6.5. Восстановление резьбовых поверхностей спиральными вставками
Один из способов восстановления изношенной или поврежденной резьбы — это установка резьбовой спиральной вставки. Эти вставки увеличивают надежность резьбовых соединений деталей, особенно изготовленных из алюминия и чугуна. Спиральные вставки изготавливают из коррозионно-стойкой проволоки ромбического сечения в виде пружинящей спирали (рис. 6.3).
Технологический процесс восстановление резьбовой поверхности включает:
рассверливание отверстия с применением накладного кондуктора и снятие фаски (1x45°). Смещение осей отверстий не более 0,15 мм, перекос осей отверстий не более 0,15 мм на длине 100 мм;
нарезание резьбы
рассверленном отверстии
детали. Скорость резания 4…5м/мин, частота
вращения 60…80 мин![]() ;
;
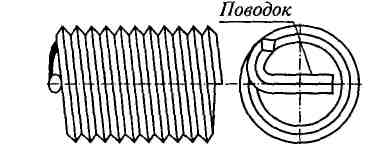
Рис. 6.3. Резьбовая спиральная вставка
установка резьбовой вставки в деталь: установить резьбовую вставку в монтажный инструмент (рис.6.4, а); ввести стержень инструмента в резьбовую вставку так, чтобы ее технологический поводок вошел в паз нижнего конца стержня; завернуть вставку в отверстие наконечника инструмента, а затем с помощью инструмента в резьбовое отверстие детали (рис 6.4,б). вынуть инструмент и удалить (посредством удара бородка) технологический поводок резьбовой вставки;
контроль качества восстановления резьбы с помощью «проходного» и «непроходного» калибра или контрольного болта. При контроле резьбовая вставка не должна вывертываться вместе с калибром (контрольным болтом).
Проходной калибр, завернутый на всю длину вставки, не дол жен отклоняться более чем на 0,5 мм в любую сторону. Непроходной резьбовой калибр соответствующего размера не должен ввертываться в установленную в деталь вставку. Резьбовая вставка должна утопать в резьбовом отверстии не менее чем на один виток резьбы. Выступание ее не допускается.
6.6. Восстановление размеров изношенных поверхностей деталей методами пластического деформирования
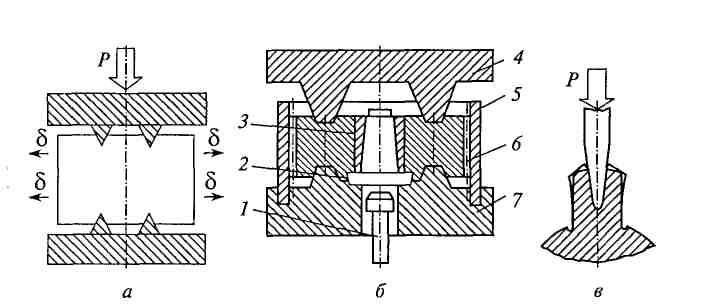
Осадку (рис. 6.5, а) используют для увеличения наружного диаметра сплошных и полых деталей, а также для уменьшения внутреннего диаметра полых деталей за счет сокращения их высоты (бронзовые втулки и др.). Допускается уменьшение высоты втулок на 8...10%.
При осадке направление действия внешней силы Р перпендикулярно к направлению деформации . Для сохранения формы отверстий, канавок и прорезей пред осадкой в них вставляют стальные вставки. Осадку втулок из цветных металлов производят в специальных приспособлениях гидравлическими прессами (рис. 6.5, б). В специальных штампах при нагреве до температуры ковки осадкой восстанавливают шейки, расположенные на концах стальных валов.

