

12.3. Технологии использования синтетических материалов
Для заделки трещин чугунных корпусных деталей, работающих в нормальных условиях, рекомендуется следующий количественный состав композиции в весовых частях: эпоксидная смола ЭД-16 — 100; дибутилфталат — 15; железный порошок — 160; полиэтиленполиамин — 8.
При восстановлении деталей, работающих в условиях вибрации, в указанный состав вводят до 30 % тонкоизмельченной слюды и резины.
Применение полимерных материалов дает хорошие результаты только при тщательном выполнении операций по подготовке поверхности в зоне дефекта. Следы краски и коррозии не допускаются. По концам трещины сверлят отверстия диаметром 2,5... 3,0 мм. (рис. 12.1, а). Снимают фаску вдоль трещин под углом 60...70° на глубину 1 ...3 мм. Зачищают поверхность на расстоянии 40...50 мм от трещины шлифовальным кругом, дважды обезжиривают ацетоном с последующей просушкой в течение 8... 10 мин. На подготовленную поверхность шпателем наносят эпоксидный состав Б (см. табл. 12.1) при ремонте чугунных и стальных деталей, состав В — алюминиевых деталей.
Если длина трещин меньше 20 мм (рис. 12.1, б), то проводят отверждение композиции при комнатной температуре 12 ч, а затем при нагревании в термошкафу по одному из режимов: при температуре 40 °С в течение 48 ч, при температуре 60 °С — 24 ч, при температуре 80 °С — 5 ч, при температуре 100°С — 3 ч.
Трещины длиной 20... 150 мм (рис. 12.1, в) заделывают постановкой накладок из стеклоткани. При этом первая накладка должна перекрывать трещину на 20... 25 мм, а вторая на 30...40 мм. Каждую накладку прокатывают роликом.
Трещину длиной более 150 мм (рис. 12.1, г) заделывают наложением металлических накладок толщиной 1,5...2 мм с перекрытием трещины на 40...50 мм на эпоксидную композицию с последующим закреплением их винтами. В накладке сверлят отверстия диаметром 10 мм на расстоянии 50...70 мм друг от друга. По этим отверстиям накернивают и сверлят отверстия в детали, нарезают резьбу М8. Данным способом можно заделывать также пробоины. Данный способ может применяться в тех случаях, когда трещины расположены на
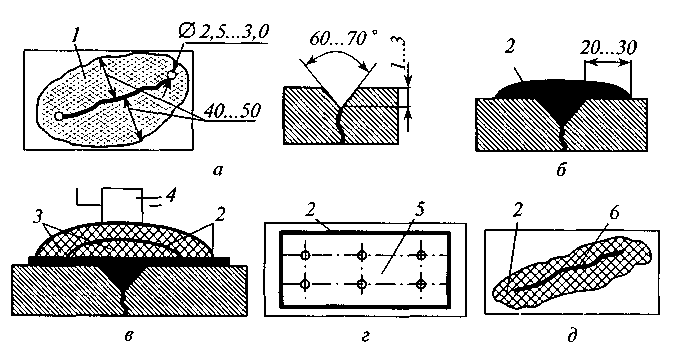
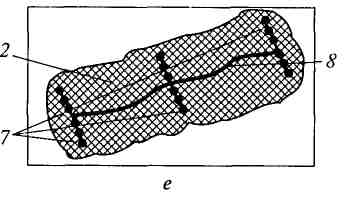
Рис. 12.1. Применение полимерных материалов при заделке трещин (а — г, е) и пробоин (д):
— Зона подготовки поверхности; 2— композиция; 3 — стеклоткань; 4 — ролик; 5 — стальная накладка; 6 — сварочный шов; 7 — фигурная вставка; 8 — трещина
плоских поверхностях деталях. Дефекты неплоских поверхностей деталей, при наличии пробоин и трещин, рекомендуется устранять сваркой или комбинированным способом (рис. 12.1, д). С этой целью, для придания герметичности на сварочный шов наносят слой эпоксидной композиции. Хорошие результаты при заделке трещин дает применение фигурных вставок (рис. 12.1,е) с последующей герметизацией зоны нанесением эпоксидной композиции. Применение фигурных стягивающих вставок позволяет вернуть первоначальное пространственное положение базовых элементов корпусных деталей, что положительно влияет на работоспособность отремонтированных узлов.
Приклеивание фрикционных накладок осуществляется клеем ВС-ЮТ. Технология приклеивания: обезжиривают поверхности колодки ацетоном; проводят сушку в течение 10 мин; наносят клей ВС-ЮТ толщиной 0,1 ...0,2 мм; сушат не менее 5 мин на воздухе при комнатной температуре (после сушки резиновый брусок не должен прилипать); соединяют склеиваемые детали, обеспечивая давление 0,5... 1,0 МПа; устанавливают приспособления в сушильный шкаф для полимеризации и выдержки при температуре 180...190°С в течение 40 мин.; отключают шкаф, охлаждают его вместе с приспособлением до 70...100°С; охлаждают приспособление на воздухе до 35...40°С; разбирают приспособление; зачищают подтекания и наплывы клея; проводят контроль качества.