

16.2. Ремонт деталей системы охлаждения
Перед ремонтом деталей системы охлаждения с внутренних поверхностей, которые омывает охлаждающая вода, необходимо удалить накипь. Для удаления накипи с чугунных деталей их кипятят в 25%-ном растворе каустической соды. Радиаторы вываливают в 5-10% -ном растворе каустической соды, после чего промывают водой. После мойки радиатора рекомендуют прочистить каждую трубку шомполом.
Ремонт радиаторов. Основными дефектами радиаторов являются: трещины, изгиб и разрывы трубок; отпаивание трубок (от опорных пластин); изгиб охлаждающих пластин; трещины в верхнем и нижнем баках.
Изогнутые трубки и трубки с трещинами и разрывами удаляют из сердцевины. У разборных сердцевин радиаторов удаление поврежденных трубок не представляет каких-либо затруднений. У неразборных сердцевин трубки отпаивают. Для этого нагревают трубки нагретым шомполом или проволокой из нихрома, пропущенной через трубку и включенной во вторичную цепь сварочного трансформатора (рис. 16.1).

Рис. 16.1. Схема отпайки трубки с помощью проволоки из нихрома: 1 — трубка радиатора, 2 — проволока из нихрома, 3 — вторичная обмотка сварочного трансформатора
Рис. 16.2. Правка изогнутых трубок радиатора
Так как участок проволоки, находящийся в трубке, не нагревается, проволоку берут длиной в два раза большей длины трубки радиатора. После того как участок проволоки, находящийся за пределами трубки, нагреется, его втягивают в трубку. Протягивая проволоку то в одну, то в другую сторону, нагревают трубки. Изогнутые трубки выпрямляют на столе при помощи широкой доски (рис. 16.2). Для уплотнения швов трубки прокатывают между двумя роликами . При этом уплотняются швы и трубка одновременно очищается от накипи.
Нужно иметь в виду, что при этом способе ремонта охлаждающая способность радиатора уменьшается. Поэтому прибегать к нему следует в исключительных случаях.
В случае неплотности в швах (или при наличии трещин) трубки облуживают в глубоких тиглях. Перед погружением трубки в тигель ее зачищают, смазывают раствором хлористого цинка и снизу закрывают асбестовой пробкой. Отпаявшиеся от опорных пластин трубки припаивают при помощи специальных паяльников, имеющих на рабочей торцовое поверхности глухое отверстие, диаметр которого несколько больше наружного диаметра трубки. Каждую установленную после ремонта трубку нужно проверить воздухом в ванне с водой.
Охлаждающие пластины выравнивают и припаивают к трубкам.
Трещины в чугунных нижних и верхних баках радиаторов устраняют сваркой, а в латунных баках запаивают мягким припоем. Отремонтированные сердцевины радиатора испытывают под давлением одним из следующих трех способов (рис. 16.3);
воздух нагнетают в трубки радиатора, погруженного в воду (рис. 16.3, а);
воду нагнетают в трубки радиатора, находящегося в воздухе (рис. 16.3, б);
воду подают с наружной стороны трубок и по вытеканию воды из трубок определяют повреждения (рис. 16.3, б).
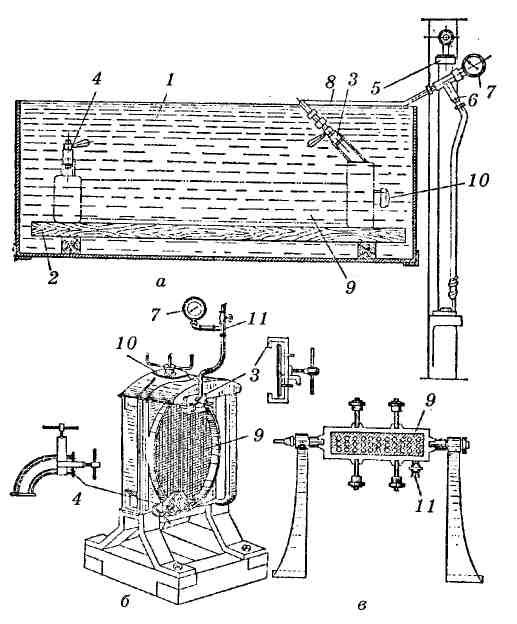
Рис. 16.3. Схема проверки трубок радиатора: а — проверка воздухом, б — проверка водой, водой подаваемой внутрь трубок, в — проверка водой, подаваемой с наружной стороны трубок, 1 — заглушка отверстия нижнего бака радиатора, 2 — ванна, 3 — нагнетательный шланг с ниппельной гайкой, 4 — заглушка отверстия верхнего бака радиатора, 5 — воздушный насос, б — манометр, 7 — тройник, 8 — заглушка отверстия наливной горловины, 9 — радиатор, 10 - - деревянная решетка, 11 — трубопровод для подачи воды