

1.5.5. Рубка и укладка шпона
Рубкой шпона получают форматные листы шпона и заготовки кускового шпона. Она выполняется на ножницах различных конструкций. Схемы механизмов рубки шпона даны на рис. 1.3.
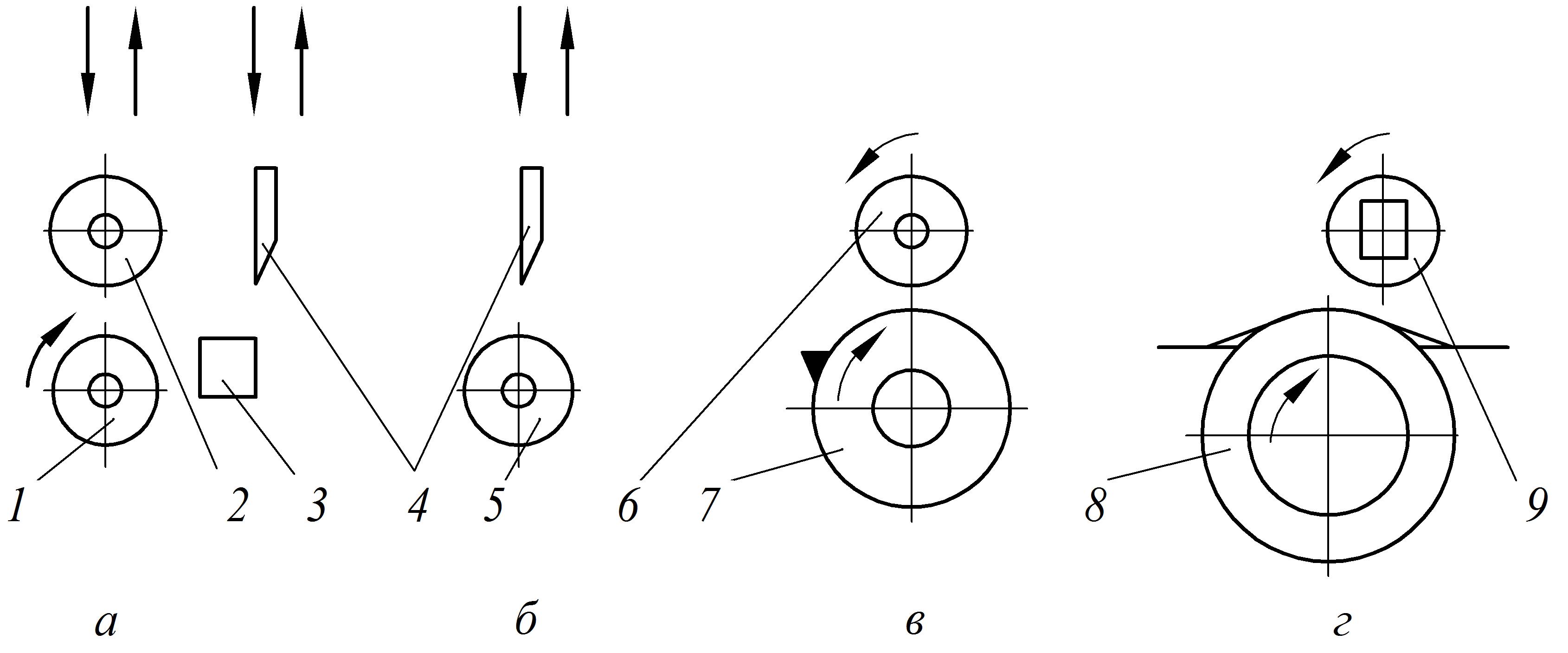
Рис. 1.3. Механизмы рубки шпона: а – с контрножом; б – с упругим элементом; в – с нижним ротором; г – с верхним ротором; 1 – ведущий подающий ролик; 2 – прижимной подающий ролик; 3 – контрнож; 4 – подвижный нож; 5 – эластичное основание; 6 – ножевой ротор; 7 – опорный барабан; 8 – обрезиненный барабан; 9 – ножевой ротор
Пропускная способность ножниц с возвратно-поступательным движением ножа (табл. П1.8, П1.9) находится из следующего соотношения:
|
|
(1.65) |

где Кр = 0,94–0,95; Vл – объем одного листа шпона, м3; Кр.л – продолжительность рубки листов в долях от продолжительности полного цикла получения шпона от одного чурака, принимаемая 0,7; tц – время цикла рубки одного листа, равное 2,4 с.
