

3.1 Межфазное взаимодействие
3.1.1 Армирующие волокна
Основные требования к волокнам: прочность, жесткость, плотность, стабильность свойств в определенном температурном интервале, химическая стойкость и другие специфические свойства для индивидуальных композиционных материалов.
Теоретическая прочность материалов σм по закону Гука возрастает с увеличением модуля упругости Е и поверхностной энергии γ вещества и падает с увеличением расстояния между соседними атомными плоскостями а0:
![]()
![]() или
или![]()
![]() где
σм
- теоретическая прочность материала,
Н/м2;
Е - модуль упругости Н/м2;
ε - относительное удлинение, %; γ-
поверхностная энергия, Дж/м2;
а0
- расстояние между атомными плоскостями,
м.
где
σм
- теоретическая прочность материала,
Н/м2;
Е - модуль упругости Н/м2;
ε - относительное удлинение, %; γ-
поверхностная энергия, Дж/м2;
а0
- расстояние между атомными плоскостями,
м.
Следовательно, высокопрочные материалы должны иметь высокие Е и γ и максимально возможное содержание атомов в единице объема, т. е. малое а0. Этим требованиям лучше всего удовлетворяют Н, Ве, В, С, N. О, Al и Si. Наиболее прочные материалы всегда содержат один или несколько из этих элементов. Практически, чем меньше атомная масса элемента, тем меньше размер атома и тем большее их количество находится в единице объема.
Действительно, на практике применяются высокопрочные стеклянные, углеродные, борные и органические волокна, металлические проволоки, а также волокна и нитевидные кристаллы карбидов, оксидов, нитридов, боридов и других соединений. Вводятся они в форме моноволокон, нитей, проволоки, жгутов, сеток, тканей и лент.
Кроме указанных нитей и усов, часто применяются тонкие металлические проволоки, например стальные, вольфрамовые, титановые и др. Конечно, в настоящее время создано очень много наполнителей, особенно из синтетических материалов.
Для технического применения армирующие материалы, кроме прочности, должны обладать достаточной жесткостью, невысокой плотностью, стабильностью свойств в определенном температурном интервале, химической и биологической стойкостью, другими специфическими свойствами, необходимыми при их использовании. Во всех случаях должно выполняться требование, определяемое возможностью их технологической переработки.
Ниже будут рассмотрены некоторые волокна, методы их получения и применения в КМ. Отдельные виды волокон будут представлены в разделах, посвященных различным КМ, например стеклянные - в стеклопластиках и т. д. Рассмотрены будут те волокна, которые чаще всего встречаются на практике и, в частности, в ракетной технике.
3.1.2. Матричные материалы
Матрица - это важнейший элемент КМ, который обеспечивает монолитность композита, фиксирует форму изделия и взаимное расположение волокон, распределяет действующие напряжения по объему материала, обеспечивая равномерную нагрузку на волокна.
Материал матрицы определяет метод изготовления изделий из КМ. Таким образом, требования есть эксплуатационные и технологические. Механические свойства матрицы должны обеспечить совместную работу армирующих волокон при различных видах нагружения.
Природа матрицы определяет уровень рабочих температур КМ, поведение в атмосфере, химическую стойкость, теплофизические, электрические и другие свойства. Например, сегодня есть такие матрицы, которые при необходимости даже могут изменять цвет.
Технологические требования к матрице вытекают из требования одновременного получения материала и изделия из него, т. е. определяются процессами совмещения армирующих волокон с матрицей и окончательного формообразования изделия.
Кроме того, к материалу матрицы предъявляются следующие требования: хорошая смачиваемость волокна, возможность предварительного изготовления полуфабрикатов, например препрегов с последующим изготовлением из них изделий; качественное соединение слоев композита в процессе формования; невысокие значения параметров формообразования (температуры, давления) и т. п. Как правило, для дисперсионо-упрочненных и порошковых материалов давления формования высокие (десятки и сотни МПа), для волокнистых - намного ниже (единицы и доли единиц МПа).
Особое внимание при создании КМ придается границе раздела во- локно-матрица, т. к. адгезия на этой границе определяет уровень свойств КМ и их сохранение при эксплуатации. Для повышения адгезионной прочности применяются специальные технологические приемы:
1)нанесение специальных очень тонких покрытий, так называемых аппретов. Как правило, они наносятся на волокна в процессе получения последних или при их переработке. Это могут быть силаны, обладающие несимметричной молекулой типа Si - О - Ме; для угольных волокон это могут быть специальные покрытия SiС, Si3М4, В3N, В2С, одновременно являющиеся и защитными;
2)химические, электрохимические, плазменные методы, например для углеродных волокон;
3) механические - применяются для органических волокон по типу «распушивания» с помощью воздушной струи.
Существует несколько групп КМ в зависимости от материала матрицы:
- с полимерной матрицей - пластики;
- с металлической матрицей - металлокомпозиты;
- с керамической матрицей и металлическим наполнителем - керметы;
- с углеродной матрицей - углеродные КМ;
- стеклокомпозиты - со стеклянной матрицей;
- карбидные матрицы, появившиеся в последнее время, например SiС.
В свою очередь, КМ с одной матрицей, но различными наполнителями имеют свои названия. Так, к группе полимерных пластиков относятся в зависимости от армировки или наполнителя:
- стеклопластики - наполнитель - стекловолокно;
- углепластики - угольное волокно;
- углеметаллопластики - угольные и металлические волокна;
- органопластики - органическое волокно.
