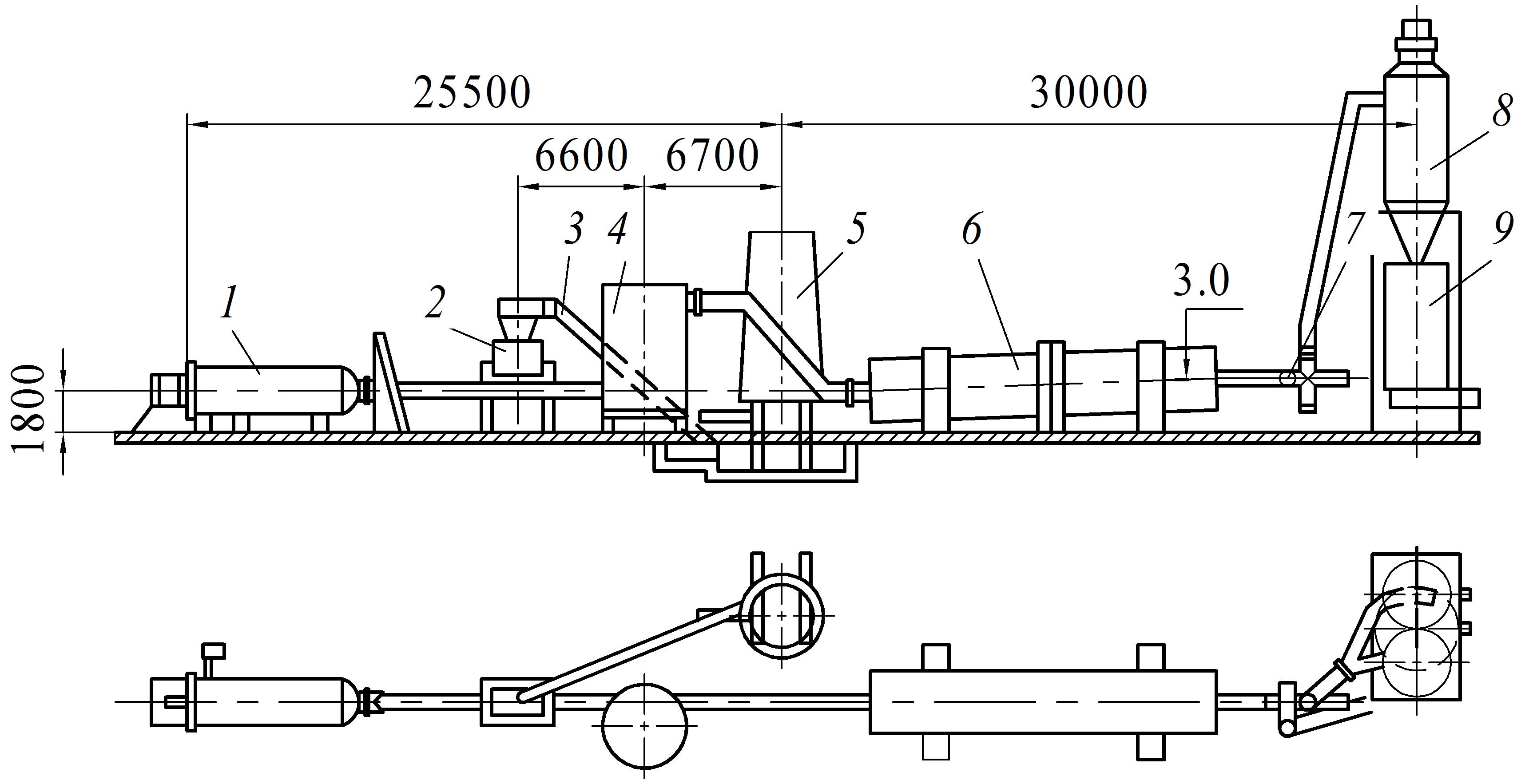
Рис.2.7 Агрегат комбинированной сушки: 1 – топка; 2 – роторный питатель; 3 – транспортер с погружными скребками; 4 – циклонная приставка; 5 – бункер; 6 – сушильный барабан; 7 – дымосос; 8 – циклон; 9 – противопожарный бункер
При установке сушильных барабанов с отрицательным углом наклона (–2о) необходимо применять режимы сушки древесных частиц в сушильных барабанах, указанные в табл. 2.30.
