

6.8.1. Краткое описание технологии получения раструба из уукм
Исходный материал для получения углеродной ткани –ПАН-В. Можно применять ленту, полученную из ткани, или жгут ВММ-4. Ткань или жгут карбонизуются при температуре 900 0С или графитизуются при температуре 2 100 0С. На оправке лентой или жгутом (мокрым) способом наматывается сразу два раструба. В качестве связующего применяется бакелитовый лак (фенол-формальдегидная смола).
Схема сборки перед полимеризацией такая же, как и при изготовлении углепластиков или углеметаллопластиков, поэтому приводить её здесь не будем. Отвержение производится в гидроклаве при температуре 160 0С и давлении 20…40 кгс/см2 (2…4 МПа). Время отвержения 8 часов, охлаждение производится в гидроклаве с выключенными нагревателями (тэнами).
Затем оправка с намотанными раструбами вынимается с гидроклава, освобождается от глицерина, с неё снимается резиновый мешок, обкладные листы, сетка, двунитка. Сначала выполняется механическая обработка наружной поверхности материала, затем подрезка торцов малого диаметра и, наконец, разрезка по среднему(наибольшему)диаметру. Из предусмотренных припусков вырезаются образцы, на которых проверяется степень полемеризации, определяются механические и теплофизические характеристики.
В случае если размеры раструба велики, трудно изготовить оправку для одновременной намотки двух раструбов, или ограничены размеры и возможности намоточного станка, производят намотку одного раструба. Оправка в этом случае имеет контур раструба (конус или оживальная форма), который сочитается с полусферой, как показано на рис.57.
Р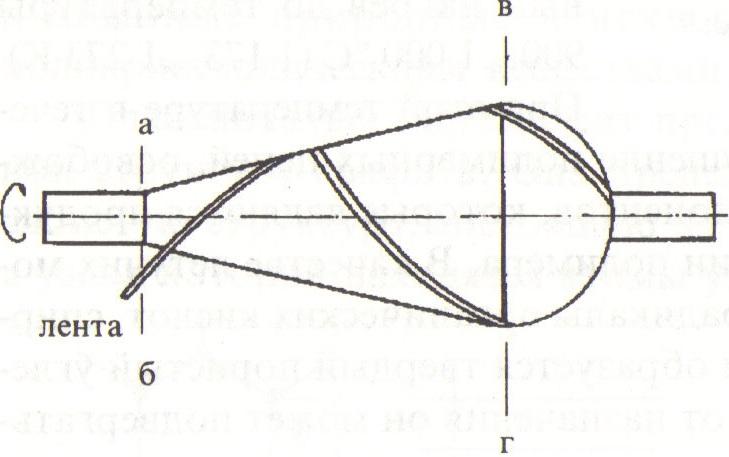 ис.57.
Оправка для намотки одного раструба
(конуса).
ис.57.
Оправка для намотки одного раструба
(конуса).
а-б – линия подрезки по малому торцу;
в-г – линия подрезки по большому торцу.
Подрезка на такой оправке производится по малому торцу и большому в месте перехода к сфере.
Для снятия намотанного изделия применяется приспособление, показанное на рис.58.
