6.3. Постановка дополнительной ремонтной детали
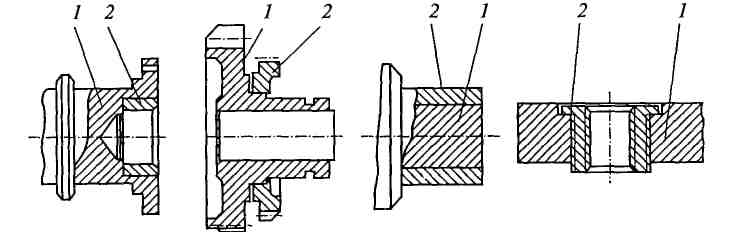
Способ дополнительных ремонтных деталей (ДРД) применяют для восстановления резьбовых и гладких отверстий в корпусных деталях, шеек валов и осей, зубчатых зацеплений, изношенных плоскостей. При восстановлении детали изношенная поверхность обрабатывается под больший (отверстие) или меньший (вал) размер и на нее устанавливается специально изготовленная ДРД: ввертыш, втулка, насадка, компенсирующая шайба или планка (рис.6.1). Крепление ДРД на основной детали производится напрессовкой с гарантированным натягом, приваркой, стопорными винтами, клеевыми композициями, на резьбе. При выборе материала для дополнительных деталей следует учитывать условия их работы и обеспечивать срок службы до очередного ремонта. После установки рабочие поверхности дополнительных деталей обрабатываются под номинальный размер с соблюдением требуемой точности и шероховатости.
Усилие запрессовки F подсчитывают по формуле
F
=f![]() dLр, (6.1)
dLр, (6.1)
Где f= 0,08...0,10 — коэффициент трения; d — диаметр контактирующих поверхностей, мм; L — длина запрессовки, мм; р — удельное контактное давление сжатия, кгс/мм2.
Диаметр контактирующей поверхности:
для вала
d=d![]() -2
-2![]() , (6.2)
, (6.2)
для втулки
d=d![]() +
2
, (6.3)
+
2
, (6.3)
где d , d — соответственно нижнее и верхнее предельные отклонения вала и втулки, мм; — толщина втулки, мм.
Значение минимально допустимой толщины втулки определяют из условия прочности
(6.4)![]() )
)
где п
=
![]() т
/
— запас
прочности;
— допускаемое напряжение, кгс/см2;
т
— предел
текучести для материала втулки, кгс/см2.
т
/
— запас
прочности;
— допускаемое напряжение, кгс/см2;
т
— предел
текучести для материала втулки, кгс/см2.
а б в г
Рис.6.1. Восстановление изношенных отверстий (а), шестерен (б), шеек
цапф (в), резьб (г) постановкой дополнительных деталей:
1 — изношенная деталь; 2 — дополнительная деталь
К расчетной толщине втулки необходимо прибавить припуск на ее механическую обработку после запрессовки.
Удельное контактное давление сжатия между деталями
р =
10![]()
![]() (6.5)
(6.5)
где
![]() — максимальный расчетный натяг, мкм;
С
— максимальный расчетный натяг, мкм;
С![]() и С2
—
коэффициенты охватываемой и
охватывающей детали; Е
и
Е2
—
модули упругости
материала охватываемой и охватывающей
детали, кгс/мм2.
и С2
—
коэффициенты охватываемой и
охватывающей детали; Е
и
Е2
—
модули упругости
материала охватываемой и охватывающей
детали, кгс/мм2.
Если для постановки ДРД используются тепловые методы сборки, то температуру нагрева охватывающей детали или охлаждения охватываемой детали определяют по формуле
Т= 10
К
(
+
S)/(![]() d) (6.6)
d) (6.6)
где К= 1,15... 1,30 — коэффициент, учитывающий частичное охлаждение или нагрев при сборке; S — гарантированный зазор, мкм; — коэффициент линейного расширения охватывающей детали при нагреве или охватываемой при охлаждении.
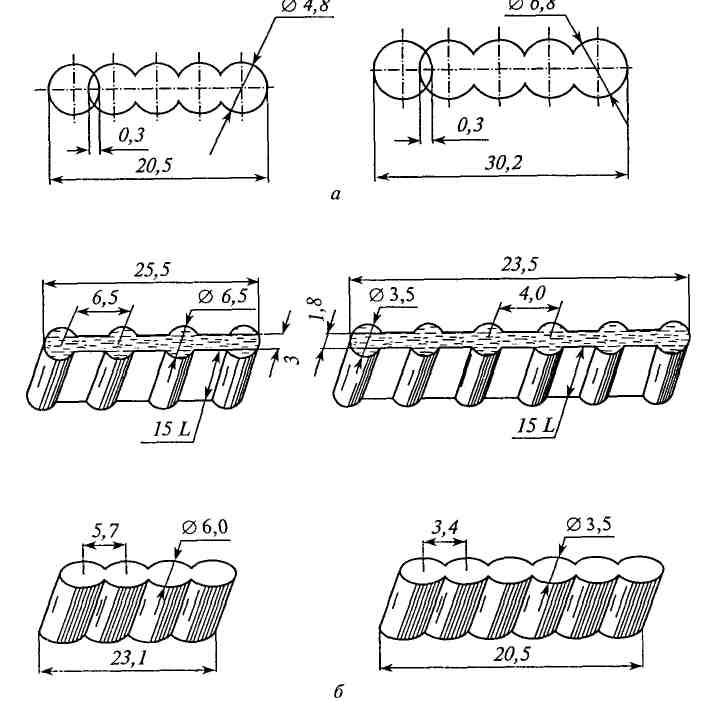
6.4. Заделка трещин в корпусных деталях фигурными вставками
Трещины в корпусных деталях (головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и других деталях) можно устранить следующими двумя видами фигурных вставок (рис. 6.2).
Уплотняющие вставки (рис. 6.2, а) применяют для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей. Для тонкостеТенных деталей используют вставки диаметром 4,8 мм, а для деталей с толщиной стенок 12... 18 мм — 6,8 мм. Для установки уплотняющей фигурной вставки сверлят отверстия диаметром 4,8 или 6,8 мм на глубину 3,5 или 6,5 мм за пределами конца трещины на расстояние 4...5 или 5...6 мм соответственно. Затем, используя специальный кондуктор, последовательно вдоль трещины сверлят такие же отверстия. Через каждые пять отверстий сверлят отверстия поперек трещины — по два с каждой стороны.
Отверстия продувают сжатым воздухом, обезжиривают ацетоном, смазывают эпоксидным составом, устанавливают и расклепывают фигурные вставки. Вставки диаметром 6,8 мм помещают в отверстие в два ряда.