

8.5. Высокочастотное напыление
Плавление исходного материала покрытия (проволоки) происходит за счет индукционного нагрева, а распыление — струей сжатого воздуха. Головка высокочастотного аппарата (рис. 8.3) имеет индуктор, питаемый от генератора ТВЧ, и концентратор тока, который обеспечивает плавление проволоки на небольшом участке ее длины.
Высокочастотное напыление предназначено только для стационарных работ, так как подвод электроэнергии осуществляется от мощных генераторов ТВЧ, используемых для поверхностной закалки.
Преимущества высокочастотного напыления — небольшое окисление металла, относительно высокая механическая прочность покрытия. Недостатки — недостаточная производительность процесса, сложность конструкции, высокая стоимость оборудования и энергоносителей.






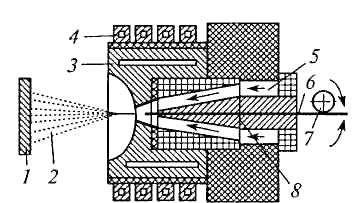
Рис. 8.3. Схема распылительной головки аппарата для высокочастотного напыления: 1 — концентратор тока; 2 — напыляемая поверхность; 3 — газометаллическая струя; 4 — индуктор; 5— канал подачи сжатого воздуха; 6 — проволока; 7 — ролики; 8 — направляющая втулка.
8.6. Газопламенное напыление
При газопламенном напылении высокотемпературный поток создается при сгорание горючих газов (ацетилена, водорода, метана и др.) в атмосфере кислорода или воздуха. Температура пламени горючих газов в смеси с кислородом — 2000...3200°С, в смеси с воздухом — 500...900°С.
Аппараты для газопламенного напыления в зависимости от вида напыляемого материала существуют двух типов: проволочные и порошковые (рис. 8.4).
Основными элементами газопламенных горелок являются: сопловая система, устройство подачи проволоки или порошка, привод этого устройства (воздушная турбина пневматический или электрический двигатель), элемент управления, соединения подачи горючего газа и сжатого воздуха (кислорода), корпус с рукояткой.
Горелки могут быть ручными и машинными. В проволочных горелках используется проволока диаметром от 1,5 до 5,0 мм. В зависимости от толщины распыляемой проволоки имеют производительность в ручном режиме работы для стали и алюминия от 1,5 до 8,5 кг/ч; при напылении порошков карбида вольфрама — 4...9, окиси алюминия — 1,5...3,0 кг/ч.
Преимущества газопламенного напыления — это высокая дисперсность распыляемых частиц, независимость от источника тока, простота обслуживания, низкая стоимость оборудования. Недостатки — малая производительность и большая стоимость напыляемых материалов.
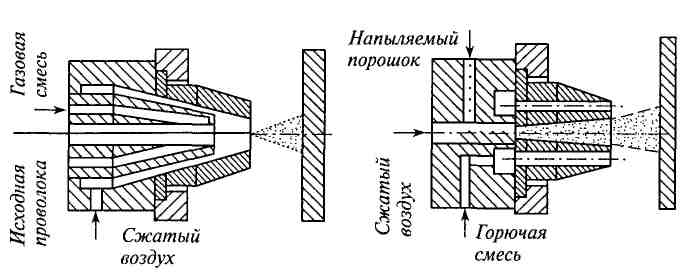
исходного материала: а — в виде проволоки или стержней; б — в виде порошков
Основа процесса газопламенного нанесения материалов — пластификация порошка в высокотемпературном источнике тепла (ацетилено-кислородном пламени) и нанесение его газовыми потоками на предварительно подготовленную изношенную поверхность.
Преимущества газопламенного нанесения порошковых материалов состоят в локальности обработки, незначительном влиянии на подложку, возможности нанесения покрытий на изделия больших размеров, отсутствии ограничений на сочетания материалов покрытия и подложки, что позволяет охватить большую номенклатуру восстановления изношенных деталей.
В зависимости от назначения и материала детали, условий эксплуатации, контактов сопрягаемых поверхностей при восстановлении деталей используют следующие методы газопламенного нанесения покрытий:
 без
последующего оплавления
— используется для восстановления
деталей с износом до 2,0 мм на сторону
без деформации', искажения или
изменения структуры основного металла,
не подвергающихся в процессе эксплуатации
ударам, знакопеременным нагрузкам,
большому нагреву;
без
последующего оплавления
— используется для восстановления
деталей с износом до 2,0 мм на сторону
без деформации', искажения или
изменения структуры основного металла,
не подвергающихся в процессе эксплуатации
ударам, знакопеременным нагрузкам,
большому нагреву;
с одновременным оплавлением — используется для восстановления деталей с местным износом до 3...5 мм, работающих при знакопеременных и ударных нагрузках, изготовленных из серого чугуна, конструкционных, коррозионно-стойких сталей и др.;
с последующим оплавлением — дает возможность восстановить детали типа вала с износом до 2,5 мм на сторону. Восстановленные детали устойчивы против коррозии, абразивного изнашивания, действия высоких температур.
Технологический процесс газопламенного нанесения покрытий: нагрев поверхности детали до 200...250°С; нанесение подслоя, который дает основу, необходимую для наложения основных слоев; нанесение основных слоев, позволяющих получить покрытия с необходимыми физико-механическими свойствами.
На прочность сцепления покрытий с основой влияют: способ подготовки поверхности и используемый при этом абразивный материал; параметры струйной обработки; время выдержки после обработки; наличие предварительного подогрева; применение подслоя; использование терморегулирующих порошков: способ распыления; эффективная мощность пламени; параметры процесса распыления; состав материала покрытия (наличие поверхностно-активных добавок в покрытии зависит и от применяемого оборудования, и от присадочных материалов).
Основное назначение аппарата для напыления — подавать порошок в ядро факела пламени. В зависимости от способа подачи порошка из питателя различают два вида аппаратов напыления.