

7.4. Прессование порошков
В зависимости от назначения прессуемых изделий, свойств порошков, технологических возможностей, наличия оборудования и экономической целесообразности применяют следующие методы прессования (формования):
- динамический;
- прокатки;
- вибрационный;
- динамического горячего прессования;
- изостатического прессования (горячего и холодного);
- прессования взрывом;
- экструзии и газостатического прессования.
На рис. 68 приведены схемы указанных методов.
КРАТКОЕ ОПИСАНИЕ МЕТОДОВ ПРЕССОВАНИЯ.
Динамический метод холодного прессования. Наиболее распространен. Стальная матрица и пуансон выполняются приближенными к форме изделия. Давление прессования колеблется от нескольких мега паскалей до их сотен - в зависимости от назначения изделий
- и создается с помощью стандартных прессовок. Недостатком метода является сложность получения заготовок больших размеров.
Метод прокатки. Применяется при формовании пористых лент и листов из осколочных порошков, которые после спекания применяются в основном для фильтров. Холодная прокатка или теплая прокатка производится в несколько проходов после горячей экструзии с целью создания оптимальной дислокационной структуры.
Вибрационный метод. Применяется при формовании порошков с добавками специальных связок (стеарин, крахмал и т.п.).
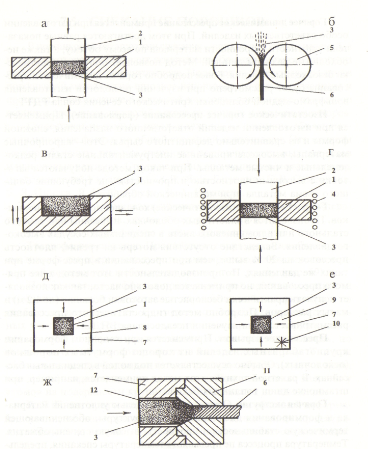
Рис. 68. Схематическое изображение различных методов формования
изделий из порошков:
а – ж соответственно – динамический холодного прессования, прокатки,
вибрационный горячего динамического прессования, изостатического горячего
(холодного) прессования, прессования взрывом, горячей экструзии; 1 – пресс-форма;
2 – пуансон; 3 – прессуемый порошок; 4 – нагреватель; 5 – валки; 6 – готовая прессовка;
7 – корпус стальной; 8 - горячий газ; 9 – жидкость; 10 – взрывное устройство; 11 – фильера;
12 – цилиндр
Горячее динамическое прессование применяется при изготовлении особо ответственных изделий.При этом достигаются равные показатели плотности и прочности материала по всему объему,а также необходимые размеры деталей. Метод позволяет получать практически безотходные изделия.
Более подробное горячее динамическое прессование будет рассмотрено при изучении технологии изготовления вольфрамо-медной облицовки критического сечения сопла РДТТ.
Изостатическое горячее прессование (формование). Применяется при изготовлении изделий ответственного назначения, сложной формы и из сравнительного дефицитного сырья. Это – жаропрочные материалы высоколегированные инструментальные стали, редкоземельные и чистые металлы. При таком методе получаются заготовки с высокими плотностью и прочностью, не требующие большого съема металла при механической обработке.
Гидростатическое (изостатическое) холодное прессование порошков. Производится в эластичныхоболочках из резины или тонкого стального или алюминиевого листа в специальных сосудах высокого давления.Вследствие отсутствия потерь на трение, плотность прессовок на 20% выше, чем при прессовании в пресс-форме при таких же давлениях. По производительности этот метод хуже прямого прессования, но применяется довольно часто, так как позволяет получать практически беспористые заготовки больших (до 1,2 м) и малых размеров.Подробно метод гидростатического прессования рассматривается при изучении псевдосплава ВНДС.
Прессование взрывом. Применяется при холодном формовании крупногабаритных изделий из хорошо формуемых порошков (осколочных). Обычно осуществляется под водой в специальных бассейнах. В ракетной технике этот метод применяется, например, при штамповке днищ топливных баков.
Горячая экструзия. Осуществляется с целью уплотнения материала и формования дислокационной структуры,обеспечивающей термическую стабильность и прочность, высокую степень обжатия. Температура процесса не
превышает температуры спекания, предельное давление не превышает 1000…1400 Мпа. Иногда, для тугоплавких порошков, экструзия осуществляется в мягких оболочках из алюминия или нержавеющей стали. Послеэкструзии применяют и другие виды деформации (волочение, прокатка, ковка и т.п.).
Конечно, на практике применяются различные методы формования даже при изготовлении одних и тех же изделий.