Снятие отверждённого конуса производится следующим образом. Приспособление устанавливается на специальной подставке. После подрезки на большой торец конуса из углепластика надевается стальное кольцо, за которое потом цепляются снизу крючки штанг (их должно быть не менее четырех). Поворотом воротка рукоятки 1 винт ввинчивается в опорную гайку 10 и через вал 5 выжимает оправку. Понятно, что углепластиковый конус
н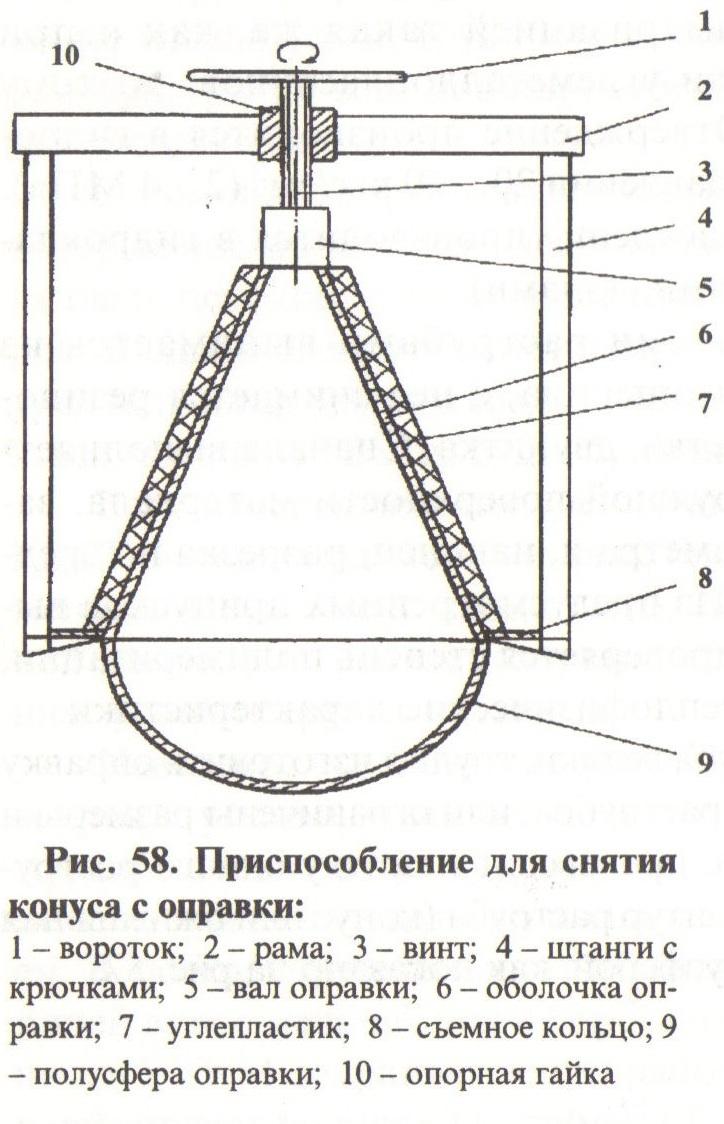 ужно
просто <сорвать>, а дальше он снимается
даже в ручную, если масса его не велика.
ужно
просто <сорвать>, а дальше он снимается
даже в ручную, если масса его не велика.
Следующей операцией является ультразвуковой контроль оболочки – вручную или на механизированной установке типа ДКР (дефектоскопический контроль раструба).
Карбонизация. Это процесс превращения полимера в углеродное вещество. В печи сопротивления с графитовым нагревателем, который представляет собой набор последовательно соединенных стержней, производится постепенный нагрев до температуры 900…1000 0С (1173…1273 К). При этой температуре в течении 60 часов происходит разрушение полимерных цепей, освобождение матрицы от летучих компонентов, которые являются продуктами разложения или деструкции полимера. В качестве летучих могут быть СО, СО2 , пары воды, радикалы органических кислот, спиртов и т.п. После карбонизации образуется твердый пористый углеродный каркас. В зависимости от назначения он может подвергаться следующим операциям:
- насыщению пироуглеродом при температуре 1000…1100 0С,
- графитации при температуре 2100…2200 0С в течении 24 часов.
Например, оболочки раструба подвергаются насыщению, а заготовки вкладыша – графитации.
После насыщения пироуглеродом можно подвергать графитации оболочку (к примеру, так получают материал раструба КУПВМ-ПУ), равно как и графитированный каркас. При графитации происходит образование кристаллической структуры и усадка внутри каркаса, за счёт чего образуется пористость, хотя значительно меньше, чем при карбонизации.
Насыщение пироуглеродом происходит в течении не менее 7 суток.
Так как при графитации образуются поры, то для уменьшения общей пористости циклы насыщения могут повторятся. Общее время насыщения – графитации достигает 400 часов. Охлаждение насыщенной заготовки осуществляется сначала понижением подаваемой электрической мощности, а после достижения температуры в печи 600…700 0С нагрузка отключается, и производится свободное охлаждение с закрытой печью. Когда температура снизится до 250…300 0С, печь можно открыть.
Дальнейшие операции: обязательный ультразвуковой контроль и механическая обработка, доводка до необходимых размеров.
Для углерод – углеродных материалов нужно соблюдать специальный режим скорости и глубины резания и т.п.