Рис. 6.4. Установка резьбовой вставки:
а — в монтажный инструмент; б — в резьбовое
отверстие детали.
Вдавливание (рис. 6.6, а) отличается от осадки тем, что высота детали не изменяется, а увеличение ее диаметра происходит за счет выдавливания металла из нерабочей части. Вдавливанием восстанавливают тарелки клапанов двигателей, зубчатые колеса (рис. 6.6, б), боковые поверхности шлицев на валах (рис. 6.6, в) и т.д. Шлицы прокатывают по направлению их продольной оси заостренным роликом, который внедряется в металл и разводит шлиц на 1,5...2,0 мм в сторону. Инструментом служат ролики диаметром 60 мм с радиусом заострения около 0,4 мм. Нагрузка на ролик составляет 2,0...2,5 кН.
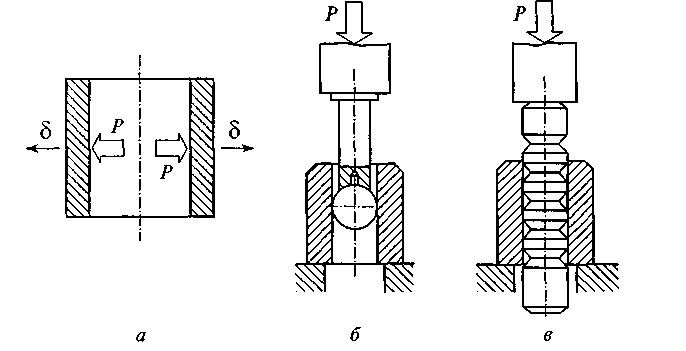
Раздачу (рис. 6.7, а) применяют для увеличения наружного диаметра пустотелых деталей (втулки, поршневые пальцы и др.) при практически неизменяемой ее высоте. Изменение наружного диаметра детали происходит за счет увеличения ее внутреннего диаметра. При раздаче через отверстие детали продавливают шарик (рис. 6.7, б) или специальную оправку (рис. 6.7, в). На

Рис. 6.5. Пластическое деформирование осадкой: а — принципиальная схема; б — осадка давлением втулки верхней головки шатуна; 1, 4 — оправки; 2 — втулка; 3 — шатун
увеличение диаметра влияет материал детали, температура раздачи,
величина износа и размеры. При этом возможны укорочение детали и появление в ней трещин.
Обжатием (рис. 6.8, а) восстанавливают детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров, которые не имеют для них значения (корпуса насосов гидросистем, проушины рычагов, вилок и др.). Обжатие осуществляют в холодном состоянии под прессом в специальном приспособлении (рис. 6.8, б). Втулку проталкивают через матрицу, которая имеет сужающее входное отверстие под углом 7... 8°, калибрующую часть и выходное отверстие, расширяющееся под углом 18...20°. Калибрующая часть матрицы позволяет уменьшить внутренний диаметр детали на величину износа с учетом

припуска на развертывание до требуемого размера. Наружный размер восстанавливают одним из способов наращивания. После восстановления детали должны быть проверены на отсутствие трещин.
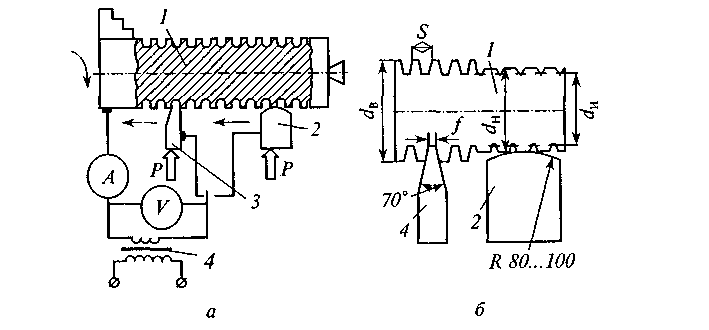
Электромеханическая обработка предназначена для восстановления поверхностей деталей неподвижных сопряжений и состоит в искусственном нагреве металла электрическим током в зоне деформации, что способствует повышению пластических свойств металла. Схема обработки приведена на рис. 6.9, а. Процесс состоит из двух операций (рис. 6.9, б): высадки металла и сглаживания выступов до необходимого размера.