

9.3. Паяние чугуна и алюминия
Чугун. Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой. Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой. Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой. Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю. Эта операция —- предварительное лужение перед паянием. Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому. Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние. Излишек припоя снимается шабером или напильником.
Алюминий. Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником). Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались. Насадку вытачивают на токарном станке, и ее конец спиливают. Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника. Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место. Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл. Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места. Затем приступают к паянию. Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту. Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из-за недостатка флюса. Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов. Как только олово смочит место спая, паяльник снимают с металла. Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
9.4. Припои и флюсы
Металл или сплав, при помощи которого ведется пайка, называется припоем. По температуре плавления припоев процессы пайки подразделяются на два основных вида: пайка легкоплавкими (мягкими) припоями и пайка тугоплавкими (твердыми) припоями.
К легкоплавким относятся припои, температура плавления которых ниже 450°С, а к тугоплавким — припои, температура плавления которых выше 450°С (рис.9.1). К припоям предъявляются следующие основные технологические требования: высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей; устойчивость к коррозии; достаточная прочность и пластичность; температура плавления ниже, чем у соединяемых металлов.

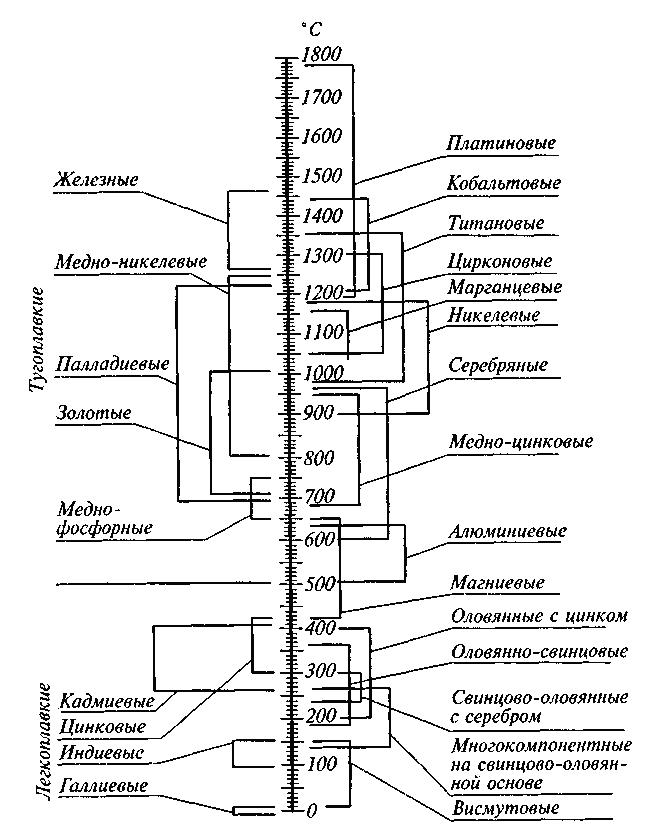
Рис. 9.1. Классификация припоев по температуре плавления.
Легкоплавкие припои представляют собой сплавы цветных металлов. Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40, ПОС-50 и ПОС-61. Цифры показывают процентное содержание олова в припое. Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность. Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками). С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя. Свинец повышает пластичность припоя. Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А используют для пайки алюминия, его сплавов и меди. Тугоплавкие припой представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок М1 и М2. Они весьма жидкотекучие, хорошо смачивают поверхности и дают прочные и пластичные соединения. Недостаток — высокая температура плавления (1083 °С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов. С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя. Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСрЮ, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие. Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов. Флюсы при пайке используют жидкие и твердые. В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой). Концентрация раствора в пределах 25...50%. Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом. Наибольшее применение имеет чистая бура, прокаленная перед употреблением при температуре 400... 460 °С. Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.