Производительность роторных ножниц (табл. П1.9) вычисляется по формуле
|
|
(1.66) |
где U – скорость подачи ленты шпона, м/мин; km – коэффициент машинного времени, учитывающий разрыв в подаче шпона на рубку, равный 0,7–0,8; bш – ширина ленты шпона (длина форматного шпона), м; Sш – толщина шпона, м.
Необходимо, чтобы пропускная способность ножниц была больше, чем производительность ножниц лущильного станка. В противном случае производительность линии лущения – рубки – укладки шпона принимается равной производительности ножниц.
После рубки форматные листы укладываются в плотные стопы с помощью специального механизма – стопоукладчика. Распространены механические стопоукладчики: лист шпона подается на гидравлический стол, который постепенно опускается и в крайнем нижнем положении выкатывается для передачи стопы шпона на промежуточное хранение.
Основу лущильного цеха составляют линии лущения – рубки – укладки шпона. Один из вариантов такой линии показан на рис. 1.4.
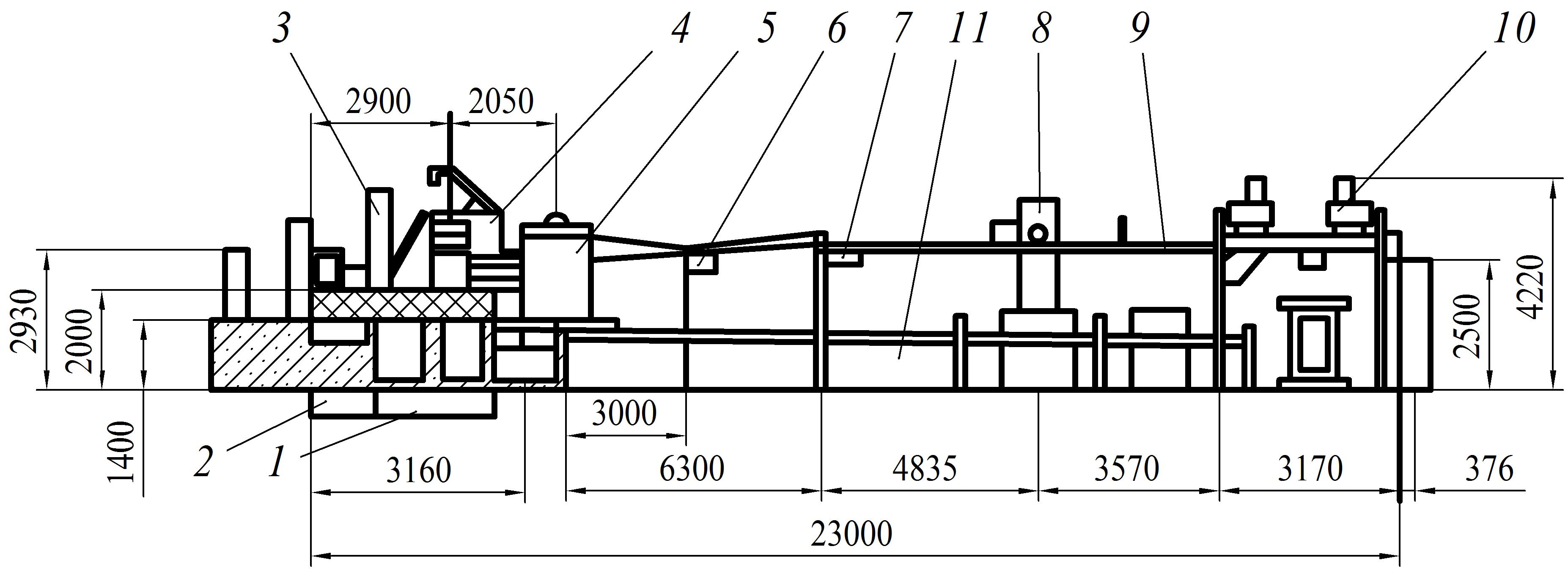
Рис. 1.4. Линия ЛУР 14-17: 1 – цеховой конвейер удаления отходов; 2 – цеховой конвейер вывоза карандашей; 3 – центровочно-загрузочное устройство ЦЗУ 17-10; 4 – лущильный станок ЛУ 17-10; 5 – гидростанция к станку ЛУ 17-10; 6 – конвейер; 7 – подающий стол; 8 – роторные ножницы НР 18-3; 9 – конвейер; 10 – односторонний вакуумный укладчик; 11 – конвейер удаления отходов
