

9.5. Техника безопасности при выполнении паяльных работ
При пайке деталей
используют различные припои и флюсы,
которые содержат вредные для здоровья
работающих элементы — это свинец, цинк,
литий, калий, натрий, кадмий и др. Эти
элементы и их окислы в виде пыли,
паров и аэрозолей загрязняют воздух в
помещении. Поэтому, кроме общей вентиляции,
рабочие посты паяльщиков должны быть
оборудованы местными отсосами. Для защиты рук от попадания на них
кислотных флюсов и от ожогов расплавленным
припоем следует применять рукавицы из
асбестовой ткани. При пайке методом
погружения, во избежание разбрызгивания
расплавленного припоя детали необходимо
подогревать до температуры 110... 120°С.
Для защиты рук от попадания на них
кислотных флюсов и от ожогов расплавленным
припоем следует применять рукавицы из
асбестовой ткани. При пайке методом
погружения, во избежание разбрызгивания
расплавленного припоя детали необходимо
подогревать до температуры 110... 120°С.
Промывку деталей от остатков кислотных флюсов следует производить в специальных ваннах. Слив воды из ванны в канализацию допускается только после соответствующей очистки воды.
При работе паяльником обязательно соблюдают следующие правила: ручка электрического паяльника должна быть сухой, не проводящей тока; горячий паяльник укладывают на специальную металлическую подставку; перегретый паяльник не охлаждают в жидкости; запрещено выполнять пайку деталей, в которых находились легковоспламеняющиеся материалы без предварительной очистки и промывки деталей, а также вблизи легковоспламеняющихся материалов, при отсутствии местной вентиляции; тщательно моют руки после работы.
Контрольные вопросы:
1.Характеристики и типы паяльных работ: паяние и лужение.
2.Специфика паяльных работ для чугуна и алюминия.
3.Описание припоев и флюсов.
4.Классификация припоев по области температуры плавлению.
5.Как подбираются материалы для паяния?
6.Основные предосторожности при паяльных работах.
Глава 10. Электрохимические способы восстановления деталей
10.1. Технологический процесс электролитического осаждения металлов
Электролитическое осаждение металлов основано на явлении электролиза, т. е. окислительно-восстановительных процессах, происходящих в электролите и на электродах при прохождении через электролит постоянного тока. Восстановление поверхностей этим способом наращивания не вызывает структурные изменения в деталях, позволяет устранять
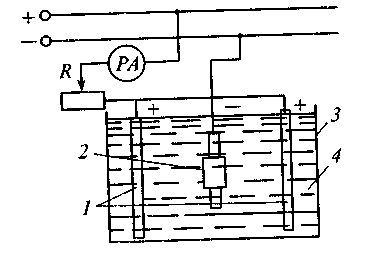
Рис.
10.1. Схема установки для электролитического
осаждения металла:
1
— анод; 2 — катод (деталь); 3
—
ванна;
4 —
электролит
Растворимые аноды делают из того же металла, который должен осаждаться на катоде, нерастворимые аноды изготавливают из свинца (применяют только при хромировании).
Масса металла q, откладывающаяся на катоде при электролизе, определяется по закону Фарадея по формуле
q
=
I/T![]() (10.1)
(10.1)
где — электрохимический эквивалент, г/(А-ч); I — сила тока при электролизе, А; T — продолжительность электролиза, ч.
В электролите, помимо ионов металла, присутствуют и другие заряженные частицы — водород, гидроокиси металла и др. Они вызывают неизбежные потери электроэнергии, которые учитываются коэффициентом
![]() = (G
- G
)/ q, (10.2)
= (G
- G
)/ q, (10.2)
где G ,G , — масса детали соответственно до и после электролиза, г. Время (в часах) процесса электролиза (осаждения металла) в зависимости от толщины наращиваемого слоя определяется по формуле
T
=1000![]() h/(
h/(
![]() D
D![]() ) (10.3)
) (10.3)
где D — катодная плотность тока, А/дм2; h— толщина слоя покрытия, мм; — плотность металла покрытия, г/см3 (табл. 10.1). Электролитические и химические покрытия при ремонте автомобилей применяют для повышения износостойкости, восстановления изношенных поверхностей деталей (хромирование, железнение и др.), для защиты деталей от коррозии
Технологические режимы электролиза Таблица 10.1.
Наносимый металл |
, г/см3 |
, г/(А-ч) |
, % |
h, мкм (максимум) |
Хром |
6.9...7.1 |
0,324 |
11...32 |
30 |
Железо |
7,7...7,8 |
1,042 |
85...95 |
100... 150 |
Цинк |
7,0 |
1,220 |
97...99 |
6...24 |
Медь |
8,9 |
1,186 |
80...90 |
До 25 |
Никель |
8,8 |
1,095 |
90...94 |
2...60 |
(цинкование, бронзирование, оксидирование, фосфатирование и др.), для защитно-декоративных целей (никелирование, хромирование, цинкование, оксидирование и др.), для специальных целей, в частности улучшения прирабатываемости трущихся поверхностей деталей (меднение, лужение, свинцевание и пр.), для защиты от науглероживания при цементации (меднение). Чаще всего цель покрытия является комплексной.
Используемые при осаждении металлов электролиты чаще всего в своей основе содержат растворы солей осажденных металлов.
Технологический процесс восстановления деталей нанесением покрытий включает три этапа: подготовка поверхностей деталей; осаждение покрытий; обработка нанесенного покрытия.
Подготовка деталей к покрытию состоит из механической обработки поверхностей, обезжиривания обработанной поверхности и декапирования.
Механическая обработка включает пескоструйную обработку, шлифование и полирование. Выбор способа механической обработки зависит от назначения покрытия. Когда покрытие наносят с целью восстановления изношенной поверхности , производят шлифование для получения необходимой шероховатости поверхности.
Детали, наращиваемые противокоррозионными покрытиями, обычно подвергаются пескоструйной (металлическим песком) обработке.

 Обезжиривание
деталей производят
одним из следующих способов:
Обезжиривание
деталей производят
одним из следующих способов:
 обрабатывают
поверхность растворителями (бензин,
уайт-спирит, четыреххлористый углерод,
ацетон и другие растворители);
обрабатывают
поверхность растворителями (бензин,
уайт-спирит, четыреххлористый углерод,
ацетон и другие растворители);
проводят механическую очистку венской известью (кашицеобразным раствором кальцемагниевой извести);
обезжиривают в растворах щелочей (проводят путем погружения деталей в горячий щелочной раствор (t= 60 °С) и выдержки в нем 5... 60 мин);
проводят электрохимическое обезжиривание в растворах щелочей. Оно заключается в погружении деталей в горячий (t = 60... 80 °С) щелочной раствор, через который пропускают ток (катод — детали, а анод — пластины из малоуглеродистой стали). Плотность тока 5... 10 А/дм2, длительность процесса — 1... 2 мин. Выделяющийся на поверхности детали водород в виде пузырьков срывает с поверхности жировую пленку.