Таблица 2.30
Режимы сушки древесных частиц в сушильных барабанах
Параметр |
Значение параметра, оС |
Температура газовоздушной смеси на входе в барабан при начальной влажности стружки, %: |
|
– 40 |
350 |
– 60 |
400 |
– 80 |
450 |
– 100 |
500 |
– 120 |
550 |
Температура газовоздушной смеси на выходе из барабана |
90–135 |
Производительность по сухой стружке от 80 до конечной влажности 2–4%, кг/ч |
4500 |
На импортных линиях используются сушилки фирмы «Метсо» (табл., П.2.34), также вертикальные сушилки трубы для предварительной сушки. Схема двухступенчатой сушилки для стружки типа NH фирмы «Butner» приведена на рис. 2.8.

Рис. 2.8. Схема двухступенчатой сушилки для стружки типа NH фирмы «Butner»: 1 – горелка; 2 – камера сгорания; 3 – смесительная камера; 4 – подача топлива; 5 – подача сырой стружки; 6 – выход крупной фракции; 7 – труба-сушилка; 8 – сушильный барабан; 9 – вентилятор; 10 – конвейер сухой стружки; 11 – циклоны; 12 – спринкерная установка; 13 – вытяжная труба; 14 – рекуперационный канал; 15 – вода; 16 – выход в производство; 17 – запасной канал
Схема расположения оборудования на участке сушки и сортировки ДСтП на оборудовании фирмы «Dieffenbacher» представлена на рис. 2.7.

Рис. 2.9. Участок сушки и сортирования стружки при производстве ДСтП на оборудовании фирмы «Dieffenbacher»: 1 – одноходовая сушильная камера; 2 – циклоны; 3 – противопожарный бункер; 4 – вибросортировки; 5 – двухэтажная роликовая сортировка для сортирования крупной стружки внутреннего слоя; 6 – двухступенчатые мельницы- размельчители; 7 – дозирующие бункера для внутреннего и наружных слоев; 8 – циклон сепаратора внутреннего слоя; 9 – бункер утилизации отходов; 10 – участок очистки отработанного воздуха
Крупноразмерную стружку для OSB предпочтительно сушить в одноходовой сушилке по аналогичной схеме, используя для сортирования систему машин типа ClassiCleanerTM и применяя крупную фракцию для наружных слоев плиты.
Производительность сушильных агрегатов принимается по их техническим характеристикам, (табл. П2.32–П2.34).
При раздельном изготовлении стружки для наружных и внутреннего слоев количество сушильных агрегатов рассчитывается по следующим формулам:
|
|
(2.47) |
|
|
(2.48) |
где
![]() ;
;
![]() – принимаются по табл. 2.25 (см.на с.
99); П – производительность сушильного
агрегата по технической характеристике,
кг/ч.
– принимаются по табл. 2.25 (см.на с.
99); П – производительность сушильного
агрегата по технической характеристике,
кг/ч.
Операция сортирования стружки имеет своей целью выделение из общей массы древесных частиц, необходимых для формирования определенных слоев стружечного ковра или брикета, и отделение древесной пыли и крупной стружки, превышающей допустимые параметры.
Стружку сортируют после ее сушки. Для сортирования широко применяют механические сортировки качающегося типа, обеспечивающие разделение стружки по площади ее поверхности, пневматические сепараторы, создающие условия для разделения стружки по толщине, и комбинированные сортировки. Качественное сортирование стружки по фракциям достигается при сочетании механического и пневматического способов. Технические характеристики сортировок представлены в табл. П2.35–П2.39.
Сортирование стрендов производят в барабанных сортировках. Широкое распространение для сортирования стружки внутренних слоев OSB получили двухэтажные роликовые сортировки фирмы «Siempelkamn».