

Контрольные карты приемочного контроля
Модуль Quality Control для STATGRAPHICS Plus for Windows содержит четыре атрибута контрольных карт:
р-карты;
пр-карты;
с-карты;
и-карты.
Тип применяемой карты зависит от способа, которым подсчитывается число дефектов. Для каждого типа карт можно использовать опцию скользящего среднего или предупреждающих границ.
Применение р-карт
Анализ, проводимый при помощи р-карт, основан на оценке доли дефектных изделий в выборке, и в случае неприемлемо высокой доли формулируется вывод о выходе процесса из-под контроля.
На первом этапе оцениваются контрольные пределы, которые устанавливают норму для использования при измерении параметров процесса. Далее на втором этапе вводятся реальные доли дефектных изделий и проводится сопоставление с нормативом.
Пример 3. Для построения р-карты воспользуемся файлом данных, который находится в пакете Statgraphics под названием QCdata. Выберем в этом файле переменную var2, объем выборки которой составляет 24 единицы, определенные по результатам тестирования партии.
В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и р — Chart Analysis.
Карты строятся при допущении, что данные взяты из биномиального распределения, параметры которого оцениваются из выборки. Выдвигается гипотеза о том, что эти данные характеризуют процесс, находящийся в состоянии статистического контроля.
На рис. 8.10 приведена р-карта для переменной var2.
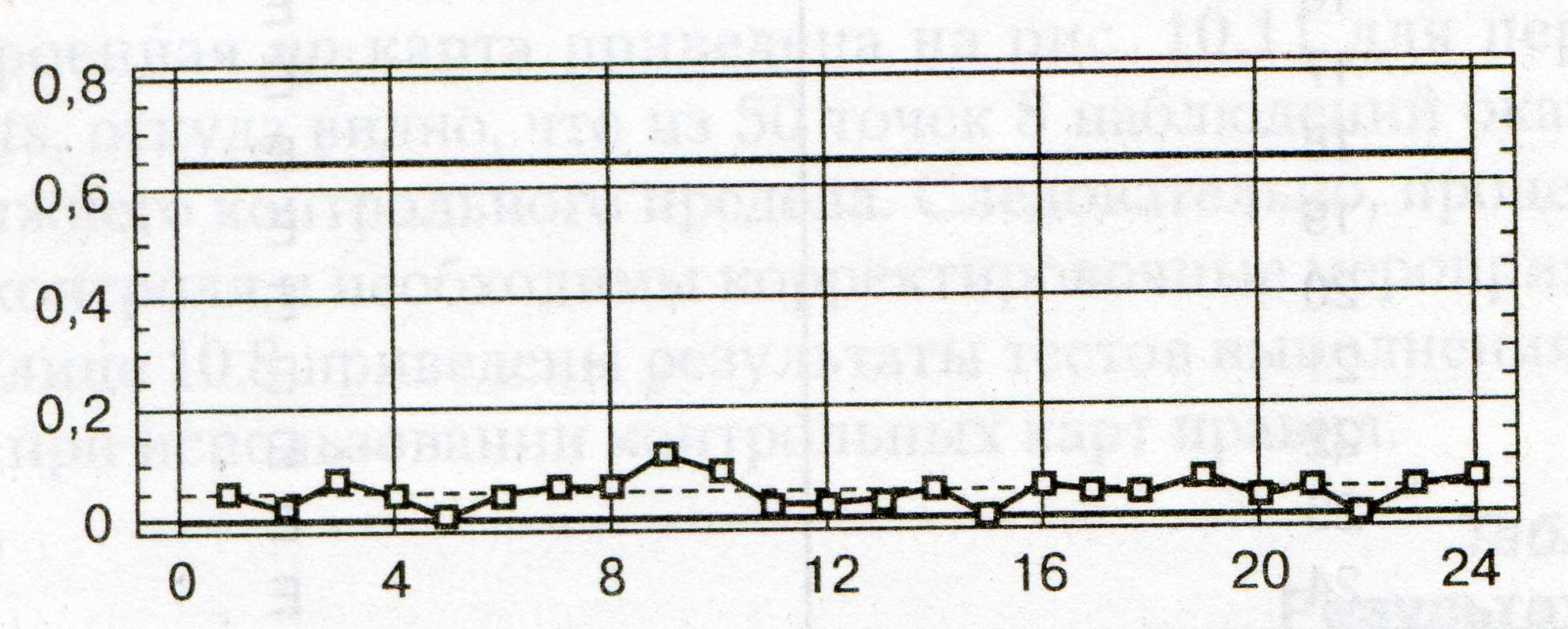
Рис. 8.10. р-карта для переменной var2
Как видно из рис. 8.10, ни одна из точек не выходит за установленные пределы, следовательно, нельзя отвергнуть гипотезу о том, что процесс находится в состоянии статистического контроля.
В табл. 8.10 приведены результаты тестов выполнения установленных при использовании контрольных карт правил.