По аналогии существуют КМ и с другими матрицами, например боралюминий, где матрицей является алюминий, а наполнителем - борные волокна или усы; углерод-углеродный КМ, где углеродные волокна скреплены углеродной матрицей.
Важнейшим достоинством КМ является возможность создавать из них конструкции с заранее заданными свойствами, наиболее полно отвечающими характеру эксплуатации.
Свойства волокнистых КМ зависят не только от свойств матрицы и волокна, а и от способа армирования.
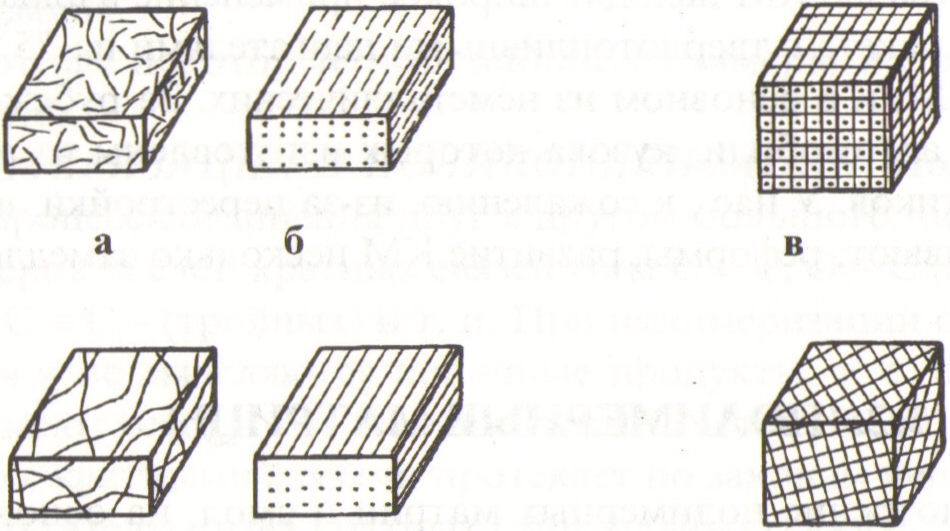
На рис. 8 приведены наиболее применяемые способы армирования.
При волокнистом армировании КМ материал и изделие создаются одновременно, т. е. в рамках одного технологического процесса. Здесь нельзя ни ковать, ни штамповать, ни сваривать; единственная операция это, пожалуй, мехобработка, да и то незначительная (подрезка торцов, обработка поверхности).
В КМ образуется комплекс свойств, заимствованных как от волокна и матрицы, так и новых, например, повышаются стойкость матрицы к трещинообразованию, воздействию влаги, усталостная прочность, жесткость всей конструкции, вязкость, появляются новые электротехнические свойства, иногда даже оптические и другие. Например, материал РТП-170, созданный на основе эпоксидной смолы и стекловолокна, кроме необходимых абляционных свойств, обладает радиопрозрачностью в определенном диапазоне длин волн.
Стеклопластик, примененный как материал транспортно-пускового контейнера (ТПК), благодаря введению специальных нитей обладает удовлетворительной электропроводностью, необходимой для снятия статического электричества.
 г д е
г д е
Рис. 8 Классификация композитов по конструктивному признаку:
а, б - короткие волокна; в - три семейства нитей; г, д - непрерывные волокна; е - п - семейство нитей
Теоретическая прочность стали от = 10 000 МПа, но за последние 50 лет (40-е.. .90 гг.) она достигла только 2 300 МПа (230 кгс/мм2).
Стеклянная нить диаметром 22 мкм имеет σ = 220 МПа, а с диаметром 2,5 мкм - 5 600 МПа (560 кгс/мм2), и это при плотности 2 200 кг/м3 (у стали плотность 7 800 кг/м3). Углеродные волокна уже сегодня имеют прочность на разрыв σ = 5 000 МПа, а в будущем могут достигнуть σ = 10 000 МПа; модуль упругости составляет Е = 450 000 МПа при плотности р = 1 600 кг/м3.
В настоящее время волокна получают практически из любого тугоплавкого материала, например из карбида кремния SiС. Они обладают более высокой жаростойкостью, чем углеродные, и могут выступать в качестве армирующего наполнителя с полимерной и металлической матрицей. Существуют композиционные материалы в которых 81С выступает даже в роли матрицы.
За последние два десятилетия созданы органические волокна с прочностью σ > 5 000 МПа, а плотность их не превышает 1 700 кг/м3. В Украине ИПМ НАНУ созданы базальтовые волокна, налажено их производство. Замена железобетона на базальтобетон может сэкономить около 10 млн. тонн стали. Появление и широкое распространение КМ совершенно меняет характер производства, здесь нет ни привычных доменных и мартеновских печей, ни прокатных станов и другого оборудования, присущего производству металлов и изделий из них. Уже сейчас КМ находят широкое применение в авиации, а современная ракета с твердотопливными двигателями на 75 % изготовлена из КМ, и в основном из неметаллических. За рубежом уже появляются автомобили, кузова которых изготовлены из армированных пластиков. У нас , к сожалению, из-за перестройки, или, как теперь называют, реформы, развитие КМ несколько замедлилось [6 ].