На рис. 1.5 приведен в масштабе вариант планировки участка подготовки шпона к лущению и лущильного цеха с тремя линиями лущения – рубки шпона. Шаг колонн цеха – 6 м.
1.5.6. Сушка шпона
Сырой шпон должен быть сразу высушен во избежание биологического заражения древесины и снижения качества шпона. Конечная влажность шпона зависит от вида используемого клея и колеблется в пределах 7–12%. Меньшие значения относятся к фенольным связующим.
Для сушки шпона в основном применяются роликовые сушилки. Это чаще всего паровые сушилки с поперечной циркуляцией и сопловым дутьем, а также газовые с продольной циркуляцией и сопловым дутьем. Для сушки шпона используются сушилки газовые СРГ-25М, СРГ-25МЭ, СРГ-25МЭ-1, СРГМ-32П-11-1; с генераторами тепла типа ФТ – СРГ-2П-10-1, СРГМ-32П-9-1, СРГМ-40П-9-1, СРГМ-40П-10-1, СРГМ-40П-12-2, СРГМ-25МС; реконструируемые – СТГ-25МС с генератором тепла типа ФТ; СУР-4П-12 (паровая); ленточные – VMSK-V32, VMSK-V509, СуШЛ.
Технические характеристики сушилок указаны в табл. П1.10–П1.13.
В зависимости от типа сушилки и вида теплоносителя принимают следующую температуру агента сушки:
– в роликовых сушилках с паровым обогревом любого типа циркуляции – 120–150С;