Таблица 8.8
Результаты тестов
Observation |
p Chart |
15 16 17 18 19 20 21 22 23 24 |
E E E E E E E E E E |
Как видно из табл. 8.10, обнаружено 10 случаев нарушения правила Е. Например, в точке 15 имеется такое нарушение, означающее, что к этому наблюдению уже была группа из 15 точек, находящихся в диапазоне одного СКО.
Применение пр-карт
Подобно предыдущим картам пр-карты основаны на дефектных изделиях, но этот анализ использует число дефектных изделий в выборке. При построении пр-карт вначале оцениваются контрольные пределы, которые устанавливают норму для использования при измерении параметров процесса. Далее на втором этапе вводится число дефектных изделий и проводится сопоставление с нормативом.
Пример 4. Для построения пр-карты выберем в файле QCdata переменную recdefects, объем выборки которой составляет 50 единиц.
В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и пр-Chart Analysis.
Процедура позволяет определить, находятся ли данные рассматриваемого процесса в состоянии статистического контроля. Карты строятся при допущении, что данные взяты из биномиального распределения, параметры которого оцениваются из выборки.
Построенная пр-карта приведена на рис. 8.11 для переменной recdefects, откуда видно, что из 50 точек 8 наблюдений оказываются ниже нижнего контрольного предела. Следовательно, процесс вышел из-под контроля и необходимы корректировочные мероприятия.
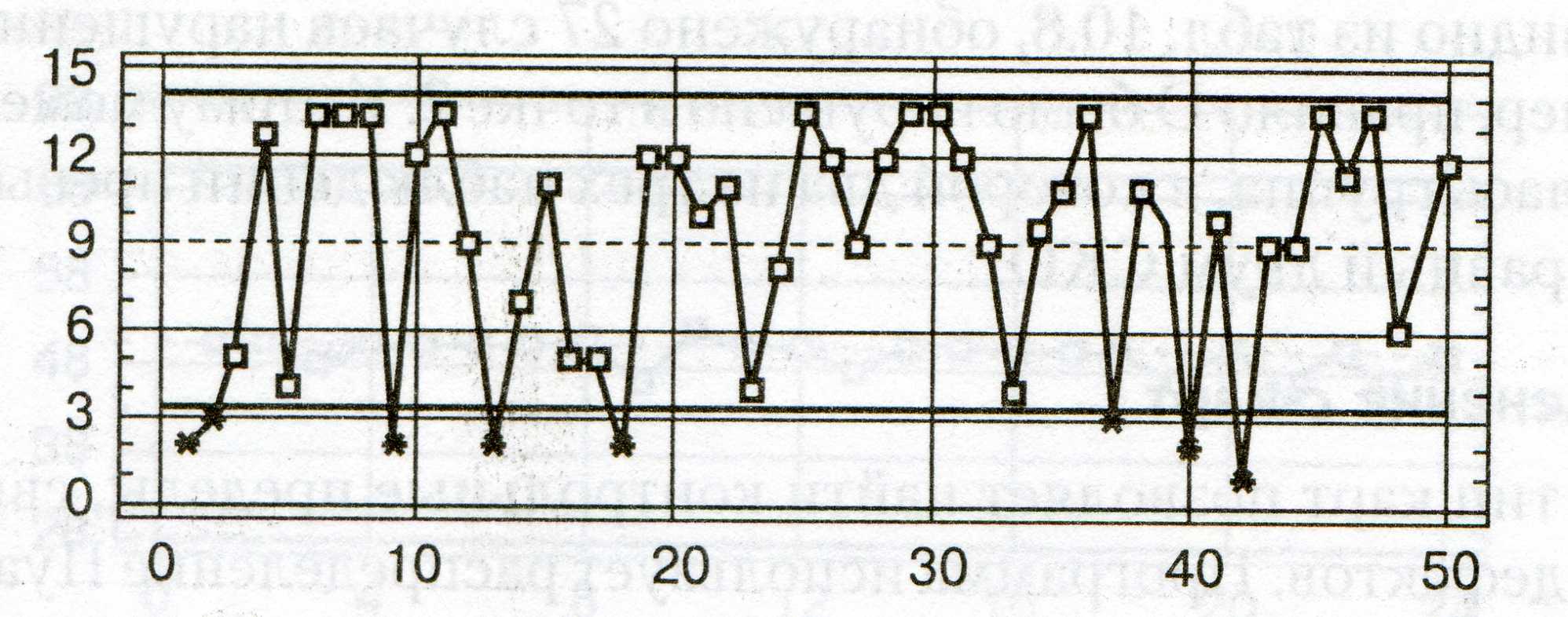
Рис. 8.11. пр-карта для переменной recdefects
В табл. 8.11 приведены результаты тестов выполнения установленных при использовании контрольных карт правил.
Таблица 8.11
Результаты тестов
Observation |
np Chart |
2 3 4 5 6 7 8 9 10 11 17 18 19 29 30 31 32 42 47 |
D D D CD D D CDF DF C C CD CD D C CD CD C D D |
Как видно из табл. 18.11, обнаружено 27 случаев нарушения правил. Например, правило D было нарушено в точке 2. К этому моменту сформировалась группа, в которой 2 из 3 наблюдений превышают диапазон, равный двум СКО.