

11.7. Входной контроль лакокрасочных материалов
На российском рынке появляется все больше новых лакокрасочных материалов, среди которых нередки и фальсифицированные. Поэтому многие крупные АРП оборудовали лаборатории входного контроля для малярных участков. В отличие от предприятий-производителей здесь оценивают в основном технологические свойства ремонтных лакокрасочных материалов: вязкость поступающих продуктов, содержание в них летучих и нелетучих твердых пленкообразующих веществ, степень перетира цветных пигментов (для красок и грунтовок) и наполнителей (для шпатлевок), укрывистость и розлив (для жидких материалов), а также электрические свойства. Естественно, проверяют и некоторые их физико-механические свойства: прочность при ударе, растяжении, изгибе, прочность на разрыв, модуль упругости покрывных пленок, их твердость, стойкость к истиранию, адгезию к разным типам подложек, межслоевую адгезию. Обязательно проводится контроль некоторых декоративных и защитных свойств лакокрасочных покрытий: блеск, цвет, стойкость к агрессивным средам.
Часто в авторемонтных мастерских организуют оценку лакокрасочных материалов прямо на рабочем месте по так называемой усеченной схеме, когда не нужны дорогостоящие приборы, а методы испытаний относительно просты.
В первую очередь контролируется вязкость (динамическая и кинематическая). Именно она определяет расход материала, способ и оптимальный режим его нанесения на поверхность, а также декоративный вид получаемого покрытия.
Методы определения истинных вязкостных свойств жидкостей достаточно сложны, следовательно, непригодны для условий авторемонтных мастерских. Поэтому в обращение введено такое понятие, как условная вязкость. Измерение условной вязкости основано на регистрации времени истечения известного объема жидкости (100 мл) из воронки через отверстие определенного диаметра (обычно 4 мм). Условная вязкость определяется с помощью одного из двух самых распространенных в нашей стране вискозиметров — ВЗ-4 или ВЗ-246 (рис. 11.6, а). Они отличаются друг от друга только тем, что вискозиметр ВЗ-4 имеет калиброванное отверстие диаметром (4±0,05) мм, а вискозиметр ВЗ-246 — три сменных сопла (диаметрами 2, 4 и 6 мм).
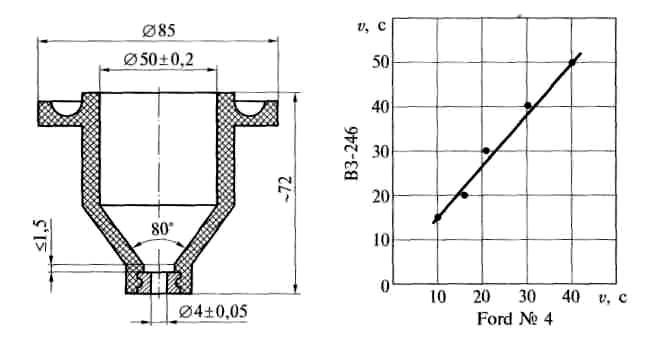
Рис. 11.6. Схема вискозиметра ВЗ-246 (а) и сравнительная характеристика его с вискозиметром Ford № 4 (б)
Вязкость зарубежных лакокрасочных материалов чаще всего измеряют вискозиметром Ford № 4 (диаметр сопла '/6 дюйма — примерно 4,2 мм), хотя почти все фирмы-производители рекомендуют и свои собственные приборы.
На практике с одинаковым успехом можно пользоваться любым из перечисленных приборов: они построены по одному принципу, а для пересчета показаний существуют графики и номограммы (рис. 11.6, б). На точности измерений это никак не отражается, погрешность нивелируется допустимым разбросом рабочей вязкости.
Примерная схема измерения вязкости такова. Вискозиметр закрепляют в вертикальном положении, ставят под него чистый сосуд емкостью больше 100 мл, закрывают сливное отверстие прибора и наливают в него лакокрасочный материал вровень с краями. Жидкости дают отстояться, чтобы из нее вышли все пузырьки воздуха, а образовавшуюся пену снимают ножом или стеклянной палочкой. Затем открывают сливное отверстие и одновременно включают секундомер. Измерение заканчивают, когда струя приобретает капельный характер. Замеренное время в секундах и есть условная вязкость материала. Во время измерения вязкости температура жидкого лакокрасочного материала должна быть (20±0,5)°С.
Контролю подлежит также укрывистость. Она позволяет прогнозировать расход лакокрасочного материала и, что особенно важно, избежать чрезмерной многослойности.
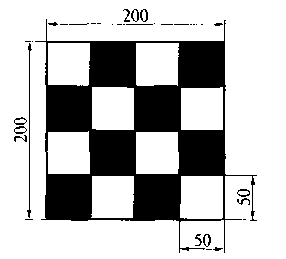
Рис. 11.7. Шахматная доска (по ГОСТ 8784-93) для определения укрывистости жидких лакокрасочных материалов.
 невелика,
особенно при измерении тонких покрытии
(до м мкм),
когда погрешность может превышать 20 %.
Но с этим
приходится мириться: столь же неприхотливого
и дешевого, но более точного прибора
пока не существует.
невелика,
особенно при измерении тонких покрытии
(до м мкм),
когда погрешность может превышать 20 %.
Но с этим
приходится мириться: столь же неприхотливого
и дешевого, но более точного прибора
пока не существует.