– в газовых роликовых сушилках с продольной циркуляцией газовоздушной смеси – 200–280С;
– в газовых сушилках с сопловым дутьем – 200–220С.
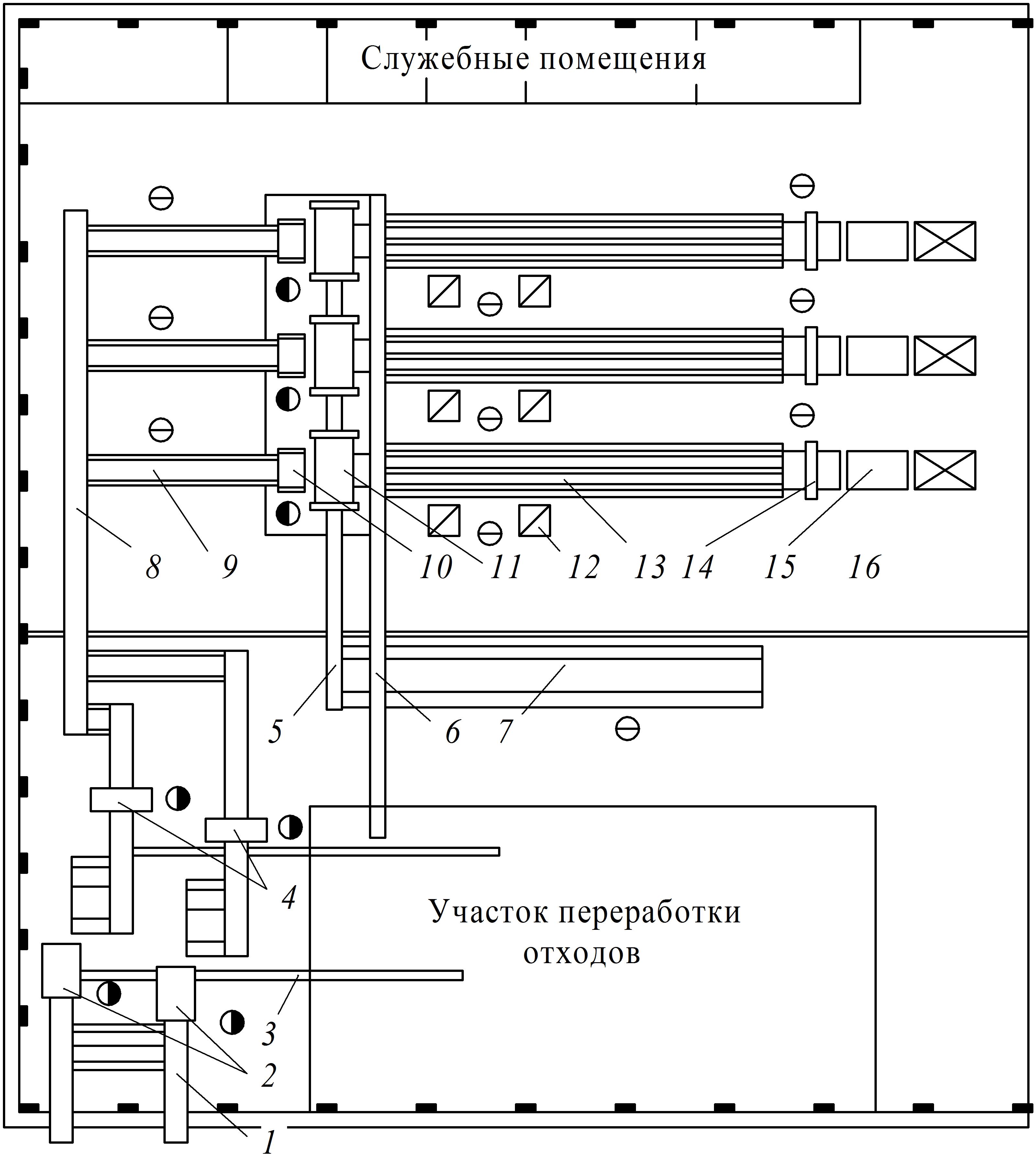
Рис. 1.5. Вариант планировки участка окорки, разделки сырья и лущильного цеха: 1 – конвейер подачи кряжей; 2 – окорочные станки; 3 – конвейер удаления коры; 4 – круглопильные станки; 5 – конвейер для карандашей; 6 – конвейер для шпона–рванины; 7 – поперечный конвейер для карандашей; 8 – конвейер подачи чураков; 9 – накопитель чураков; 10 – ЦЗУ; 11 – лущильный станок; 12 – стопы кускового шпона; 13 – транспортер-петлеукладчик; 14 – ножницы; 15 – шпоноукладчик; 16 – стопы форматного шпона
Расчеты проводят для всех заданных толщин шпона. Продолжительность сушки лущеного шпона определяется по формуле
|
|
(1.67) |

где Wн – начальная влажность шпона, принимаемая 60–80%; 30 – влажность шпона, соответствующая переходу от периода постоянной скорости сушки к периоду убывающей скорости, %; N – скорость сушки в период постоянного ее значения, %/мин; К – коэффициент продолжительности сушки в период убывающей скорости сушки, 1/мин; Wк – конечная влажность шпона, равная 6–10%; Кп – коэффициент породы древесины шпона (для древесины березы Кп = 1, ольхи – Кп = 0,83, сосны и лиственницы – Кп = 0,9, липы – Кп = 1,25).
Таблица 1.38